



【專業(yè)知識】嘮一嘮常用標(biāo)準(zhǔn)件安裝公差配合及應(yīng)用參考,實用干貨卷起來! 
一、徑向軸承配合公差參考 一般來說,標(biāo)準(zhǔn)軸承內(nèi)圈孔的公差為H7,軸承外圈的公差為h6;軸承內(nèi)圈與軸的配合為H7/h7或H7/js6(基孔制),軸承外圈與外殼孔的配合為H7/h6或JS7/h6(基軸制)。
3537
機械工程師 ??? 4年前
【專業(yè)知識】嘮一嘮常用標(biāo)準(zhǔn)件安裝公差配合及應(yīng)用參考,實用干貨卷起來! 
一、徑向軸承配合公差參考 一般來說,標(biāo)準(zhǔn)軸承內(nèi)圈孔的公差為H7,軸承外圈的公差為h6;軸承內(nèi)圈與軸的配合為H7/h7或H7/js6(基孔制),軸承外圈與外殼孔的配合為H7/h6或JS7/h6(基軸制)。
2205
機械工程師 ??? 4年前
注塑成品尺寸不準(zhǔn)?可能是這些參數(shù)和周邊因素在作祟! 
因成型品尺寸會因受到模具質(zhì)量、射出機性能、人員技術(shù),尤其是塑料不同所產(chǎn)生之尺寸變化量更會有很大差異性,故須訂定相關(guān)容許的尺寸變動,作為塑料件公差標(biāo)準(zhǔn),可讓塑料產(chǎn)品設(shè)計人員有參考之標(biāo)準(zhǔn),而透過表1 與表2,我們可以看出成型品一般尺寸與精密尺寸的公差值。
4572 3 1
ACMT協(xié)會 ??? 2年前
【干貨】雙色模具的設(shè)計及注塑成型
14、前后法蘭的公差為負(fù)0.05mm,兩法蘭間距公差為正負(fù)0.02mm,頂棍與頂棍孔的間隙單邊為 0.1mm,前后模導(dǎo)套導(dǎo)柱的中心距公差為正負(fù)0.01mm,??蛩倪吅蜕疃榷家?em>公差,否則當(dāng)后模旋轉(zhuǎn)180度后,因高低不一致而產(chǎn)生批鋒??蛏?em>公差為負(fù)0.02mm。15、如果在模胚廠已經(jīng)將模胚加工完,本廠要加工唧嘴和頂棍孔時,要以4個導(dǎo)柱導(dǎo)套孔的間距中心為基準(zhǔn)取數(shù),否則偏差太多,容易卡死模。
3559
張偉一 ??? 3年前
機械設(shè)計中,標(biāo)準(zhǔn)件的選擇原則 
⑷不銹鋼螺栓、螺釘、螺柱和螺母表1—3四、精度標(biāo)準(zhǔn)件(緊固件)的精度由產(chǎn)品等級決定。表1—4:標(biāo)準(zhǔn)件(緊固件)的產(chǎn)品等級及精確程度五、螺紋螺紋公差等級標(biāo)準(zhǔn)件(緊固件)羅紋公差等級表1—5注:1)僅機械性能為45H級的緊定螺釘和12.9級的內(nèi)六角螺釘?shù)穆菁y公差可采用5g級。
2649 1
機械工業(yè)出版社E視界 ??? 3年前
塑膠件的結(jié)構(gòu)設(shè)計:拔模斜度篇(上) 
對于注塑廠商來說,他們考慮的重點在成型,希望有更大的拔模斜度;對于模具加工廠商,發(fā)現(xiàn)在所有型腔和型芯表面加工角度是一項艱巨的任務(wù),本來簡單的特征只需要簡單的加工設(shè)備、更低的加工成本,拔模后就得CNC,甚至EDM;對于產(chǎn)品設(shè)計方,拔模角度可能會使零件設(shè)計復(fù)雜化,外觀造型也會因拔模斜度而有所改變。然而,不管哪一方,我們必須確保模制零件符合所需的質(zhì)量標(biāo)準(zhǔn),這一點至關(guān)重要。
8351 6 2
結(jié)構(gòu)攻城獅 ??? 3年前
UG NX注塑模具設(shè)計教程之2D排位實例講解 
4角導(dǎo)角不小于R10,(一般模仁倒R12,??虻筊10)因CNC開框刀徑越大,加工就越快,直角公差越小。CNC下刀量一般是刀徑的4-5倍。進膠系統(tǒng)設(shè)計在設(shè)計進膠系統(tǒng)時要查閱注塑機資,需知道注塑機炮咀SR、定位環(huán)規(guī)格,唧咀SR要比炮咀SR大1-2個R,定位環(huán)要比注塑機上孔小單邊0.1mm,國內(nèi)注塑機定位孔一般是直徑100,定位環(huán)直徑99.8。
9197
張偉一 ??? 3年前
Ansys Zemax光學(xué)設(shè)計軟件技術(shù)教程:如何對中頻誤差進行評估和公差分析 
可能引起光學(xué)性能變化的因素包括但不限于光學(xué)表面的加工誤差、所用模具的加工誤差、注塑造成的不規(guī)則度、光學(xué)元件與傳感器間的校準(zhǔn)誤差、光學(xué)表面的粗糙度誤差以及厚度誤差。將這些不規(guī)則度參數(shù)化將有利于公差分析,公差操作數(shù) TEZI 就是一個很好的例子。TEZI 操作數(shù)使用 Zernike 多項式來表示不規(guī)則度,一些低頻表面誤差可以用該參數(shù)化公式來評價公差。
2656
w**elab86_Swsp ??? 3年前
模具與加工:公差與配合100問,你都知道嗎 
48.與標(biāo)準(zhǔn)件如何配合?答:若與標(biāo)準(zhǔn)件配合,應(yīng)以標(biāo)準(zhǔn)件為基準(zhǔn)件確定配合制。例如,在滾動軸承支撐結(jié)構(gòu)中,滾動軸承外圈與箱體孔的配合應(yīng)采用基軸制,軸承內(nèi)圈與軸頸的配合應(yīng)該采用基孔制,箱體孔按J7制造,軸頸按k6制造。49.研磨加工方法,應(yīng)取公差等級什么范圍?答:應(yīng)取IT1~IT5。50.衍磨加工方法,應(yīng)取公差等級什么范圍?答:應(yīng)取IT4~IT7。
2516
模具設(shè)計UG編程教學(xué) ??? 4年前
ZEMAX光學(xué)設(shè)計軟件技術(shù)教程專題:如何對中頻誤差進行評估和公差分析 
可能引起光學(xué)性能變化的因素包括但不限于光學(xué)表面的加工誤差、所用模具的加工誤差、注塑造成的不規(guī)則度、光學(xué)元件與傳感器間的校準(zhǔn)誤差、光學(xué)表面的粗糙度誤差以及厚度誤差。將這些不規(guī)則度參數(shù)化將有利于公差分析,公差操作數(shù) TEZI 就是一個很好的例子。TEZI 操作數(shù)使用 Zernike 多項式來表示不規(guī)則度,一些低頻表面誤差可以用該參數(shù)化公式來評價公差。
2386
w**elab86_Swsp ??? 3年前
3D輪廓掃描儀:零部件仿真數(shù)模比對、翹曲分析的“慧眼” 
解決方案1、尺寸及形位公差測量、CAD數(shù)模比對2、反變形修模、首件檢測、過程控制、翹曲分析應(yīng)用案例:汽車車燈注塑件檢測檢測需求1、 復(fù)雜的曲面和精細(xì)結(jié)構(gòu),需要全面的尺寸驗證。
1987
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 4月前
摩托羅拉手機后殼注射模具設(shè)計+3d 
因此,對于手機模具來說,模胚最好是能采用富得巴精密模胚,模板的厚度公差為±0.02,長期保持精度不變。15)做好鑲件排氣。細(xì)小鑲件可以采用高速鋼SKH51加工,增加模具壽命。
2179
模具論壇 ??? 4年前
解決注塑模具成型難題,型創(chuàng)科技&ACMT技術(shù)平臺助您一臂之力! 
??基于感測信息之厚件射出成型表面微縮痕質(zhì)量監(jiān)測??剖析全球最新塑膠注塑成型技術(shù)新知??塑膠射出成型產(chǎn)品之雙折射預(yù)測??注塑工藝中的溫度控制解決方案??MeltFlipper? 熔膠管理與控制技術(shù)??如何消除射出件上的虎皮紋缺陷?
3130
ACMT協(xié)會 ??? 2年前
公差與配合,干機加工必備! 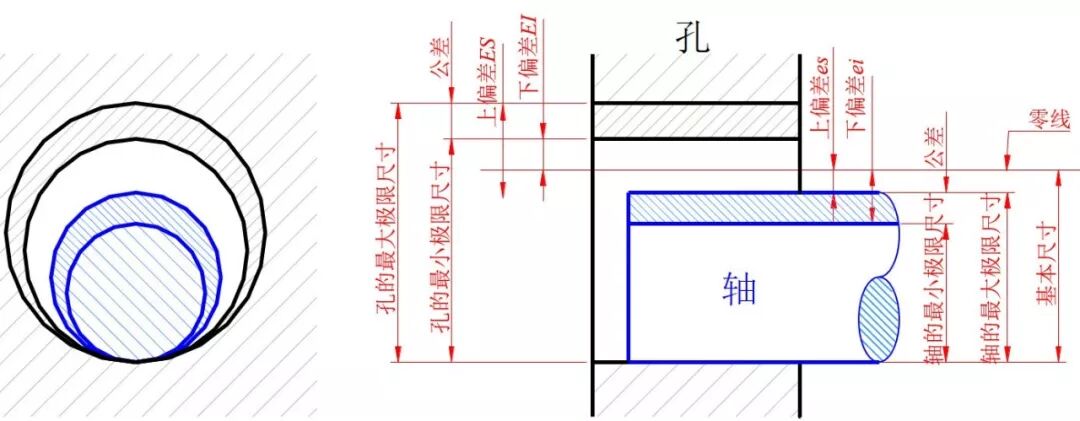
加工時,由于規(guī)定有公差,同一部機器上的各種零可以同時加工。用量大的標(biāo)準(zhǔn)件還可以由專門工廠單獨生產(chǎn)。這樣就可以采用高效率的專用設(shè)備,乃致采用計算機輔助加工。這樣產(chǎn)量和質(zhì)量必然會得到提高,成本也會顯著降低。3)從設(shè)計方面看,由于采用互換原則設(shè)計和生產(chǎn)標(biāo)準(zhǔn)零碎、部件,可以簡化繪圖、計算等工作,縮短設(shè)計周期,并便于用計算機輔助設(shè)計。
2777
數(shù)控編程教學(xué) ??? 3年前
Proe/Creo結(jié)構(gòu)設(shè)計問答 
《兩個面形成一個夾角后本來就會有一條棱角線產(chǎn)生,分型線(合模線在此位置也沒有什么影響及不會影響美觀,除非模具廠的水平太垃圾了》 3、鈑金件固定在主體外殼上,最初是靠那兩個柱子,我看圖上好像表示的是緊配,那么對于鈑金件那兩個孔的位置精度怎么保證???公差一般給多少,還有對應(yīng)的主體外殼上的那兩個配合柱子的公差一般給多少???
3933 5 1
蝰蛇設(shè)計 ??? 2年前
大眾汽車VW60330 端子壓接技術(shù)標(biāo)準(zhǔn)講解 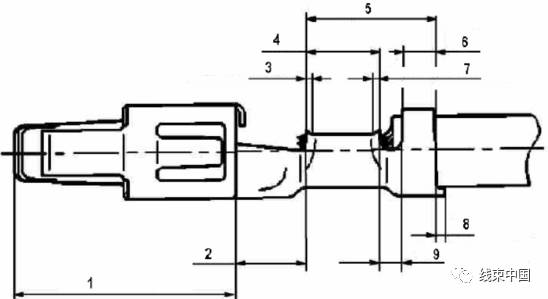
壓接高度及公差,端子生產(chǎn)商規(guī)定并要標(biāo)注在標(biāo)準(zhǔn)件圖紙上。
3438
線束專家 ??? 3年前
注塑人要收藏的注塑生產(chǎn)不良缺陷原因
現(xiàn)將缺陷問題總結(jié)如下:1、色差:注塑件顏色與該單標(biāo)準(zhǔn)色樣用肉眼觀看有差異,判為色差,在標(biāo)準(zhǔn)的光源下(D65)。2、注塑不滿(缺膠):注塑件不飽滿,出現(xiàn)氣泡、空隙、縮孔等,與標(biāo)準(zhǔn)樣板不符稱為缺膠。3、翹曲變形:塑膠件形狀在塑件脫模后或稍后一段時間內(nèi)產(chǎn)生旋轉(zhuǎn)和扭曲現(xiàn)象,如有直邊朝里,或朝外變曲或平坦部分有起伏,如撥叉、加強座等變形,有局部和整體變形之分。
3275
Im智能注塑 ??? 3年前
形位公差選擇原則 
一、常用標(biāo)準(zhǔn)公差的等級的選擇: GB/T 1800.1-2009規(guī)定標(biāo)準(zhǔn)公差等級代號用符號IT和數(shù)字組合。 標(biāo)準(zhǔn)公差分為IT01、IT0、IT1至IT18共20級。 標(biāo)準(zhǔn)公差等級IT01和IT0在工業(yè)中很少用到。
3808 1
機械加工網(wǎng) ??? 4年前
關(guān)于注塑模具排氣的標(biāo)準(zhǔn),你知道嗎? 
首先要了解不合理的排氣會產(chǎn)生以下不良:1、氣體堆積會浸蝕模具表面及分模線;2、顏色問題:出現(xiàn)色差,使顏色變黑或變亮;咬花面亮霧不一3、要增加模具拋光:浪費時間、錢及并使鋼材易腐蝕;4、不可能使產(chǎn)品達(dá)到客人要求的標(biāo)準(zhǔn);5、會產(chǎn)生過多的結(jié)合線(這此結(jié)合經(jīng)不牢固,并且不美觀);6、會浪費太多的注塑壓力,增加注塑機工作的難度;7、需使用過高的料筒溫度(增加注塑機工作難度
2275 1
高分 ??? 4年前
【軟件資料】UG NX官方標(biāo)準(zhǔn)件庫(重用庫)打包下載與安裝教程(百度網(wǎng)盤) 
4、使用UG官方的標(biāo)準(zhǔn)件庫一定要在裝配模式下,否則調(diào)用不成功,因為標(biāo)準(zhǔn)件都是組裝圖檔; 5、在調(diào)用UG標(biāo)準(zhǔn)件時,其彈出的對話框可以選擇不同的標(biāo)準(zhǔn);也可以根據(jù)自己的需要來修改標(biāo)準(zhǔn)件、 6、如下圖,調(diào)用了一個螺栓及螺母的緊固型標(biāo)準(zhǔn)件。
7974
仿真客 ??? 3年前
20條/頁 
 14
14 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
