



減少沖裁間隙效果最差,試試這三種工藝 
我們今天要給大家講的是特殊產品、特殊的沖壓工藝“精沖”。普通的沖裁,將材料分離后得到的斷面質量主要分為四層:塌角、光亮、斷裂、毛刺區,如下圖。影響沖裁斷面的因素有很多,一般只需要滿足要求即可,無需太多關注斷面,因為只要沖裁間隙合理基本就不會有問題。
2038
UG編程模具設計實戰 ??? 4年前
減少沖裁間隙效果最差,試試這三種工藝 
我們今天要給大家講的是特殊產品、特殊的沖壓工藝“精沖”。普通的沖裁,將材料分離后得到的斷面質量主要分為四層:塌角、光亮、斷裂、毛刺區,如下圖。影響沖裁斷面的因素有很多,一般只需要滿足要求即可,無需太多關注斷面,因為只要沖裁間隙合理基本就不會有問題。
1849
模具設計UG編程教學 ??? 4年前
模具設計丨端子模下料原理及沖裁斷面間隙講解,值得一看! 
,可以使凸、凹模與材料間的摩擦減小,并減緩間隙不均勻的不利因素,從而提高模具壽命凹模端面磨損比凸模大,原因是凹模端面材料活動較為自由,而凸模下的材料沿版面方向的滑動則受到限制凸模側面的磨損最大,則是因為凸模側面受到卸料作用的長距離摩擦而加大了磨損為了提高模具的壽命,可以采用加大間隙,如果用較小間隙,就必須提高模具硬度和制造精度,對沖模刀口充分潤滑,以減少磨損 學無止境
2493
模具設計UG編程教學 ??? 3年前
40個機械模具行業,鉗工類面試、筆試及現場問題解釋全在這
22、模具間隙對沖裁質量有何影響?凸,凹模之間的間隙過小時,凸模刃口附近材料的裂紋向外錯開一段距離,這樣,上,下兩紋中間的部分材料隨著沖裁的進行被第二次剪切影響了斷面質量。間隙過大時,凸模刃口附近材料的裂紋向里錯開一段距離,材料受到很大拉伸,材料邊緣的毛刺,塌角及斜度較大,也會影響沖裁件的斷面質量。另外,間隙過小或過大,都對沖裁件的尺寸偏差有一定的影響。
1893
UG模具設計材料 ??? 4年前
延長沖壓模具使用壽命的幾點措施 
模具質量的提高必須合理地選擇材料,針對不同的材料采用相應的熱處理工藝及優化的加工工藝,可以提高模具的制造精度和使用壽命,避免模具發生早期失效。
2761 6 3
金屬加工前沿 ??? 3年前
精沖工藝與旋壓工藝,高技術含量的制造工藝 
旋壓-MetalSpinning 旋壓是一種綜合了鍛造、擠壓、拉伸、彎曲、環軋、橫軋和滾擠等工藝特點的少無切削加的先進工藝,將金屬筒坯、平板毛坯或預制坯用尾頂頂緊在旋壓機芯模上,由主軸帶動芯棒和坯料旋轉,同時旋壓輪從毛坯一側將材料擠壓在旋轉的芯模上,使材料產生逐點連續的塑性變形,從而獲得各種母線形狀的空心旋轉體零件
2622
模具設計UG編程教學 ??? 3年前
沖壓拉伸件的缺陷及其預防措施 
凸模上沒有設計和制造出通氣孔,使其表面因壓縮空氣而變形,出現不平整現象,此時必須增加通氣孔。B. 材料的回彈作用也會使拉深工件表面不平,最后應增加整形工序。C. 凸凹模間隙過大致使拉深難以被拉平,此時必須將間隙調整均勻。 學無止境,沒有最好,只有更好。
1929
模具設計UG編程教學 ??? 3年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
工藝分類:沖壓主要是按工藝分類,可分為分離工序和成形工序兩大類。分離工序(沖裁工序):其目的是使沖壓件沿一定輪廓線從板料上分離,同時保證分離斷面的質量要求。分離工序:沖裁(落料、沖孔)、剪切、切口、切邊、剖切。沖裁時板料的變形過程變形過程:模具間隙正常時,金屬材料的沖裁過程可分三個階段:1)彈性變形階段板料產生彈性壓縮,彎曲和拉伸等變形。
5970 2
金屬加工前沿 ??? 3年前
沖壓斷面“全光亮”精沖工藝揭秘,掌握最新工藝、技術不求人 
就是沖裁出來產品斷面質量必須保證光亮無毛刺。其難點在于,普通沖裁工藝完成后,由于受沖裁間隙、裝配間隙的影響,不可避免會出現產品上表面自然塌角、下表面出現毛刺。具體分布如下圖:(沖裁過程、沖裁間隙圖)在合理沖裁間隙下產品沖裁后斷面質量分為四區:塌角區、光亮區、斷裂區、毛刺區。
2921 1 1
UG編程模具設計實戰 ??? 4年前
【專業知識】最全的沖壓工藝與產品設計知識大匯總 
(4)由于在彎曲時毛坯或多或少都會有滑移現象,故產品設計時應盡量設計工藝孔.6.折彎模具簡介05成型工藝形態與過程介紹1、成型工藝分類及介紹成型機理:金屬材料受到的應力大于彈性極限(屈服強度)而 又小于斷裂極限 (抗拉強度),在塑性變形范圍內產生設計人員想要的變形模式。
3100 1
機械工程師 ??? 3年前
沖壓斷面“全光亮”精沖工藝揭秘,掌握最新工藝、技術不求人 
就是沖裁出來產品斷面質量必須保證光亮無毛刺。其難點在于,普通沖裁工藝完成后,由于受沖裁間隙、裝配間隙的影響,不可避免會出現產品上表面自然塌角、下表面出現毛刺。具體分布如下圖:(沖裁過程、沖裁間隙圖)在合理沖裁間隙下產品沖裁后斷面質量分為四區:塌角區、光亮區、斷裂區、毛刺區。
2709
模具設計UG編程教學 ??? 3年前
沖裁加工怎么做到雙面無毛刺?本文給你揭曉! 
有毛刺產生是我們在加工中必然形成的,想要去除它的話難免要下一番功夫,而且,因為分型面的原因,去毛刺的方法用的很頻繁我們沖壓產品,通常情況下,會有一個方向有毛刺。而要清除它的話,需要采用壓毛邊的方法,如果不這樣的話,就只能用負間隙沖裁的方法。下面就是本文的精華了:去除毛刺之平壓法如圖1,進行半量沖裁的這種,我們稱之為“負間隙“,凸模要大于凹模。
2637
模具社 ??? 3年前
老師傅總結:沖壓件常見不良及對策,有你想要的么? 
對策保證凸凹模的加工精度和裝配質量,保證凸模的垂直度和承受側壓力及整個沖模要有足夠的剛性;在安裝凸模時一定要保證凸凹模的正確間隙并使凸凹模在模具固定板上安裝牢固,上下模的端面要與壓力機的工作臺面保持相互平行;要求壓力機的剛性要好,彈性變形小,道軌的精度以及墊板與滑塊的平行度等要求要高;要求壓力機要有足夠的沖裁力;
1969
模具設計UG編程教學 ??? 4年前
基于有限元分析改善落料沖孔模具上墊板零件的應力與應變 
3.3 受力計算根據模具結構,凸模一和凸模二均采用平刃口結構,可計算出沖孔時沖裁力式中,F0是計算的理論沖裁力(N);A0是沖(剪)切面的面積(m m2);L0是沖裁件的沖裁線長度(mm);t是沖裁件料厚(mm);τ是材料的抗剪強度(MPa)。
4144
Whitney ??? 2年前
汽車沖壓生產車間工藝概述
分離工序是使板料按一定的輪廓線分離而獲得一定形狀、尺寸和切斷面質量的沖壓件。分離工序分:落料、沖孔、切角、修邊等。落料:使材料沿封閉曲線相互分離,封閉曲線以內的部分作為沖裁件時,稱為落料。沖孔:使材料沿封閉曲線相互分離,封閉曲線以外的部分作為沖裁件時,稱為沖孔。
2805 1
金屬加工前沿 ??? 3年前
五金沖壓件搭邊沖裁必須確定哪些內容 
在五金沖壓件加工廠,要對五金沖壓件進行搭邊沖裁,應該先確定幾個重要的排樣內容才行。今天就為大家介紹下這些內容都有什么。 1.首先得確定合理的搭邊值。搭邊值的大小受材料的力學性能、沖壓件所需材料的厚度、沖裁件的形狀及尺寸、沖裁加工的送料方式與擋料方式及卸料方式的影響。 2.再計算出沖裁加工所用條料的寬度和導料板的間距。
2185
東一金屬 ??? 3年前
分享 | 智能液壓機發展趨勢及關鍵技術 
通過現代軟件技術實現工藝操作模擬,在電腦上規劃并優化整個制造流程,用戶使用和操作更加直觀。智能液壓機比傳統液壓機的使用范圍更廣,產品附加值高,可以應用于金屬板件沖壓、等溫鍛造、粉末壓制、橡膠硫化、纖維板熱壓、校直、壓裝、注塑等精密成形工藝。
2661 6 3
機械工程師 ??? 3年前
芯片制造的核心工藝:一文看懂薄膜沉積 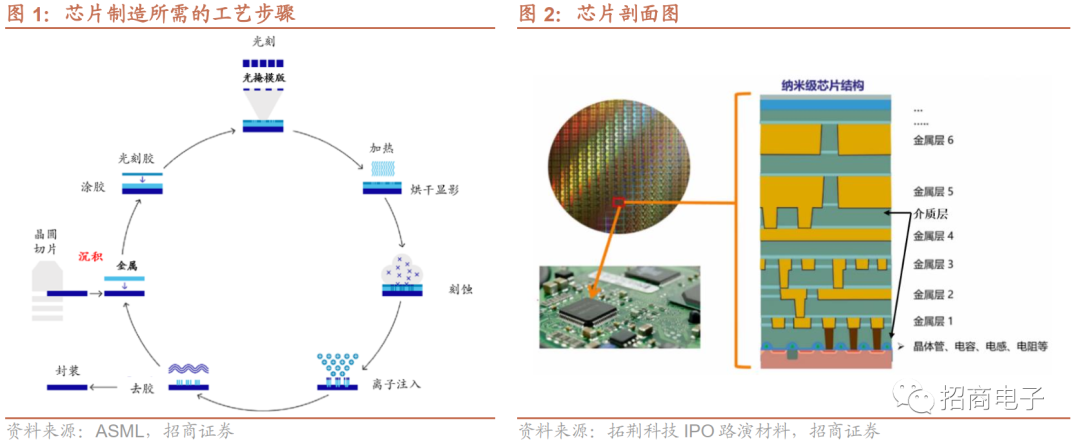
由于制造工藝中需要薄膜沉積技術在晶圓上重復堆疊薄膜,因此薄膜沉積技術可視為前道制造中的“加法工藝”。薄膜沉積是決定薄膜性能的關鍵,相關工藝和設備壁壘很高。芯片制造的關鍵在于將電路圖形轉移到薄膜上這一過程,薄膜的性能除了與沉積材料有關,最主要受到薄膜沉積工藝的影響。
12854 3
芯電路芯資訊 ??? 3年前
考慮尺寸效應的剪切修正GTN模型:CMSG-GTN 
再次,裂紋最先出現在沖頭刃口附近的對稱面區域,隨后沿著損傷最大的路徑向自由面擴展,這與實驗觀察到的撕裂形貌是吻合的。作者的初始數值模型:SEM實驗的斷口特征:數值框架實現流程圖:考慮梯度效應的影響效果:結果表明,引入應變梯度效應后,局部應力水平明顯提高,材料在剪切區內的損傷演化也明顯加快。
558
晶體塑性有限元 ??? 6天前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設計 
在小徑孔加工時,若采用常規間隙加工,則會使沖壓面拉長.同時亦是沖裁廢料留積凹模的原因.小孔沖裁最常見的問題,就是沖針容易斷,如果模具導向精度高,沖壓生產材料的表面硬度不高的話,相信使用上面的方法,還是很有保障的.
1958
UG編程模具設計實戰 ??? 4年前
20條/頁 
 95
95 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
