



【制造工藝】一文全懂鑄造工藝,竟然還分這么多類型 
工藝流程: 直接擠壓鑄造:噴涂料、澆合金、合模、加壓、保壓、泄壓,分模、毛坯脫模、復位; 間接擠壓鑄造:噴涂料、合模、給料、充型、加壓、保壓、泄壓,分模、毛坯脫模、復位。
2868 1
機械工程師 ??? 4年前
Moldex3D仿真分析之脫蠟精密鑄造解決方案 
蠟模的外觀和尺寸會直接影響殼模能否生產(chǎn)合乎規(guī)格的鑄件,此外蠟模生產(chǎn)的效率也會影響大量鑄造的能力。然而蠟模的制程仍存在許多問題和挑戰(zhàn),例如:充填不飽滿、流痕、凹陷及變形等等,這些問題通常必須經(jīng)由二次加工來修復,導致額外的生產(chǎn)時間和成本支出。Moldex3D 解決方案蠟的性質(zhì)與射出成型常用的塑料和鑄造金屬不同,因為具有較大的體積收縮率,蠟模容易發(fā)生收縮問題,這也是脫蠟過程中頭痛的問題之一。
1153
Moldex3D 中國 ??? 4月前
Moldex3D模流分析之金屬脫蠟精密鑄造制程 
蠟模的外觀和尺寸會直接影響殼模能否生產(chǎn)合乎規(guī)格的鑄件,此外蠟模生產(chǎn)的效率也會影響大量鑄造的能力。然而蠟模的制程仍存在許多問題和挑戰(zhàn),例如:充填不飽滿、流痕、凹陷及變形等等,這些問題通常必須經(jīng)由二次加工來修復,導致額外的生產(chǎn)時間和成本支出。Moldex3D 解決方案蠟的性質(zhì)與射出成型常用的塑料和鑄造金屬不同,因為具有較大的體積收縮率,蠟模容易發(fā)生收縮問題,這也是脫蠟過程中頭痛的問題之一。
2310
Moldex3D 中國 ??? 1年前
消失模塌箱缺陷的三大原因解析!這些陷解決方案很實用 
金屬液“閃流”是造成塌型缺陷產(chǎn)生的原因之一,所謂金屬液“閃流”就是在澆注中,部分已經(jīng)流入填充消失模模樣位置的金屬液在受到外界作用的情況下改流到其他部位,使得原來置換出來的位置無金屬液或者金屬充填占據(jù)。 2. 涂料的耐火度、高溫強度不夠,極容易產(chǎn)生消失模鑄件塌箱缺陷。消失模模樣在澆注過程中有緩沖金屬液充型和降溫的作用,同時可減弱金屬液沖刷鑄型。
2912
鑄造工程師 ??? 4年前
鑄造環(huán)節(jié)控制要點匯總:碾砂、造型、熔煉、澆注、清理、檢查 
(5)烘干:對于干模造型烘干工藝,要按操作規(guī)程進行操作,烘干時間為8h以上,以防因烘干不透而造成砂、氣孔等缺陷。 4.檢驗平臺鑄造澆注過程的控制 通過以上環(huán)節(jié)的準備,就可進行澆注。澆注前要對鑄水進行孕育和扒渣處理。在澆注過程中要不斷流、平穩(wěn),以避免沖砂而形成砂眼。
2569
鑄造工程師 ??? 4年前
覆膜砂鑄造工藝過程解析,各項技術(shù)參數(shù)可收! 
具體原因如下: (1)制芯時模具的溫度和留模時間,關(guān)系到砂芯結(jié)殼硬化厚度是否滿足工藝要求。工藝上所規(guī)定的工藝參數(shù)都需要有一個范圍,這個范圍需靠操作人員的技能來進行調(diào)整。在模具溫度上限時留模時間可以取下限,模具溫度在下限時留模時間取上限。對操作人員需要不斷地培訓提高操作技能。
2599
鑄造工程師 ??? 4年前
鑄造廠成本一路高漲,12大隱形成本看看你的企業(yè)占幾條? 
很多小鑄造企業(yè)在經(jīng)營多年后,你發(fā)現(xiàn)他們一直是那么小的團隊,而除了老板之外,沒有一個員工是從企業(yè)成立當初留下來的。我想這可能就是其發(fā)展不起來的重要原因吧。
2097
鑄造工程師 ??? 4年前
ProCAST有限元鑄造工藝模擬軟件 附鑄造工藝仿真ProCAST從入門到精通下載 
能夠通過兩種方式對連鑄工藝進行模擬:1、穩(wěn)態(tài)模擬,固定模型,固態(tài)金屬以鑄造速度穿過模型區(qū)域;2、非穩(wěn)態(tài)模擬,瞬態(tài)模擬,模型隨鑄造過程延伸,該區(qū)域延伸采用MiLE算法-Mixed lagrangian –Eulerian。 消失模鑄造消失模鑄造模擬需要考慮泡沫燃燒區(qū)域和產(chǎn)生的壓力對充型過程的影響,以及燃燒后產(chǎn)生的氣體與砂的滲透作用。
4094 9 3
zhongteng7281 ??? 4年前
什么是鑄造?鑄造的6大常用方法,14種缺陷分析及控制 
工藝參數(shù)的選擇 加工余量:所謂加工余量,就是鑄件上需要切削加工的表面,應預先留出一定的加工余量,其大小取決于鑄造合金的種類、造型方法、鑄件大小及加工面在鑄型中的位置等諸多因素。 起模斜度:為了使模樣便于從鑄型中取出,垂直于分型面的立壁上所加的斜度稱為起模斜度。
4424 1
鑄造工程師 ??? 4年前
Moldex3D模流分析之金屬成型解決方案 
采用CAE壓鑄模流分析,可以提前預測缺陷問題,并可以得到最優(yōu)的澆鑄系統(tǒng)和冷卻系統(tǒng)設計方案。 Cast-Designer壓鑄產(chǎn)品解決方案 Cast-Designer是目前唯一完整覆蓋壓鑄全設計鏈的商業(yè)軟件。提供從鑄件產(chǎn)品分析、工藝系統(tǒng)設計、前端分析計算、生產(chǎn)周期優(yōu)化以及基于遺傳算法的智能優(yōu)化的全工藝鏈的綜合解決方案。
2205 1 1
Moldex3D 中國 ??? 3年前
【專業(yè)知識】工作后真用的著的知識:機械零件制圖合理的工藝結(jié)構(gòu) 
一、鑄造零件的工藝結(jié)構(gòu)(包括過渡線的畫法) 鑄造零件的工藝結(jié)構(gòu)包括取模斜度、鑄造圓角、鑄件壁厚等。 1. 起模斜度 鑄造零件毛坯時,為了方便取模,常在鑄件壁上沿起模方向設計出一定的斜度,即起模斜度。對于斜度不大的結(jié)構(gòu),可不在圖形上畫出,但須在技術(shù)要求中用文字說明起模斜度值。如圖1所示。 圖1 2.
2439
機械工程師 ??? 4年前
知識篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
鐵液澆注溫度宜比砂型鑄造高30-80℃,或再高些,對于負壓干砂消失模鑄造鐵液澆注溫度以1 420~ I 480℃為佳。澆注液流股由細、小,變粗、大,再轉(zhuǎn)細、小。收包時,冒口要補澆。(4)合理地控制負壓度,由于負壓缺氧,澆注時模料將主要發(fā)生氣化,而很少燃燒,使發(fā)氣量大為降低104 g泡沫塑料模在空氣中1 000℃燃燒時生成1000 L氣體;在缺氧條件下只產(chǎn)生100L氣體。
4888 4 1
鑄造工程師 ??? 2年前
Moldex3D模流分析之金屬成型解決方案 
采用CAE壓鑄模流分析,可以提前預測缺陷問題,并可以得到最優(yōu)的澆鑄系統(tǒng)和冷卻系統(tǒng)設計方案。 Cast-Designer壓鑄產(chǎn)品解決方案 Cast-Designer是目前唯一完整覆蓋壓鑄全設計鏈的商業(yè)軟件。提供從鑄件產(chǎn)品分析、工藝系統(tǒng)設計、前端分析計算、生產(chǎn)周期優(yōu)化以及基于遺傳算法的智能優(yōu)化的全工藝鏈的綜合解決方案。
2121
Moldex3D 中國 ??? 3年前
?球場燈壓鑄模PQ實戰(zhàn)案例 3/3 
如果你是5米級,你可以去學,可以隨便去搞,如果你是播了食米,那你就可以非常韌性。但是如果你的機器都不是的話,不好意思,只能產(chǎn)品來挑你,你挑不了產(chǎn)品。因為你的可調(diào)范圍很小,那么我給大家就是說這個東西,你是不是在吹牛,或者說你得實際生產(chǎn)情況或者怎么樣R那么我們可以給大家看一下,我們當時所做的這樣的一個魔流的分析跟報告,然后的話等一下還有實際試模的一些圖片的照片。
2086
C3PChina ??? 4年前
消失模高品質(zhì)鑄件決定因素,從泡沫珠粒選擇等五個方面一一解析 
在粘合模樣及澆注系統(tǒng)時黏結(jié)劑的用量必須薄而均勻,過多的黏結(jié)劑可能導致模樣氣化不完全,因其未氣化徹底留的殘渣同樣影響鑄件質(zhì)量。消失模鑄造澆注系統(tǒng)的材料泡沫塑料要選對用對,我們的主張是澆注系統(tǒng)用料最好和成型的模樣白件用料一致。就筆者所知許多消失模鑄造企業(yè)沒有壓制澆注系統(tǒng)用泡沫塑料板材的專用成型機,而是到建材市場上購買泡沫塑料成型板,然后拉回去再按澆注系統(tǒng)尺寸的要求切割。
3121
鑄造工程師 ??? 4年前
粘砂(結(jié)疤)、冷隔、氣孔?4步有效解決覆膜砂鑄件缺陷 
具體原因如下: (1)制芯時模具的溫度和留模時間,關(guān)系到砂芯結(jié)殼硬化厚度是否滿足工藝要求。工藝上所規(guī)定的工藝參數(shù)都需要有一個范圍,這個范圍需靠操作人員的技能來進行調(diào)整。在模具溫度上限時留模時間可以取下限,模具溫度在下限時留模時間取上限。對操作人員需要不斷地培訓提高操作技能。
3311
鑄造工程師 ??? 4年前
消失模涂料采購要點匯總:流平性、涂掛性、涂層強不開裂! 
一、消失模專用涂料產(chǎn)品介紹及使用方法:公司生產(chǎn)的消失模涂料均為干粉涂料,憑借15年消失模涂料生產(chǎn)經(jīng)驗和耐火材料產(chǎn)地的優(yōu)勢。專業(yè)生產(chǎn)出各種材質(zhì)(鑄鐵,鑄鋼,高錳鋼,合金鋼,不銹鋼)的消失模鑄造涂料。我公司產(chǎn)品具有良好的流平性和涂掛性,涂層強度高不開裂,透氣性好,抗粘砂性能優(yōu)異,剝落性好,可自然風干。
2481 1 1
鑄造工程師 ??? 3年前
C家精講 | 低壓鑄造,模溫循環(huán)的計算意義 
就像圖片中看到的,這是模溫循環(huán)的初始條件。我們現(xiàn)在來看看模溫循環(huán)的動畫這里我們做了6個周期的分析,動畫里面,可以看到有6個模溫變化的過程。我們可以把模具上的一些點取出來,在模具上取了6個點,可以看到溫度的分布。你可以以此來判斷模溫是否趨向于穩(wěn)定狀態(tài),當然,模溫高低的分布,跟冷卻管道的排布,還有吹風效果,都有顯著的關(guān)系。
2028
C3PChina ??? 4年前
模流門診 | 水冷板漏氣飛邊1分鐘精準定位 
掃碼添加客服企微咨詢模具設計/缺陷解決/免費模流
1864
Supreium適創(chuàng)科技 ??? 9月前
淺談重力鑄件模流分析 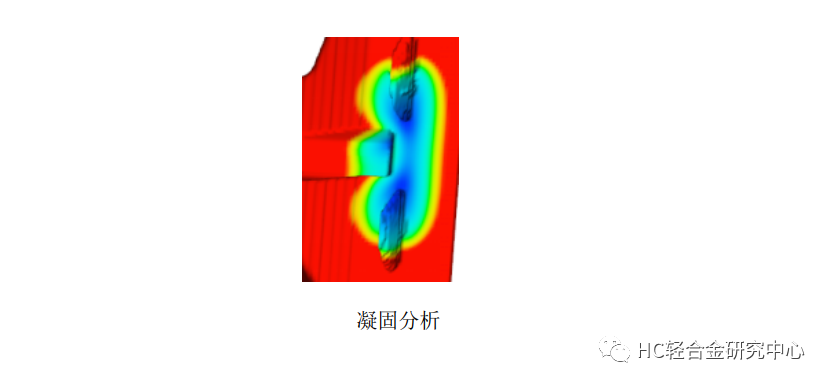
1、產(chǎn)品分析:1.1對支架毛坯數(shù)模進行壁厚分析,產(chǎn)品最大壁厚30mm,最薄8mm,本產(chǎn)品整體壁厚較厚,薄壁區(qū)域位于三處螺栓安裝區(qū),壁厚差異大,因此在厚壁處易形成熱節(jié),造成產(chǎn)品形成集中的縮孔缺陷。1.2運用模流軟件對產(chǎn)品進行凝固分析。
4207 5 1
鑄造工程師 ??? 2年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
