



UG模具設計干貨!內滑塊設計細節 
這副模具有一點特殊,產品是1X4,有兩個外滑塊在推板上滑動,內滑塊在后模B板上滑動,推板暫時隱藏了在設計這副模具的內滑塊時就需注意了后模鑲件是固定在 B板內的,那么,內滑塊不能放在推板上,如果內滑塊在推板內滑動,頂出時是頂不動的,箭頭所指的面會頂住鑲件,而鑲件是固定在B板上的內滑塊是不能在豎直方向運動的
2116 1
UG模具設計材料 ??? 4年前
射出模具數字化設計與智能制造技術分析 
此時,所有普通頂針在限位桿和射出機合模力的作用下,不會出現任何位移或運動情況,而兩個膠口頂針完成所有動作指令后,模具內部的側澆口就會被切斷。等產品冷卻,過程結束后,技術操作人員就可依射出模具的三板模落實開模動作。此時,射出機受到的開模力會將束口流道處的流道凝料給拉斷,在拉料銷作用下,流道凝料會有部分留在脫料板上,另一部分則流進模具型腔內。
3934 2 1
ACMT協會 ??? 2年前
利用CFD方法進行多模腔的流道設計 | FLOW-3D案例 
圖5 修改設計的充填過程對于原始設計,第一個充填完成的模腔(V3)和最后一個充填完成的模腔(V1)之間的充填時間的差為0.004秒,而修改設計的差值在0.001秒內,因此修改設計有明顯的減小不同鑄件的充填時間差異,這將有助于提升高壓鑄件的質量。
2702
FLOW3D 流體仿真 ??? 1年前
60歲老設計師總結 230條模具設計經驗,珍貴的資料! 
170.模具設計時要考慮機械手的取出空間。171.架模速度最快為6 秒即全自動架模,一臺注模機20 萬。(采用模具預先加熱水孔,設計時水孔連接好,架模時只留進出水口中。臺灣架模速度為3 分鐘左右。172.型內切斷澆口,光學部件使用較多。173.流道與品質關系:(特別是成形鏡片時)174.型強度計算應考慮:成形鎖模力,模板強度,模仁強度等。175.鑲件可用真空吸引。
3205 1
UG模具設計材料 ??? 3年前
UG NX畫模具結構設計要點大全,值得收藏! 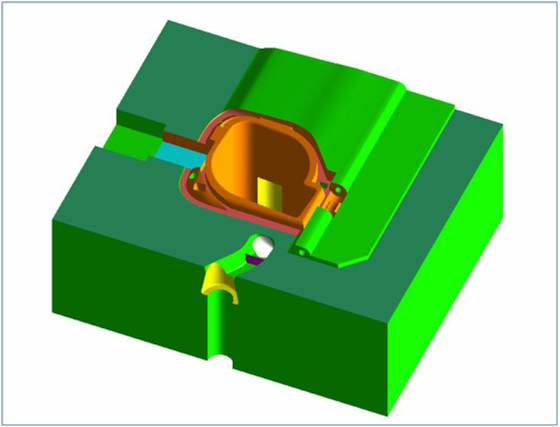
173.流道與品質關系:(特別是成形鏡片時) 174.型強度計算應考慮:成形鎖模力,模板強度,模仁強度等。 175.鑲件可用真空吸引。 176.壓力感知器,用于檢測模具內部壓力損失,有時設計在頂針的末端(對小部品)。對大部品有時可以直接放在模腔內。
3819
張偉一 ??? 3年前
Moldex3D模流分析之建準電機應用Moldex3D優化熱流道設計 
結果顯示,優化后熱澆道壓力下降達50%,且呈現穩定趨勢,證明改善流道溫度分布后可有效的改善成型效益,Moldex3D的溫度分析與實際的內部看不到情況是相符的。利用Moldex3D 可讓非熱流道設計廠商也能夠參與或擁有熱流道設計概念,提升模具與產品生產能力。
2303
Moldex3D 中國 ??? 3年前
MOULD-TIP 電子煙模具解決方案 
缺點:熱流道技術要求較高,模具成本較冷流道高?半熱流道優缺點能有效減少廢料,結構相對于熱流道結構較簡單對于高溫料電子煙零部件如 :PEEK,PEI,LCP,尼龍等應用較多。模具設計要點●模具排位布局合理,考慮流道平衡及冷卻平衡。●盡量做成獨立型腔設計。●要考慮模胚或內模鋼材選擇的合理性確保壽命。●盡量采用熱流道及半熱流道的設計。
2699
ACMT協會 ??? 2年前
游樂場滑梯大型注射模具設計+3d 
這些塑件的模具,澆注系統的設計不能全靠經驗來設計。多數需要采用模流分析來確定優秀的澆注系統設計方案。游樂場滑梯的澆口數量,經過模流分析,采用YODU熱流道系統,需要三點澆口。
2136
模具論壇 ??? 4年前
熱流道應用主要技術關鍵,你知道嗎? 
熱流道澆道尺寸設計要合理。尺寸太小充模壓力損失過大。尺寸太大則熱流道體積過大,塑料在熱流道系統中停留時間過長,損壞材料性能而導致零件成型后不能滿足使用要求。 熱流道澆注系統可理解為注射成型機械的延伸。熱流道系統的功能是絕熱地將熱塑性熔體送到成型模具附近或直接送入模具。
2240 1
高分 ??? 4年前
Moldex3D模流分析之提供正瀚家電空調面板優化方案提升OEM設計競爭力 
案例分析在模流分析的過程中,有許多部分是可依據不同觀點和需求另外提出討論,就模具制造廠商的角度而言,由于模具制造時間受限于上市時程,因此明確的分析重點是客戶在短時間內成功解決問題的關鍵。以下為正瀚家電分離式空調外殼設計優化案例,透過Moldex3D精密的模流計算,正瀚家電得以進行模具設計驗證,針對客戶的設計要求進行設計變更,再依據分析結果選出最佳設計方案。
2539
Moldex3D 中國 ??? 3年前
日本精致模具設計:排氣頂針模具技術案例 
圖 5: 防止拉絲主流道澆套:防止拉絲射嘴 (圖6)進澆口突出防止 ,增加流量的設計: 進澆點的特殊設計澆套,運用在模具上,避免產品上有突點的問題。
3475 1
ACMT協會 ??? 2年前
塑膠模具與壓鑄模具在設計中的8大區別以及注意事項 
二、進膠的設計區域1.壓注模流道設計的越大越好,盡量避免壓力損失。2.流道設計過程中一定要順暢,盡量要圓弧過渡,不能的臺階產生。3.進膠點厚度一定要薄,但一定要寬,進膠厚度控制在0.3~0.8MM以內。4.流道可以二次回收,對產品強度不存影響。三、排氣的設計區域1.為了確保產品的質密度以及強度,排氣盡量多。
3938 2
張偉一 ??? 2年前
應用 CAE 模流分析技術在閥式熱澆道系統之模具設計 
本文藉由一件保險桿分析,透過多項參數比較閥式澆口的設計優勢。 何謂熱澆道系統熱澆道模具是將傳統式模具或三板式模具的澆道與流道經加熱,于每一成形時即不需要取出流道和澆道的一種嶄新設計且在射出成形模具產業中扮演關鍵零件性角色,它提供著射出成形模具中從射出機的噴嘴處到模具的模穴之間塑料流動的控制。
2230 5
型創科技2023 ??? 3年前
【專業知識】一張圖讓你看清注塑模具的結構組成! 
當產品在模具內成型冷卻后,模具前后模分離打開,由推出機構--頂針在注塑機的頂桿推動下將塑料制品及其在流道內的凝料推出或拉出模具開腔和流道位置,以便進行下一個注塑成型工作循環。 二、塑膠模具按結構分一般由模架、模仁、輔助零件、輔助系統、輔助設置、死角處理機構等幾個部分組成。
2970
機械工程師 ??? 4年前
清潔機器人底殼注射模具設計+3d 
模胚為非標模胚6075,模胚邊緣設計了兩處斜度定位塊。圖2 模具設計排位圖圖3 滑塊及其分型面設計圖4 氣缸驅動針閥式熱嘴為了提升制品品質,縮短注塑周期,節約塑膠原料,采用了針閥式熱流道系統,針閥式熱流道系統比開放式熱流道系統有更好的產品品質。
2321
模具論壇 ??? 3年前
Moldex3D模流分析之抬頭顯示器反光板之蒸鍍治具模具及成形效率優化 
圖一 本案例治具產品包括本體(左)與上蓋(右)兩個組件決定治具設計后,日芯團隊首先預測可行的模具結構,包含兩版模及三版模的模型。分析包括各種流道及澆口設計(圖二),并以量測節點來測量平坦度及收縮距離(圖三)。此分析目的是希望得到高效率的充填,以及可縮短周期、縮小產品變形的流動路徑方案。
2733 2 7
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之進階熱流道分析 
在冷卻計算參數中勾選進階熱澆道的選項 分析順序設定熱流道穩態分析Moldex3D支持熱流道穩態分析以逼近在制程中真實的熱流道內部溫度分布,捕捉多澆口系統的流道行為。熱流道穩態分析可協助大型塑件、多模穴和成套制品模具的熱流道配置設計,解決流動不平衡的問題。
2400
Moldex3D 中國 ??? 1年前
Moldex3D模流分析之怎樣改善單穴閥式熱澆道之流動不平衡及型蕊偏移現象 
圖三 不同流道形式之溫度與流動波前比較 在第二部分,為了解決公模仁翹曲現象,團隊分別觀察模具鋼材、公模仁平移與正反操作側模溫對型芯偏移之影響。如表一 所示,以2234模具鋼材對型芯偏移之翹曲量最小,且透過公模仁材質與流動平衡分析,以2234流動平衡之結果最好,流動差異在80%以后趨于明顯,而內外兩側模腔內壓差異亦在此階段發生,如圖四所示。
3798
Moldex3D 中國 ??? 2年前
滴壺+三通+手柄注塑模具設計+3d 
滴壺的頂出為司筒頂出,由于塑件直徑較大,動模芯較長,熱量較多,需要在司筒針的中心設計冷卻回路,司筒針運水連接板見圖5和圖6所示。圖2 滴壺+三通+手柄模具圖圖3 分模面流道圖由于PVC為具有腐蝕性的塑料,其模具鋼材必須采用不銹鋼。因此,本套模具的前后模仁鋼材采用S136H.
2106
模具論壇 ??? 4年前
應用 FLOW-3D(x) 鋁壓鑄件的流道設計優化 
產品說明 模腔配置: 一模四腔 產品尺寸: 57 X 25 X 27 mm 模具設計重點: 產品左右兩側以滑塊成型,滑塊行程及滑塊大小會限制模具尺寸,在成型考慮下,希望鋁液能夠同時進入四個模腔, 希望以 FLOW-3D (x) 對流道尺寸設計優化。2.
2625
FLOW3D 流體仿真 ??? 1年前
20條/頁 
 51
51 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
