



UG NX注塑模具設計教程之2D排位實例講解 
進膠系統(tǒng)設計在設計進膠系統(tǒng)時要查閱注塑機資,需知道注塑機炮咀SR、定位環(huán)規(guī)格,唧咀SR要比炮咀SR大1-2個R,定位環(huán)要比注塑機上孔小單邊0.1mm,國內(nèi)注塑機定位孔一般是直徑100,定位環(huán)直徑99.8。撐握潛進膠和打底進膠的設計原理和方法。一套模具同樣的產(chǎn)品不會做兩種進膠,但我們在學習時要學兩種進膠。
9194
張偉一 ??? 3年前
滴壺+三通+手柄注塑模具設計+3d 
模具設計型腔排位為1+1+1,三個塑件各出1穴。由于塑件材料分別為PVC和PC兩種材料,因此,注塑時需要分開注塑,采用切換流道裝置實現(xiàn)分別注塑,模具設計圖見圖2.模架為標準模架GAI2525,澆口為側澆口,其中滴壺的澆口位置在肩部。三通的滑塊中心部位的抽芯采用油缸抽芯,斜度方向的中子采用斜導柱抽芯。采用油缸抽芯可以在合模前提前將中子插到位,然后合模時再將斜度方向的中子插入。
2106
模具論壇 ??? 4年前
定位齒條注塑模具設計要點+3d 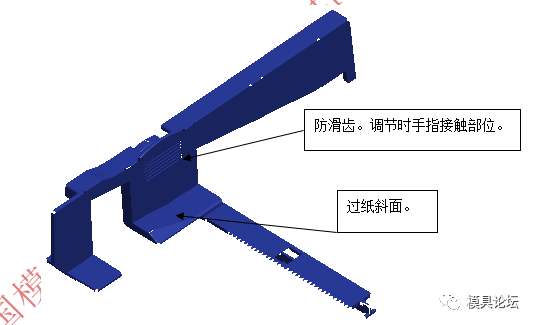
AB板之間設計有樹脂開閉器,使前模斜彈滑塊首先打開再打開分型面。齒條部位必須設計成鑲件,是這種模具設計的關鍵,這樣便于齒形部位利用慢走絲加工。塑件利用頂針頂出。由于頂針處于滑塊底部,模具設計了回位行程開關,監(jiān)測頂出系統(tǒng)及時回位。模具前后模仁的冷卻運水全部采用了直通運水,有效保證注塑的正常進行。
2692
模具論壇 ??? 3年前
【干貨】雙色模具的設計及注塑成型
36、透明的大的雙色注塑對于結構設計而言是需要注意的地方:A、澆口位置的預留,必須和模具廠預先達成一致;B、材料厚度推薦使用透明的0.8mm以上,非透明的0.7mm以上,非透明的盡量采用淺色,有LED燈時候注意遮光;C、透明件分模面和孔的地方寬度一致,寬度推薦0.5mm,曲面接順,避免側面看,能透過很遠,不美觀,盡量減少孔;D、非透明件的厚度有限,上面筋條等結構盡量是在0.5-0.6mm
3554
張偉一 ??? 3年前
做注塑模具設計基本知識,不懂你就可以放棄這門行業(yè)了
60、模具設計人員的常備手冊與書籍?鋼材書籍、塑料書籍、模具標準件書籍。61、彈簧的作用是什么?外用出現(xiàn)時產(chǎn)生反彈力62、模具為什么要拔模?防止產(chǎn)品脫模時被拉傷。63、螺絲的作用及配合長度的確定?主要起緊固定作用,配合長度一般取螺絲直徑的1.5到2倍。64、滑塊的斜度一般取多大,斜導柱的斜度一般取多大?
3098 3 3
Im智能注塑 ??? 3年前
catia借助專用設計和仿真指導助手,通過加快注塑模具設計,降低準確生產(chǎn)零件的成本 

CATIA Mold and Tooling Designer 可幫助設計人員實現(xiàn)設計任務自動化,并協(xié)助用戶作出關于復雜模具的決策:1、評估創(chuàng)新工具概念的成本,包括準確拔模方向、壁厚分析,以及噴射器和冷卻系統(tǒng)的預留位2、預測并檢查制造是否符合模具設計人員環(huán)境中集成的塑料注塑模擬3、提取專用特征中的分離線和分型面,從而實現(xiàn)生產(chǎn)性設計變更自動化4、評估復雜的模具運動機構5、重復利用智能零部件中捕獲的公司專業(yè)技術
547
凱思軟件 ??? 2年前
模具設計“脫料結構”如何選取?使用范圍揭秘,你學習了嗎? 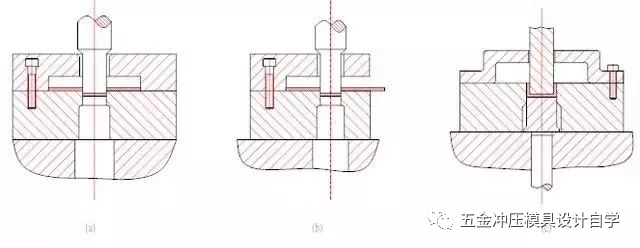
特別適合小工件脫料,目前一些中、小型模具廠采用較多,需要注意的是橡皮與工件是直接接觸,所以橡皮損壞較快。圖(b)是在彈簧(有時用橡皮)作用下通過脫料板進行脫料。彈性脫料結構在各種沖裁模中得到廣泛的使用。因為沖裁時,脫料板對丕料有預壓,對材料較薄、要求平整、精度較高的工件非常合適。復合模基本都是采用這種脫料結構。彈性脫料結構,根據(jù)工件的形狀、精度及材料不同,又可以設計成不同的結構。
3778
張偉一 ??? 3年前
錯誤的注塑模具溫度(注塑技術大神絕對不說的秘密) 
在模具設計階段必須要考慮對被加工零件外型的溫度控制。 如果設計低注射量、大模塑尺寸模具時,重要的是要考慮傳熱性要好。 設計流體流過模具和進料管的截面尺寸時要留有余量。不要使用接頭,否則這將對由模溫控制的流體流動造成嚴重障礙。 如果可能的話,請使用加壓水作為控制溫度介質(zhì)。
2641
Im智能注塑 ??? 4年前
四大考量、五大訣竅 助力提升模具設計 
不過,這些相同的大體量生產(chǎn)需要使用良好的模具設計。細小的,逐步改進的模具設計,對小批量注塑部件的生產(chǎn)影響可能微不足道,但在生產(chǎn)數(shù)百萬個成品零件時就會產(chǎn)生重大的經(jīng)濟影響。這就是為什么在任何工具項目在設計階段,采用合理的設計邏輯至關重要。以下是為高溫環(huán)境中使用的產(chǎn)品設計兩個多腔注塑模具時,需要考慮的四大關鍵因素和五大注意事項,而這些考量普遍適用于任何應用的項目。
2121
UG模具設計材料 ??? 4年前
提高模具設計水平的途徑有哪些? 
書是人類進步的階梯,要學會站在別人的肩膀上去摘蘋果,作為一個模具設計師,除必要的模具設計手冊外,還要閱讀一些其他的書籍及模具雜志,從中了解模具發(fā)展的最新的動態(tài)。
2104
汽車零部件模具與注塑 ??? 4年前
射出模具數(shù)字化設計與智能制造技術分析 
基于Cimatron E 的手表殼體數(shù)字化注塑模具設計[J]. 塑料科技,2014,42(10):97-101. [8]. 范鈞,王雷剛. 基于逆向工程的注塑模具數(shù)字化快速開發(fā)精度分析[J].
3931 2 1
ACMT協(xié)會 ??? 2年前
關于物理發(fā)泡注塑成型時,模具設計有哪些注意事項? 
產(chǎn)品設計的建議:Boss柱底部壁厚應在正常壁厚的75%-90%,避免氣孔吹破Boss柱底部應使R角過渡型芯要有排氣設計Boss柱厚度較薄時,應使用加強筋 (制品壁厚小于2.5mm時)——加強筋的厚度應是Boss柱壁厚的80%左右,防止缺料或困氣發(fā)生模具設計建議:需要通過模流分析評估冷卻水管到模壁的距離,如果公母模冷卻不均,會產(chǎn)生實體表皮與發(fā)泡芯層偏析的現(xiàn)象
583
ACMT協(xié)會 ??? 2年前
清潔機器人底殼注射模具設計+3d 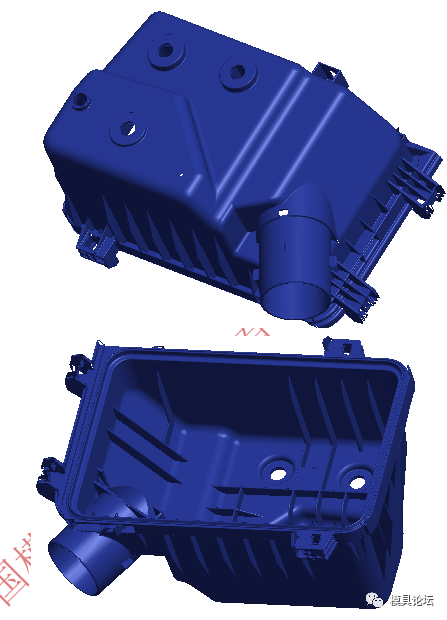
模具的頂出系統(tǒng)設計了頂針和直頂兩種頂出元件。在頂針板上設計了行程開關,便于監(jiān)控頂出系統(tǒng)及時復位。模具的冷卻運水設計比較充足。前模和后模都設計了水塘和直通運水。在滑塊上設計了直通運水。有效保證注塑正常進行。塑件邊緣的骨位較多,在定模設計了鑲件便于骨位排氣。圖5 氣缸驅(qū)動針閥式熱嘴結構模具論壇版權所有
2321
模具論壇 ??? 3年前
注塑模調(diào)機工藝.
厚的注塑件冷卻時間長,會產(chǎn)生較大的收縮,因此厚度大是凹痕產(chǎn)生的根本原因,設計時應加以注意,要盡量避免厚壁部件,若無法避免厚壁不見,應設計成空心的,厚的部件就平滑過度到公稱壁厚,用大的圓弧代替尖角,可以消除或者最大限度地減輕尖角附近產(chǎn)生的凹痕。
2275 1
模具論壇 ??? 4年前
注塑調(diào)的不僅是機器,更是材料!塑料性能參數(shù)對注塑成型工藝的影響 
在注塑成型的世界里,塑料材料的性能參數(shù)絕非枯燥的實驗室數(shù)據(jù),而是貫穿產(chǎn)品設計、模具制造、工藝設定及質(zhì)量控制的靈魂地圖。每一組數(shù)字背后,都隱藏著材料在特定條件下的行為密碼,深刻理解并靈活運用這些參數(shù),是實現(xiàn)高效、穩(wěn)定、優(yōu)質(zhì)生產(chǎn)的關鍵。本文將以多項核心性能參數(shù)為線索,系統(tǒng)闡述其對注塑成型全過程的指導價值。
2712 1 1
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 8月前
防護屏外罩注射模具設計+3d 
硬模是指硬度在45HRC以上,模仁所采用的鋼材買回來后要進行熱處理,如淬火和回火,才能達到使用要求,這樣的注塑模叫硬模。如內(nèi)模件采用H13鋼、420鋼、S7鋼和1.2344等鋼材制作。軟模和硬模除了模具的壽命區(qū)別較大外,對產(chǎn)品一般沒有影響。
1947
模具論壇 ??? 4年前
【專業(yè)知識】一張圖讓你看清注塑模具的結構組成! 
合模后型芯和型腔便構成了模具的型腔。按工藝和制造要求,有時型芯和凹模由若干拼塊組合而成,有時做成整體,僅在易損壞、難加工的部位采用鑲件。 3.調(diào)溫系統(tǒng): 為了滿足注射工藝對模具溫度的要求,需要有調(diào)溫系統(tǒng)對模具的溫度進行調(diào)節(jié)。對于熱塑性塑料用注塑模,主要是設計冷卻系統(tǒng)使模具冷卻(也可對模具進行加熱)。
2970
機械工程師 ??? 4年前
讓注塑產(chǎn)品“光鮮亮麗”的高光注塑技術是什么? 
使用高光注塑技術就可以很好地解決此問題。高光注塑的工藝原理:在合模前及合模過程中對模具進行加溫、合模完成后,溫度達到設定條件即進行注射。注射過程中模具繼續(xù)維持高溫,這樣可以使膠料注射時在模具內(nèi)保持很好的流動性。注射完成,在保壓冷卻時,則對模具進行降溫處理,又可以大大縮短制品的冷卻時間,從而提高生產(chǎn)效率。蒸汽無痕高光注塑技術目前在國內(nèi)尚屬于一項先進的生產(chǎn)工藝。
2727
Im智能注塑 ??? 3年前
分析比較:3D打印與傳統(tǒng)CNC、注塑和金屬注射成型之間的工藝差異 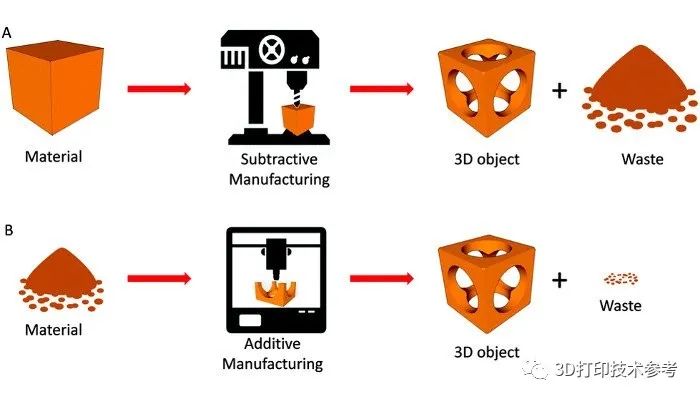
3D打印的塑料制品而在注塑成型中,如果原型是鋼材模具,修改成本會相對較低,但如果使用的是鋁合金制模工具,成本就要高出很多。這也是目前很多從事模具設計的企業(yè)或個人,會選擇3D打印機進行模具設計打印的原因。應用領域目前,注塑成型工藝能夠?qū)崿F(xiàn)批量制造形狀一致的物品,因此非常適合大批量的標準化產(chǎn)品制造。
3211
南極熊3D打印 ??? 3年前
解決注塑模具成型難題,型創(chuàng)科技&ACMT技術平臺助您一臂之力! 
更多內(nèi)容歡迎進入店鋪搜索 二、智慧設計 ??如何預測壓縮成型的纖維導向??射出模具數(shù)位化設計與智能制造技術研究??模具標準件承壓板參數(shù)化設計??模具設計的最新發(fā)展趨勢與應用??CAD與CAE融合之縮短成型周期改善翹曲??智能模具加工-無縫轉(zhuǎn)檔與分析??夯實模具標準化基礎,邁向智能化高效設計??整合智能設計與
3127
ACMT協(xié)會 ??? 2年前
20條/頁 
 70
70 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
