



塑料窗體填充Moldflow分析及應(yīng)用 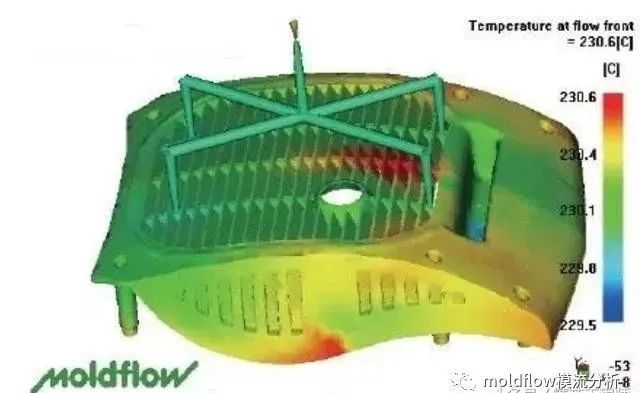
熔接痕分析 熔接痕很容易使產(chǎn)品的強(qiáng)度降低,特別是在產(chǎn)品可能受力的部位產(chǎn)生熔接痕會(huì)造成產(chǎn)品結(jié)構(gòu)上的缺陷。同時(shí)熔接痕還會(huì)造成產(chǎn)品表面質(zhì)量不過(guò)關(guān)。由于熔接痕主要產(chǎn)生于熔體的分流匯合,因此,模具的澆注系統(tǒng)對(duì)于熔接痕的產(chǎn)生有很大的影響。對(duì)此,在模具設(shè)計(jì)過(guò)程應(yīng)該盡量減少澆口的數(shù)量,合理設(shè)置澆口位置,加大澆口截面積,設(shè)置輔助流道及分流道。
2673
鑄造工程師 ??? 2年前
用CAE射出仿真技術(shù)改善產(chǎn)品結(jié)構(gòu) 
由于燈具的結(jié)構(gòu)已定型且不允許變更,我們通過(guò)CAE射出仿真技術(shù)分析后,建議在對(duì)稱的位置增加兩個(gè)進(jìn)膠點(diǎn),以此改善模流,增大熔接線的匯合角度,減小熔接線長(zhǎng)度,實(shí)現(xiàn)熔接痕淡化,讓熔接痕消失不可見(jiàn)。
2576 10 4
型創(chuàng)科技2023 ??? 2年前
用CAE射出仿真技術(shù)改善產(chǎn)品結(jié)構(gòu) 
由于燈具的結(jié)構(gòu)已定型且不允許變更,我們通過(guò)CAE射出仿真技術(shù)分析后,建議在對(duì)稱的位置增加兩個(gè)進(jìn)膠點(diǎn),以此改善 模流,增大熔接線的匯合角度,減小熔接線長(zhǎng)度,實(shí)現(xiàn)熔接痕淡化,讓熔接痕消失不可見(jiàn)。
2620 2 2
型創(chuàng)科技2023 ??? 2年前
解決射出過(guò)程中的弱熔接線缺陷 
? 合適的塑料材料,特別是那些流動(dòng)性更好的材料,可以減少熔接痕的形成。同樣產(chǎn)品,使用不同的塑料,可能會(huì)出現(xiàn)熔接線強(qiáng)度在本身強(qiáng)度的20%到80%不等。? 合適的添加劑,在原料配方中適當(dāng)增用少量潤(rùn)滑劑,提高熔料的流動(dòng)性能,也有助于改善縫合線。? 增強(qiáng)材料的添加比例,添加玻璃填料相比純樹(shù)脂提高了強(qiáng)度,但會(huì)影響熔接處的糾纏,從而降低熔接線強(qiáng)度。
2599
ACMT協(xié)會(huì) ??? 1年前
影響塑膠成型的工藝參數(shù)
(一)溫度1、料筒溫度 ﹕要大于塑料的流動(dòng)溫度<熔點(diǎn)>﹐小于塑料的分解溫度﹒<1>料筒溫度高時(shí)──‘塑料易分解產(chǎn)生低分子化合物分解成氣體﹐以至塑料表面變色﹐產(chǎn)生氣泡﹐銀 絲及斑紋﹐導(dǎo)致性能下降﹔‘料溫高’-模腔中塑料內(nèi)外不一致﹐易產(chǎn)生內(nèi)應(yīng)力和凹痕﹒‘熔料的溫度高﹐流動(dòng)性好﹐易溢料﹐溢邊等<2>料筒溫度太低時(shí)──‘料溫低’-流動(dòng)性較差,易產(chǎn)生熔接痕﹑成型不足﹑
2082
鑄造工程師 ??? 3年前
讓注塑產(chǎn)品“光鮮亮麗”的高光注塑技術(shù)是什么? 
傳統(tǒng)工藝:傳統(tǒng)的做法是采用模溫機(jī)對(duì)模具進(jìn)行加溫,但這種方法的不足之處如下:① 無(wú)法滿足高光注塑中快速升溫及快速降溫的需要;② 升溫幅度較小,制品表面的熔接痕只能得到減輕而無(wú)法消除;③ 由于塑料硬度越高,流動(dòng)性越差。因此采用此種工藝制品表面的硬度只能達(dá)到 HB級(jí)無(wú)法滿足實(shí)際使用需要;④ 模具升溫時(shí)受熱膨脹,降溫時(shí)又會(huì)收縮,使鎖模力很不穩(wěn)定。
2733
Im智能注塑 ??? 3年前
免噴涂材材料的介紹與應(yīng)用 
特別是免噴涂制品成型過(guò)程中,由于加入的金屬粉、礦粉等助劑屬于無(wú)機(jī)填料,與樹(shù)脂的兼容性很差,導(dǎo)致在注塑成型過(guò)程中容易出現(xiàn)明顯的熔接痕缺陷,特別是針對(duì)大尺寸、結(jié)構(gòu)復(fù)雜的制件,熔接痕造成的外觀缺陷會(huì)更明顯,需要在模具設(shè)計(jì)的初始階段即開(kāi)始考慮避免。
2497
ACMT協(xié)會(huì) ??? 2年前
經(jīng)驗(yàn)分享 | 6大典型注塑缺陷分析與實(shí)操技巧 
熔接痕:指兩股料流相遇熔接而產(chǎn)生的表面缺陷,也叫熔結(jié)線、熔合線。
2757
汽車(chē)零部件模具與注塑 ??? 4年前
6大典型注塑缺陷分析與實(shí)操技巧 
熔接痕:指兩股料流相遇熔接而產(chǎn)生的表面缺陷,也叫熔結(jié)線、熔合線。
2486
汽車(chē)零部件模具與注塑 ??? 4年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
熔接痕是什么??jī)晒伤苣z相遇所形成的線稱為熔接痕。20. 噴流是什么?塑膠從進(jìn)膠口進(jìn)入型腔后形成彎曲折疊似蛇的流痕稱為噴流。21. DME是指什么,HASCO是指什么?標(biāo)準(zhǔn)件的標(biāo)準(zhǔn),DME是美制的,HASCO是歐制的。22. 什么叫倒扣?產(chǎn)品中前后模無(wú)法直接脫模的部分成為倒扣。23. 什么叫防呆?
3457
UG模具設(shè)計(jì)材料 ??? 4年前
免噴涂材料注塑成型兩大工藝難點(diǎn)解析 
2、金屬顏料容易沿剪切方向排布注射速度過(guò)高造成剪切過(guò)大,金屬顏料將沿著剪切方向進(jìn)行排布,使產(chǎn)品表面產(chǎn)生熔接痕和流痕,影響產(chǎn)品外觀。盡管免噴涂材料具有如此多的優(yōu)點(diǎn),但是在實(shí)際應(yīng)用上,汽車(chē)企業(yè)對(duì)免噴涂材料的選擇還是相對(duì)較少。原因是,免噴涂材料的有些性能比不上噴漆塑料,比如耐刮性能。少了噴涂層,相同硬度下,免噴涂材料的表面摩擦力更大,也更容易刮劃。
2493 1
高分 ??? 4年前
如何將注塑成型缺陷分類? 
分類 依據(jù)以上三方面的評(píng)價(jià)標(biāo)準(zhǔn),注射成型制品常見(jiàn)缺陷具體可分為兩大類: 外觀問(wèn)題類:包括欠注、飛邊、充填不平衡、縮痕縮孔、熔接痕、波流痕、噴射痕、澆口暈、焦痕、氣泡、銀紋、色差、白化、龜裂、表面浮纖、翹曲變形等; 性能問(wèn)題類:脆化、殘余應(yīng)力、尺寸不穩(wěn)定、超重欠重即重量重復(fù)精度差等。
2611 1
高分 ??? 4年前
注塑人要收藏的注塑生產(chǎn)不良缺陷原因
4、熔接痕(紋):在塑膠件表面的線狀痕跡,由塑膠在模具內(nèi)匯合在一起所形成,而熔體在其交匯處未完全熔合在一起,彼此不能熔為一體即產(chǎn)生熔接紋,多表現(xiàn)為一直線,由深向淺發(fā)展,此現(xiàn)象對(duì)外觀和力學(xué)性能有一定影響。如勾盤(pán)底部的熔接痕。5、波紋:注塑件表面有螺旋狀或云霧狀的波形凹凸不平的表征現(xiàn)象,或透明產(chǎn)品的里面有波狀紋,稱為波紋。
3279
Im智能注塑 ??? 3年前
如何利用CAE檢測(cè)產(chǎn)品外觀問(wèn)題 
而變模溫技術(shù)(RHCM),也稱急冷急熱技術(shù),之所以能改善大多數(shù)外觀缺陷如縫合線、流痕、光澤度、色差等,主要是在高溫狀態(tài)下,改變了熔膠原本的「噴泉流動(dòng)」行為,使熔膠能更平順的在模穴內(nèi)流動(dòng),熔膠熔接的溫度更均勻。所以在認(rèn)識(shí)熔膠流動(dòng)的方式后,下面我們?cè)賮?lái)看看實(shí)例。如應(yīng)力痕的發(fā)生原因,主要是因?yàn)榧羟袑訙囟壬仙赡苁乖涯痰谋砥釉俣溶浕叭劢猓踔翐纹婆湎虻谋砥佣纬捎猩畹膽?yīng)力痕。
2355
ACMT協(xié)會(huì) ??? 2年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
熔接痕是什么??jī)晒伤苣z相遇所形成的線稱為熔接痕。20. 噴流是什么?塑膠從進(jìn)膠口進(jìn)入型腔后形成彎曲折疊似蛇的流痕稱為噴流。21. DME是指什么,HASCO是指什么?標(biāo)準(zhǔn)件的標(biāo)準(zhǔn),DME是美制的,HASCO是歐制的。22. 什么叫倒扣?產(chǎn)品中前后模無(wú)法直接脫模的部分成為倒扣。23. 什么叫防呆?
2971
UG模具設(shè)計(jì)材料 ??? 4年前
塑料件加工發(fā)脆,怎么辦? 
工藝條件--降低料筒和噴嘴的溫度;降低背壓、螺桿轉(zhuǎn)速和注塑速度,減少過(guò)多剪切熱的產(chǎn)生,避免聚合物分解;如果是熔解痕強(qiáng)度不足導(dǎo)致的發(fā)脆,則可以通過(guò)增加熔體溫度,加大注塑壓力的方法,提高熔解痕強(qiáng)度
2097
模具論壇 ??? 4年前
注塑成型過(guò)程中如何防止塑料熔體破裂? 
(4)預(yù)防由于熔接痕,塑料降解造成機(jī)械強(qiáng)度變低而出現(xiàn)開(kāi)裂。(5)適當(dāng)控制注射速度和螺桿轉(zhuǎn)速。2.注塑模具方面:《Moldflow模流分析軟件分析產(chǎn)品、模具設(shè)計(jì)的合理性》(1)頂針頂出要平衡,如頂針位置、數(shù)量要合理擺放,脫模斜度足夠,型腔面要拋光處理,防止由于模具本生阻力導(dǎo)致頂出力過(guò)于集中而開(kāi)裂。
2979
Im智能注塑 ??? 4年前
模壓橡膠制品成型工藝中的問(wèn)題與對(duì)策(一) 成型中的質(zhì)量問(wèn)題 
還有,涂敷粉劑和脫模劑 過(guò)量使用都是造成流痕產(chǎn)生的原因。 1.1.5 熔合不佳 熔合部份是指如圖 4所示,由于模腔內(nèi)的 銷(xiāo)釘和芯栓的緣故,膠料流動(dòng)被截?cái)嗪笥只謴?fù) 流動(dòng)的部分。這種合流部位產(chǎn)生的痕跡稱為熔 接線或熔接痕。合流部位的強(qiáng)度低,極易成為 破壞的起始點(diǎn)。
3153 2
想飛更高 ??? 2年前
塑膠件的結(jié)構(gòu)設(shè)計(jì):螺紋連接結(jié)構(gòu)篇(下) 
如果無(wú)法避免,則應(yīng)在熔接線附近處添加加強(qiáng)筋(熔接線位置可以通過(guò)模流分析確定大概位置)。
11848 7
結(jié)構(gòu)攻城獅 ??? 3年前
MoldFlow 2026.0.1已經(jīng)發(fā)布 
三維熔接痕結(jié)果。 纖維長(zhǎng)度和纖維集中度結(jié)果。有關(guān)詳細(xì)信息,請(qǐng)參見(jiàn)導(dǎo)出為 SDZ。2026.0.1 版的網(wǎng)格增強(qiáng)功能此版本修復(fù)了一些小錯(cuò)誤,以提高網(wǎng)格質(zhì)量、穩(wěn)定性和速度。2026.0.1 版的求解器增強(qiáng)功能以下分析求解器的增強(qiáng)功能為您提供了更好的解決方案并提高了準(zhǔn)確性。
2689
王毅 ??? 7月前
20條/頁(yè) 
跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
