



航空發動機渦輪盤用拉刀刃口優化仿真 
在本文的二維拉削仿真中,拉刀結構參數及拉削過程參數見表1,刀具微刃均為鈍圓刃口,以刃口半徑R=5μm為梯度,從5~30μm共設置6個單因素變量組。
4362 2 2
NASA航天愛好者 ??? 2年前
ABAQUS銑削CEL仿真保姆級教程 
一、創建仿真模型 本教程采用abaqus中CEL(耦合的歐拉-拉格朗日)方法對鈦合金(Ti6AL4V)的銑削過程進行仿真,通過仿真結果可以提取刀具受力及溫度變化,并直觀的觀察到切屑的生成過程。模型建模均在ABAQUS CAE中完成,通過調整尺寸參數可方便的對模型進行修改。附件中會提供CAE源文件。
4733 4 9
神經蛙_CAE ??? 2年前
U鉆:孔加工最常用的刀具之一!
U鉆的切削參數嚴格按照廠家的說明,但也要考慮不同品牌的刀片,機床的功率,加工中可以參考機床的負載值大小,做適當調整,一般采用高轉速,低進給。 5. U鉆刀片要經常檢查,及時更換,不同刀片不可裝反。 6. 根據工件的硬度和刀具懸伸的長度來調整進刀量,工件越硬,刀具懸伸量越大,走刀量應越小。 7.
2693
數控編程網 ??? 4年前
基于ABAQUS的鎢鉬合金銑削加工參數優化仿真及驗證 
表4 鎢鉬合金材料Johnson-Cook本構模型參數2.3 接觸和邊界條件創建一個接觸屬性,由于仿真過程中將刀具視為剛體,所以需要再創建一個剛體約束。在初始分析步下創建一個邊界條件,約束工件側面的所有自由度,刀具需要約束4個自由度,并設置繞Z 軸的旋轉及移動,其中轉動速度為主軸轉速,移動速度為進給速度。創建預定義溫度場,定義工件的溫度為298K。
4331 3 1
CAEer吳皓 ??? 2年前
基于有限元軟件的刀具切削仿真應用 
將刀具簡化為刀尖模型,設置刀具前角為10°,刀具后角為10°;將工件簡化為15mm×5mm×1mm的長方體模型。簡化后的仿真模型網格劃分 材料屬性設置塑性(Johnson-Cook)、熱傳導率、剪切損傷、比熱等材料行為。
2836 1
神工坊(高性能仿真) ??? 2年前
UG進給設置:如何在UG建立自動設置轉速進給的刀具庫,來看看編程效率如何提高N倍 
上一篇我介紹了【如何制作專屬的UG(NX)編程模板】,但是我們在做UG編程加工的過程中,普通的刀具模板,對用刀具庫的人來說還不是很方便,因為我們的切削參數時不能夠加載進去的,所以傳統的每次都是重新設置切削參數,自動設置轉速進給的刀具庫能給我們剩下不少時間,能使我們更快,下面我就介紹一些經驗吧,希望對你有幫助!
4018
張偉一 ??? 3年前
Abaqus三維切削案例教學 
(2) 拓展:本方法可擴展至其他切削加工場景(如銑削、磨削、鏜削)或材料類型(如鋁合金、鈦合金、復合材料),通過調整熱源模型、刀具幾何參數和邊界條件,實現跨領域應用。同時,該方法還可與其他分析方法(如模態分析、疲勞分析)相結合,進一步研究切削過程中的動態特性和疲勞壽命。8、 附件:本案例中的abaqus模型文件(包括cae、odb和inp文件)
4353 17 7
Abaqus_JUN ??? 11月前
CNC加工中出現這些問題,你懂得怎么處理嗎?
5、編程走刀方式(可以盡量考慮走順銑)。6、工件有毛刺。改善:1、切削參數、公差、余量和轉速進給設置要合理。2、刀具要求操作員不定期檢查,不定期更換。3、裝夾刀具時要求操作員盡量要夾短,刀刃避空不要太長。4、對于平刀,R刀,圓鼻刀的下切,轉速進給設置要合理。5、工件有毛刺:根我們的機床,刀具,走刀方式有直接關系。
2314
數控編程教學 ??? 4年前
CNC加工中出現這些問題,你懂得怎么處理嗎 
2、分中碰數及操數錯誤(如:單邊取數沒有進刀半徑等)。 3、用錯刀(如:D4刀用D10刀來加工)。 4、程序走錯(如:A7.NC走A9.NC了)。 5、手動操作時手輪搖錯了方向。 6、手動快速進給時按錯方向(如:-X 按 +X)。 改善: 1、深度Z軸對刀一定要注意對刀在什么位置上。(底面、頂面、分析面等)。
2308
數控編程網 ??? 4年前
車床刀座到主軸中心線調整 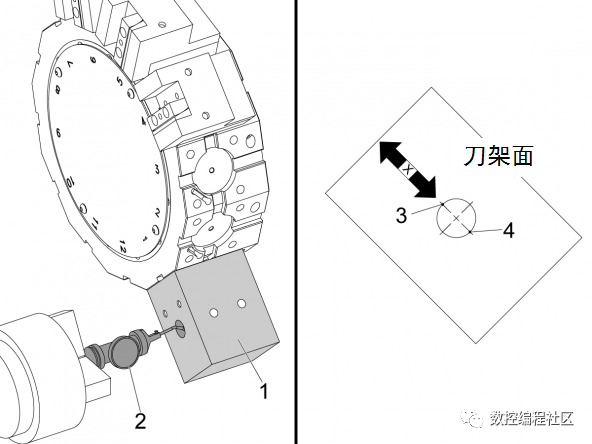
如果它的讀數仍為 0,則參數 254 已正確設置,如果沒有,則需要重復執行第 2 部分。 此時請務必校準刀具探頭。 文章來源:數控編程社區
4654 1
數控編程網 ??? 2年前
基于ABAQUS的鎢鉬合金銑削加工參數優化仿真及驗證 
表4 鎢鉬合金材料Johnson-Cook本構模型參數2.3 接觸和邊界條件創建一個接觸屬性,由于仿真過程中將刀具視為剛體,所以需要再創建一個剛體約束。在初始分析步下創建一個邊界條件,約束工件側面的所有自由度,刀具需要約束4個自由度,并設置繞Z 軸的旋轉及移動,其中轉動速度為主軸轉速,移動速度為進給速度。創建預定義溫度場,定義工件的溫度為298K。
4291 5
仿真客 ??? 2年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
4、走刀順序要講究粗加工和精加工應該采用不同的走刀順序。粗加工強調的是提高加工效率,追求單位時間內的切除率,一般可采用逆銑。即以最快的速度、最短的時間切除毛坯表面的多余材料,基本形成精加工所要求的幾何輪廓。而精加工所強調的是高精度高質量,宜采用順銑。因為順銑時刀齒的切削厚度從最大逐漸遞減至零,加工硬化程度大為減輕,同時減輕零件的變形程度。
2504
模具設計UG編程教學 ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
4、走刀順序要講究粗加工和精加工應該采用不同的走刀順序。粗加工強調的是提高加工效率,追求單位時間內的切除率,一般可采用逆銑。即以最快的速度、最短的時間切除毛坯表面的多余材料,基本形成精加工所要求的幾何輪廓。而精加工所強調的是高精度高質量,宜采用順銑。因為順銑時刀齒的切削厚度從最大逐漸遞減至零,加工硬化程度大為減輕,同時減輕零件的變形程度。
2252
UG編程模具設計實戰 ??? 3年前
CNC石墨加工技術的應用與發展 
參數的設置:切削量:2~3mm加工速度:3~4m/min主軸轉速:10000~12000rpm刀具的選擇:開粗刀:四刃,10~12mm(直徑過小:速度慢,加工沒效率)(直徑過大:刀擺大,影響加工精度) 開粗的效果圖 2) 中粗中粗石墨加工路徑 如上圖是中粗的刀路,一般我們會采用R刀在精修之間中粗一下
1914
汽車零部件模具與注塑 ??? 4年前
CNC數控編程常規 
2、分中碰數及操數錯誤(如:單邊取數沒有進刀半徑等)。 3、用錯刀(如:D4刀用D10刀來加工)。 4、程序走錯(如:A7.NC走A9.NC了)。 5、手動操作時手輪搖錯了方向。 6、手動快速進給時按錯方向(如:-X 按 +X)。 改善: 1、深度Z軸對刀一定要注意對刀在什么位置上。(底面、頂面、分析面等)。
3687 1
數控編程網 ??? 2年前
切削速度,吃刀量,進給速度三者關系及計算公式 
從刀具的耐用度出發,切削用量的選擇順序是:先確定背吃刀量,其次確定進給量,最后確定切削速度。2、背吃刀量的確定 背吃刀量由機床、工件和刀具的剛度來決定,在剛度允許的條件下,應盡可能使背吃刀量等于工件的加工余量,這樣可以減少走刀次數,提高生產效率。
3657 1
機械加工網 ??? 3年前
機械加工后的毛刺怎么處理? 
因此,在加工過程中應盡量避免銑刀旋出。如圖4 中,采用圖4b 生的毛刺小于圖4a中所產生的毛刺。4、選取適當的走刀路線由前面的分析可知:當平面切出角小于一定值時,所產生的毛刺尺寸較小。平面切出角可以通過改變銑削寬度、進給速度(大小和方向)和旋轉速度(大小和方向)來改變。因此,可以通過選取適當的走刀路線來避免I型毛刺的生成(見圖11)。
2263
機械設計師 ??? 4年前
UG/NX 編程教程 入門UG加工模塊工具條功能詳解 
十四、工序導航器配置 十五、加工首選項設置技巧十六、用戶默認設置加工模塊十七、視圖動畫速度設置十八、視圖動畫速度設置十九、UG編程一般流程文章來源:UG經驗技巧
5019
張偉一 ??? 3年前
UG加工環境與加工術語,工藝安排,加工初始設置 
(2)材料此選項能夠將一個材料屬性作為用于確定切削進給和速度的其中一個參數指定給刀具。刀具材料、部件材料、切削方式和切削深度,“進給和速度”對話框中的“從表格中重置”按鈕就會使用這些參數來推薦從預定義表格中抽取的適當“表面速度”和“每齒進給”值。3、程序組程序組能夠將操作歸組并排列到程序中。例如,加工“部件”頂端視圖時需要的所有操作就可以構成一個“程序”組。
2935
張偉一 ??? 3年前
數控編程課堂 :這樣銑鍵槽不僅能提高加工效率,還能提高刀具壽命。 
今天分享鍵槽類的[坡走銑]宏程序案例。一, 坡走銑的好處好處一:提高加工效率實心材料銑鍵槽,大多先用鉆頭打孔,然后再分層銑。而坡走銑是刀具直接進入實心材料中切除材料,這樣減少刀具換刀時間,可以提高效率。 好處二:提高刀具壽命。在難材料加工中,容易出現加工硬化現象,從而造成刀片某一處老磨損。那么出現這個問題怎么解決呢?
3284
數控編程教學 ??? 4年前
20條/頁 
 30
30 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
