



注塑模調(diào)機(jī)工藝.
制品表面有波紋或銀絲可能出現(xiàn)問(wèn)題的原因 1)塑料含有水分和揮發(fā)物;2)料溫太高或太低;3)注射壓力太小;4)流道和澆口的尺寸太大;5)嵌件未預(yù)熱回溫度太低;6)制品內(nèi)應(yīng)力太大。 澆口被粘著、注塑件缺陷的特征 注口被注口套牽住。 二、可能出現(xiàn)問(wèn)題的原因 (1).注口套與射嘴沒(méi)有對(duì)準(zhǔn)。(2).注口套內(nèi)塑料過(guò)份填塞。(3).射嘴溫度太低。
2275 1
模具論壇 ??? 4年前
汽車內(nèi)飾件軟皮注塑包覆工藝研究
在設(shè)計(jì)澆筑系統(tǒng)的時(shí)候,采用一模兩腔的布方式,上飾板骨架模型的澆注系統(tǒng);在熱流道與冷流道連接處設(shè)計(jì)了熱澆口作為閥澆口。冷卻系統(tǒng)的設(shè)計(jì)方面。對(duì)于上飾板骨架模型的冷卻系統(tǒng)設(shè)計(jì),水管直徑、水管數(shù)目分別為10 mm、18條。水是冷卻的介質(zhì),冷卻液入口溫度、冷卻液雷諾數(shù)分別控制為為25 °C、10000。
3106
Im智能注塑 ??? 3年前
CAE模流分析101招 -第 41 招、澆口位置設(shè)計(jì)與尺寸大小對(duì)于充填與保壓的影響 
當(dāng)塑料溫度不斷下降,造成熱塑料不易補(bǔ)入,若澆口尺寸太小,澆口提早封口,則會(huì)使產(chǎn)品出現(xiàn)凹痕尺寸不穩(wěn)定的情形。圖1:多材質(zhì)多色注塑的手機(jī)外殼圖2:埋入鐵件的手機(jī)外殼圖3:埋入鐵件的手機(jī)外殼圖 1~3:圖中案例為典型流道與澆口設(shè)計(jì)方式。
2692 1
型創(chuàng)科技2023 ??? 2年前
注塑成型過(guò)程中如何防止塑料熔體破裂? 
(7)合理設(shè)置澆口位置及選擇正確的澆口形式,這點(diǎn)相當(dāng)重要,實(shí)踐表明,采用擴(kuò)大型點(diǎn)澆口,潛伏澆口(隧道澆口)較為理想。澆口的位置最好選擇在熔料先注入過(guò)渡腔后再進(jìn)入較大的型腔,不要使流料直接進(jìn)入較大的型腔。3.塑膠原料方面:《聚碳酸酯-PC工程塑膠的注塑加工應(yīng)用》(1) 三級(jí)料含量太高, 造成制件強(qiáng)度過(guò)低。
2978
Im智能注塑 ??? 4年前
PE注塑開(kāi)裂的原因分析及解決辦法? 
當(dāng)開(kāi)裂產(chǎn)生在澆口位置開(kāi)裂的原因同樣是材料分子的方向和排列。澆口的位置是在注塑過(guò)程中,材料流動(dòng)速率最大的位置,過(guò)高的流動(dòng)速率會(huì)致使材料分子的方向和排列更密集,特別是為了追求速度使注塑壓力過(guò)高時(shí)。同時(shí),澆口處材料單薄,冷卻速率也高于其他部位,同樣致使材料分子的方向和排列更密集。可以采用的解決辦法是(1). 降低注入材料的速率(2).
4697
Im智能注塑 ??? 4年前
Moldex3D模流分析之閥式澆口控制:縫合線和非均勻流動(dòng) 
閥式澆口是熱流道系統(tǒng)中的一個(gè)重要組件。關(guān)閉控制閥可避免熔膠進(jìn)入模穴,因此能準(zhǔn)確地控制熔膠進(jìn)入模穴的時(shí)機(jī)。這項(xiàng)特性相當(dāng)重要,尤其對(duì)于多澆口系統(tǒng),當(dāng)流動(dòng)波前通過(guò)熱澆道后才開(kāi)啟控制閥,就可以預(yù)防縫合線問(wèn)題。此外,適當(dāng)使用閥式澆口也可幫助使用者降低壓力分布不均而產(chǎn)生的熔膠密度變化,以避免應(yīng)力痕或陰陽(yáng)面等表面缺陷。
2625 3 2
Moldex3D 中國(guó) ??? 2年前
Moldex3D模流分析SYNC之進(jìn)澆口 
?比較在不同流道類型上的進(jìn)澆口 (Compare with the melt entrance on different runner type) ?縮放到選擇 (Zoom to Selection)右鍵單擊進(jìn)澆口(Melt Entrance)元素并單擊 縮放到選擇(Zoom To Selection)。
3773
Moldex3D 中國(guó) ??? 2年前
澆口位置選擇與流長(zhǎng)比結(jié)合產(chǎn)品設(shè)計(jì)估算器之應(yīng)用 
圖11:估算澆口剪切率 圖12:估算流道壓降澆口剪切率 可先透過(guò)左邊的材料搜尋面板找到要導(dǎo)入材料數(shù)據(jù),并可設(shè)定圓型或網(wǎng)關(guān)型澆口的幾何,如:設(shè)定澆口最大與最小半徑及對(duì)應(yīng)的單位選項(xiàng),再點(diǎn)擊計(jì)算按鈕以求得不同設(shè)計(jì)下的體積流率所對(duì)應(yīng)的最大剪切率。注:可透過(guò)勾選來(lái)顯示或隱藏澆口類型結(jié)果;流體種類可切換為非牛頓流體或牛頓流體行為。
3437 6 4
ACMT協(xié)會(huì) ??? 2年前
滴壺+三通+手柄注塑模具設(shè)計(jì)+3d 
由于塑件材料分別為PVC和PC兩種材料,因此,注塑時(shí)需要分開(kāi)注塑,采用切換流道裝置實(shí)現(xiàn)分別注塑,模具設(shè)計(jì)圖見(jiàn)圖2.模架為標(biāo)準(zhǔn)模架GAI2525,澆口為側(cè)澆口,其中滴壺的澆口位置在肩部。三通的滑塊中心部位的抽芯采用油缸抽芯,斜度方向的中子采用斜導(dǎo)柱抽芯。采用油缸抽芯可以在合模前提前將中子插到位,然后合模時(shí)再將斜度方向的中子插入。這樣順序插入中子才能保證兩支中子的精密配合,防止中子損壞。
2106
模具論壇 ??? 4年前
塑料窗體填充Moldflow分析及應(yīng)用 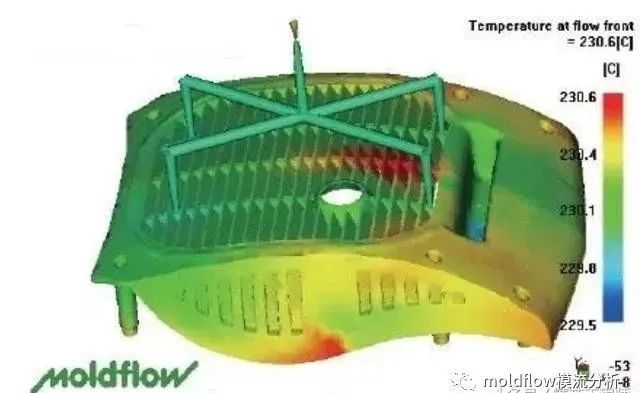
填充時(shí)間分析 由圖2可知,填充較為均衡,但從右側(cè)兩點(diǎn)澆口填充進(jìn)去的料稍慢,而點(diǎn)澆口的位置又不能右移至大的外觀表面上,這時(shí)就需將右側(cè)兩點(diǎn)澆口適當(dāng)加大,以提高產(chǎn)品右側(cè)的成型速度與時(shí)間,確保產(chǎn)品填充更為均勻與可靠。
2671
鑄造工程師 ??? 2年前
定位齒條注塑模具設(shè)計(jì)要點(diǎn)+3d 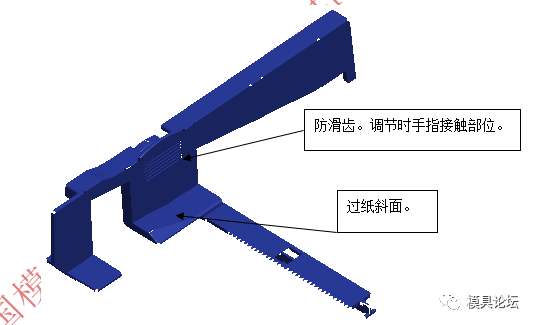
模具的進(jìn)膠方式為側(cè)澆口,澆口位置在齒條的根部無(wú)齒的部位,便于修剪,并在修剪后不影響塑件功能。塑件外側(cè)的調(diào)節(jié)片需要設(shè)計(jì)后模滑塊,見(jiàn)圖3,此滑塊用斜導(dǎo)柱驅(qū)動(dòng),并在滑塊斜面設(shè)計(jì)耐磨塊,以便調(diào)節(jié)和更換。防滑齒在塑件的內(nèi)側(cè)和齒條的上部,需要設(shè)計(jì)前模斜彈滑塊,此滑塊用固定在面板上的鏟機(jī)用T形槽驅(qū)動(dòng)。澆口套固定在面板上,與A板避空,與前模仁以錐度配合。面板與A板之間加了限位螺釘,并套有彈簧輔助開(kāi)模。
2692
模具論壇 ??? 3年前
塑膠產(chǎn)品外觀白痕解決方向 
二是從澆口進(jìn)入模穴的速度變化太劇烈,導(dǎo)致冷料一下子固化在模穴表面,冷料無(wú)法平穩(wěn)過(guò)渡。由于和后面進(jìn)來(lái)的熱熔膠有較大溫差,導(dǎo)致產(chǎn)生白痕色差問(wèn)題。成型工藝上可以通過(guò)高模溫、多段射速嘗試調(diào)整。高模溫可以減少固化層厚度,甚至改變?nèi)勰z噴泉流動(dòng)的行為(如RHCM急冷急熱),多段射速主要在澆口處進(jìn)行減速,待熔膠平穩(wěn)過(guò)渡后再提速。但是在澆口如此小的體積里做精準(zhǔn)的速度變化,需要響應(yīng)速度快的注塑機(jī)(建議全電機(jī))。
4026 2
型創(chuàng)科技2023 ??? 2年前
基于Moldex3D可降解國(guó)際象棋的注塑仿真模擬 
熱流道能準(zhǔn)確地控制塑料熔體的溫度,使熔體狀態(tài)均勻地流進(jìn)模腔,并且熱流道注塑壓力損耗較低。另外,根據(jù)棋子結(jié)構(gòu)特點(diǎn),選擇針點(diǎn)澆口,可以在注射完成時(shí)使流道和澆口自動(dòng)分離,澆口位置位于象棋底部,直徑為4~6 mm。圖3 流道和澆口設(shè)計(jì) 冷卻水路設(shè)計(jì)如圖4所示。冷卻水路設(shè)計(jì)為環(huán)形水路,直徑為8 mm。冷卻系統(tǒng)中用水作為冷卻液,水路溫度為40℃,流量為100 cm3/s。
4290 3
鑄造工程師 ??? 2年前
常用塑料物性和成型工藝、應(yīng)用匯總 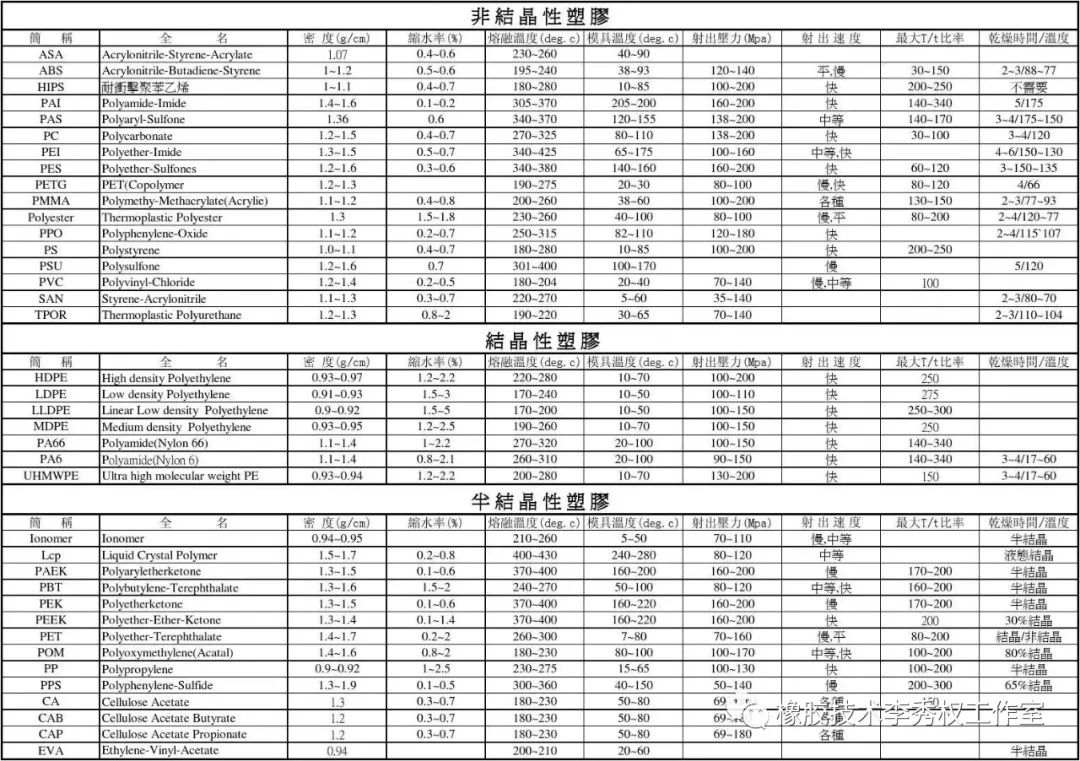
注射速度:通常,使用高速注塑可以使內(nèi)部壓力減小到最小。如果制品表面出現(xiàn)了缺陷,那么應(yīng)使用較高溫度下的低速注塑。流道和澆口:對(duì)于冷流道,典型的流道直徑范圍是4~7mm。建議使用通體為圓形的注入口和流道。所有類型的澆口都可以使用。典型的澆口直徑范圍是1~1.5mm,但也可以使用小到0.7mm的澆口。對(duì)于邊緣澆口,最小的澆口深度應(yīng)為壁厚的一半;最小的澆口寬度應(yīng)至少為壁厚的兩倍。
4095
高分 ??? 3年前
注塑制品燒焦的四點(diǎn)注意事項(xiàng) 
采用擴(kuò)大型點(diǎn)澆口,潛伏澆口(隧道澆口)較為理想。
2202
高分 ??? 4年前
如何優(yōu)化注塑工藝,提高PC/ABS電鍍性能? 
注塑壓力過(guò)大,將導(dǎo)致產(chǎn)品內(nèi)部分子的過(guò)分?jǐn)D壓,產(chǎn)生較高的產(chǎn)品內(nèi)應(yīng)力,進(jìn)而導(dǎo)致產(chǎn)品粗化不均及電鍍結(jié)合力較差; 適當(dāng)提高注塑速度,可以使澆口位置的剪切加大,導(dǎo)致流體溫度的提高,進(jìn)而會(huì)提高整個(gè)材料的流動(dòng)性,有利于產(chǎn)品的充填,降低產(chǎn)品的內(nèi)應(yīng)力;但剪切太大會(huì)導(dǎo)致材料的裂解,產(chǎn)生氣痕,起皮,毛邊等問(wèn)題。
2117
Im智能注塑 ??? 3年前
干貨收藏!四大考量、五大訣竅 助力提升模具設(shè)計(jì) 
脫模設(shè)計(jì)脫模力應(yīng)該均衡地施加在注塑部件的表面區(qū)域,同時(shí)考慮厚度和質(zhì)量,以防止部件翹曲或斷裂。另外,在澆口周圍的區(qū)域,將需要增加卸料板或額外的頂針式脫模裝置。這些頂針式脫模裝置是在短射的情況下清理澆口所必需的。5、幾何形狀很難平衡?由于澆口附近的區(qū)域?qū)⑻幱趹?yīng)力下,因此最好盡可能將壁厚設(shè)計(jì)得更厚些,或者利用襯墊或其他平坦區(qū)域以提供頂針頂出的推動(dòng)力。
2121
UG模具設(shè)計(jì)材料 ??? 4年前
弧形內(nèi)澆口設(shè)計(jì),只需兩步 
隨形內(nèi)澆口/弧形內(nèi)澆口的設(shè)計(jì),復(fù)雜的鑄件中,會(huì)經(jīng)常用到即使是使用傳統(tǒng)的三維CAD工具,設(shè)計(jì)弧形內(nèi)澆口,也是讓人頭痛的事情新版本中專門(mén)開(kāi)發(fā)了弧形內(nèi)澆口設(shè)計(jì)功能,只需兩步詳細(xì)操作視頻請(qǐng)微信搜索:C3PChina再次說(shuō)明了Cast-Designer并不只是一個(gè)模流分析軟件,對(duì)于前期的工藝設(shè)計(jì)也非常專業(yè),經(jīng)過(guò)專門(mén)定制化,易用性和方便性甚至超越了一些三維造型軟件
2158
C3PChina ??? 4年前
射出模具數(shù)字化設(shè)計(jì)與智能制造技術(shù)分析 
手表殼體外表面的質(zhì)量是較高的,所以,在樹(shù)精外表面并不適合直接進(jìn)行澆口的設(shè)計(jì)。在本模具中,主要所使用的方式為潛伏式澆口進(jìn)料方式,與此同時(shí),應(yīng)將澆口位置設(shè)置于殼體表鏈安裝位置的頂點(diǎn)位置上,此澆注方案具備成型能力好、澆口易去除等優(yōu)點(diǎn)。在流道位置,主要所采用的是半圓截面流道、X形布局,這種布局方式能夠最大程度上彌補(bǔ)部分工藝上的缺陷與不足之處,如流道過(guò)長(zhǎng)、流動(dòng)阻力過(guò)大、注射溫度和壓力降低較大等。
3932 2 1
ACMT協(xié)會(huì) ??? 2年前
模具遇到這些問(wèn)題,不再束手無(wú)策了! 
1.澆口脫料艱難在注塑進(jìn)程中,澆口粘在澆口套內(nèi),不易脫出。開(kāi)模時(shí),成品呈現(xiàn)裂紋損害。此外,操作者有必要用銅棒頂級(jí)從噴嘴處敲出,使之松動(dòng)后方可脫模,嚴(yán)峻影響出產(chǎn)功率。這種缺點(diǎn)首要要素是澆口錐孔亮光度差,內(nèi)孔圓周方向有刀痕。其次是資料太軟,運(yùn)用一段時(shí)刻后錐孔小端變形或損害,以及噴嘴球面弧度太小,致使澆口料在此處發(fā)生鉚頭。
2163 1
高分 ??? 4年前
20條/頁(yè) 
 10
10 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
