



決定多模穴射出件的流動平衡性 
現在如果將熔膠料溫降到200 度C( 約400 度F) 進行射出,所生產的射出件產品將會有比較小的收縮,所以將發現降低料溫后生產的射出件成品將會比以之前條件射出的成品有較大的外觀尺寸。同樣的如果在充填結束瞬間的壓力和速度條件改變,所生產的射出件也將會有不同的尺寸與表面外觀。
2612 2
型創科技2023 ??? 2年前
Ansys Zemax光學設計軟件技術教程:眼科鏡片設計 
玻璃庫中其他的材料是塑膠,例如CR-39、PC以及一系列眼科常見、名為thiourethanes的材料。這些資料都是從鏡片或材料的主要製造商取得的。各家製造商塑膠材料的折射率各有不同,除了因為結構本身的差異之外,各種不同的添加物也會造成影響,例如UV吸收劑、塑化劑、脫模劑。此外,射出成型的流程參數也都有影響。因此,材料供應商以及鏡片製造商通常都會提供精度超過小數點後兩位的折射率資料。
2212
w**elab86_Swsp ??? 3年前
精度較高的五金沖壓件所用復合模正倒裝的比較 
在五金沖壓件加工廠,用于沖壓加工的模具類型有單工序模、級進模、復合模三類。其中復合模加工出的五金沖壓件比單工序模和級進模加工出的沖壓件精度要高。所以精度較高的五金沖壓件所選用的模具類型通常都是選用復合模。今天就為大家了解下復合模。 復合模在沖壓的一次行程中,能在同一工位上完成兩道或兩道以上的沖壓工序。正因為復合模是在沖模的同一位置一次沖出工件,不存在定位誤差,所以其沖裁精度才高。
2676
東一金屬 ??? 2年前
塑膠件的結構設計:拔模斜度篇(下) 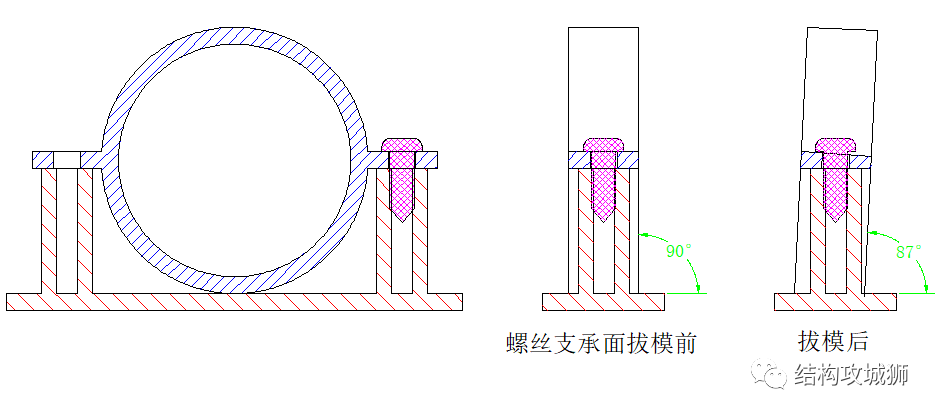
對支撐面進行拔模,可以方便出模,但是拔模后,螺絲的支承面與螺柱中心線不垂直,強行鎖緊后,被固定件可能會被壓歪。2、零件拔模后,對過盈配合的影響。塑膠件之間可以互相配對拔模,過盈配合精度不影響,但是對于無拔模斜度的標準件(如軸承、轉軸等)與塑件件過盈配合就需要注意,比如以下這種小軸與柱子內孔的過盈配合,內孔如果拔模,過盈效果容易失效,內孔通過司筒針出模可以實現內孔無拔模。
5964 5 1
結構攻城獅 ??? 3年前
塑膠件的結構設計:拔模斜度篇(上) 
05 拔模斜度設計的原則保證出模要求保證結構功能保證外觀要求一、保證出模要求1、模具打開后,塑膠件需留在后模一側,利于最后頂出塑膠件從模具中取出來,需要分兩個步驟:1)首先,塑膠件外表面與前模型腔壁分離,此步驟一般模具無額外的輔助分離結構,因此塑膠件外側表面與型腔壁之間的摩擦力盡量小。
8351 6 2
結構攻城獅 ??? 3年前
塑料件出模分析及工程應用

1853
承恒科技 ??? 4年前
基于感測信息之厚件射出成型表面微縮痕質量監測 
基于產業實用性,透過模穴壓力感測信息擷取質量特征是可有效并正確地反映厚件射出成型表面微縮痕變動趨勢,并可作為在線質量監測指針[7]。
2386
ACMT協會 ??? 2年前
注塑模調機工藝.
塑件翹曲變形一﹐注塑件缺陷的特征 注塑件形狀與模腔相似但卻是模腔形狀的扭曲版本。 二、可能出現問題的原因 (1).彎曲是因為注塑件內有過多內部應力。(2).模具填充速度慢。(3).模腔內塑料不足。(4).塑料溫度太低或不一致。(5).注塑件在頂出時太熱。(6).冷卻不足或動、定模的溫度不一致。(7).注塑件結構不合理(如加強筋集中在一面,但相距較遠)。
2275 1
模具論壇 ??? 4年前
科學試模對于射出成型工藝的優化 
它需要使用試模階段或是連續加工生 產中的全面性數據收集和科學分析技術來開發和記錄 射出加工狀況,并建立加工規范與設置加工參數設定 與控制步驟,以達成嚴格控制和可重復性的生產制造 過程。科學化射出成型是對于生產具復雜性與高質量要求塑 件的最佳方法。科學射出是一個具高度精確性與生產 加工數據為參考基礎驅動的過程,可消除任何猜測, 并最大程度地提高質量和可制造性。
3143 7 3
型創科技2023 ??? 2年前
UG模具結構資料 前模強脫機構的設計 
首先先將倒扣部分做成鑲件,如圖所示:2、在A板上設計頂針板,將鑲件安裝固定在頂針板上,如圖所示:3、在頂針板上設計回針,便于鑲件回位,如圖所示:4、頂針板頂部設計4個彈簧,便于開模時鑲件能順利跟著產品走一段距離,如圖所示:5、A板與頂針板之間要避空一段距離(紅色箭頭處),便于頂針板頂出,如圖所示:6、 運作原理:前后模部分開模時,由于前模設計了頂出機構
2604 2 1
UG模具設計材料 ??? 3年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
什么叫飛模?飛模就是配模或者標模。27. 什么叫光刀?CNC精加工的動作稱為光刀,也就是在開粗的基礎上加工到位。28. 什么叫開框?在模胚上加工放模仁的位置的動作稱為開框。29. 什么叫反呵?將正常情況下的前后模料位倒過來開模的方法稱為反呵。30. 什么叫浮呵?局部有倒扣的地方采用小鑲件彈出的出模方法稱為浮呵。31. 什么叫吃前模?
3454
UG模具設計材料 ??? 4年前
Moldex3D模流分析之支持歧管和模溫機的建立和模擬 
? 混合流場與溫度場進行3D 實體水路分析 ,解析異型水路冷卻效果? 支持輸入現場模溫機規格,取得更貼近真實的水管壓力及流量信息? 支持模具預熱分析,評估模溫初始狀態,幫助減少無效生產模次? 支持模擬塑件頂出過程,評估頂出時間對于小型產品的翹曲影響特色塑件冷卻分析? 計算塑件、流道、嵌件的3D溫度分布? 計算固化區域? 計算熱傳率及熱散量?
2333
Moldex3D 中國 ??? 6月前
車身覆蓋件修邊模正側交刀結構研究 
工藝定型、結構鎖定,鉗工即使使出九牛二虎之力,耗費扭轉乾坤之神,改進改善也泛善可陳。正側交刀結構分析車身覆蓋件是復雜的三維曲面結構,許多產品修邊時不可能四周全部一次正修。為規避鈍口和銳口,就需要采用側修,圖2 為某發罩外板正側交刀下模結構。如果維持現狀,則模具不可順利交付。如果交付,一定是讓步接收。最痛苦的將是沖壓件永遠帶毛刺。
2769
FMMM ??? 4年前
Moldex3D模流分析之模擬模面加熱溫度預測更真實 
在本案例中,選擇公模側為加熱面。如下圖,虛線內為預熱區域。 步驟2:生成感應加熱(或其他加熱方式)的區域實體網格(建議層數為5層以上)。將此網格之屬性設定為嵌件(mold insert)。 步驟3:在加工精靈中設定成型參數時,于冷卻設定中點擊模具嵌件初始溫度。 步驟4:輸入每一射出循環之模具初始溫度。務必在設定類型中選擇感應加熱。
2361 1
Moldex3D 中國 ??? 2年前
射出制程的冷卻時間加工條件 
或是有些射出件需要非常長的成形周期才能使模溫達到穩定狀況。另外不同冷卻時間條件也會對射出件產品的收縮量有不同的影響。所以冷卻時間條件的設定對于射出產品的質量與制程上的穩定性影響很大。
2022 4 1
型創科技2023 ??? 3年前
知識篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
制定出最佳工藝來保證獲得無皺皮的優質消失模澆注鑄鐵件。文章來源:鑄造網絡平臺
4891 4 1
鑄造工程師 ??? 2年前
UG丨這些壓鑄模設計的原則,你知道嗎? 
12.為了方便取內模的鑲針,可以在模具表面加打孔,然后收幾個無頭螺絲,這樣方便拆裝更換鑲針。13.吊裝孔至少為M30深45的,頂部至少2個.14.外置彈弓一定要加做彈簧保護套,防止彈簧變形。15.高出模架面的且要與地面接觸的面要加支撐柱。02左中括號內模,鑲件左中括號1. 加工后熱處理前做去應力處理。
2534 1
模具社 ??? 3年前
硅膠復模:小批量件生產的省時省力之道 
通過這種方式,生產出的塑膠件能夠達到與ABS等原料相近的強度和硬度要求。</p><p><br></p><p>這種工藝主要應用于新產品的開發和小批量生產場景,因為它能夠制作出性能接近開模注塑產品的塑膠件。此外,硅膠復模還允許進行色彩搭配,根據客戶需求滿足多樣化的制作需求。
3335
ACMT協會 ??? 2年前
平面注塑件變形問題的解決技巧 
四.若以上三項措施都未能達到理想的效果,只有采取出模定型的辦法了。因為一般人都運用得不是很好,所以需要一點技巧。首先,要將注塑件提早出模,然后,乘其仍處于幾十度高溫的狀態下(應該仍然很燙手,這點很關鍵),放在工作臺上用夾具定型,關鍵,是定型夾具的設計需要合適。同時還要考慮注塑件的回彈程度,通常12小時之后回彈才會基本停止,而且出模溫度越低回彈量就越大。
2490
高分 ??? 4年前
塑膠件的結構設計:分型面(線)篇 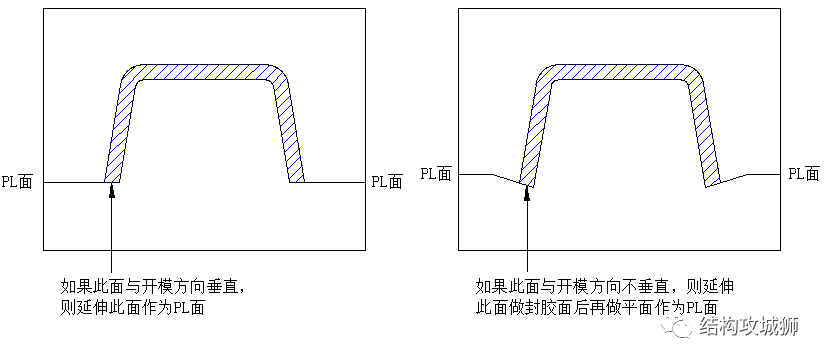
01 分型面(線)的含義所謂分型,即把塑件件成型部分的模仁分出若干個模塊,模塊與模塊之間的接觸面叫做分型面,也加分模面,狹義上的分型面,指的是塑件件外形最大輪廓處的分型面,即分出型腔和型芯,或者前模和后模。廣義上的分型面,還包括塑件件局部的分型面(孔的分型面),以及所有參與成型的模塊的分型面(如滑塊、斜頂、鑲件、頂針等的分型面)。
11173 1
結構攻城獅 ??? 3年前
20條/頁 
 24
24 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
