



Fluent熔滴過渡電弧焊接模型分享(含UDF) 
該模型可用于弧焊、激光電弧復合焊以及增材制造模擬,相比于Comsol,計算效率和精度更高,并且該模型考慮了電磁力和外加磁場,如有需要,該模型還可耦合其他多能場輔助激光加工模擬。
2334 1 5
Comsol塵飛 ??? 4年前
注塑成型過程中如何防止塑料熔體破裂? 
(2)產品膠位不能太薄,過渡部分應盡量采用圓弧過渡,避免尖角、倒角造成應力集中。(3)盡量少用金屬鑲件,以防止金屬鑲件與注塑產品收縮率不同造成內應力加大。(4)對深底塑料件應設置適當的脫模進氣孔道,防止形成真空負壓。(5)主流道足夠大使澆口流動性強,這樣易于脫模(6)注意避免流道設計中的死角,使流道盡量圓滑過渡。
2979
Im智能注塑 ??? 4年前
滴壺+三通+手柄注塑模具設計+3d 
PVC是熱敏感性材料,其注塑成型工藝性較差,原因是過高的熔膠溫度或過長的受熱時間很容易使PVC分解,因此控制熔融溫度是注塑PVC產品的關鍵。熔化PVC原料的熱源來自兩方面即螺桿運動產生對塑料的剪切熱和機筒外壁的電阻絲加熱,而主要是螺桿運動的剪切熱,機筒的外加熱主要是機器起動時提供熱源。
2107
模具論壇 ??? 4年前
不銹鋼焊接技術,這才叫牛逼
8.為什么實心不銹鋼焊絲要用帶脈沖的電源才能實現射流過渡,無飛濺焊接? 答:實心不銹鋼焊絲MIG焊接時,φ1.2焊絲,當電流I≥260—280A,才能實現射 流過渡;小于此值熔滴為短路過渡,飛濺較大,一般不能使用。只有使用帶脈沖 的MIG電源,脈沖電流大于300A,才能實現80—260A焊接電流下的脈沖射滴過渡,無飛濺焊接。
2313 1
機械發明愛好者 ??? 4年前
航空發動機用粉末高溫合金及制備技術研究進展 
2.4.2 高溫合金粉末形貌高溫合金在氣體霧化過程中,金屬液流受到高速氣流的沖擊而解體,形成細小的熔滴。這些熔滴由于表面張力的作用,在下降過程中具有形成球體的趨勢,因而一般氣體霧化的金屬粉末以球形為主。氣體霧化粉末的球形度主要取決于金屬熔體破碎后熔滴球化時間和凝固時間的相對大小。
4733 2 1
aero-engine ??? 2年前
塑膠產品外觀白痕解決方向 
二是從澆口進入模穴的速度變化太劇烈,導致冷料一下子固化在模穴表面,冷料無法平穩過渡。由于和后面進來的熱熔膠有較大溫差,導致產生白痕色差問題。成型工藝上可以通過高模溫、多段射速嘗試調整。高模溫可以減少固化層厚度,甚至改變熔膠噴泉流動的行為(如RHCM急冷急熱),多段射速主要在澆口處進行減速,待熔膠平穩過渡后再提速。但是在澆口如此小的體積里做精準的速度變化,需要響應速度快的注塑機(建議全電機)。
4027 2
型創科技2023 ??? 2年前
激光深熔焊接的原理及主要工藝參數
但它易受高溫金屬等離子體電離,結果屏蔽了部分光束射向工件,減少了焊接的有效激光功率,也損害焊接速度與熔深。使用氬氣保護的焊件表面要比使用氦氣保護時來得光滑。 氮氣作為保護氣體最便宜,但對某些類型不銹鋼焊接時并不適用,主要是由于冶金學方面問題,如吸收,有時會在搭接區產生氣孔。使用保護氣體的第二個作用是保護聚焦透鏡免受金屬蒸氣污染和液體熔滴的濺射。
3589 3
化工設備人 ??? 4年前
注塑制品燒焦的四點注意事項 
澆口的位置最好選擇在熔料先注入過渡腔后再進入較大的容腔,不要使流料直接進入較大的容腔。
2203
高分 ??? 4年前
射膠速度分段與注塑制品質量的關系
通過確定填充速度分段的開始、中間、終了, 并實現一個設置點到另一個設置點的光滑過渡,可以保證穩定的熔體表面速度以制造出期望的分子取問及最小的內應力。建議采用以下這種速度分段原則: 流體表面的速度應該是常數。 應采用快速射膠防止射膠過程中熔體凍結。
2229 1
高分 ??? 4年前
【汽車工藝】汽車制造中多種焊接方法大總結 
為了得到良好的焊縫應利用外加氣體作為電弧介質并保護熔滴、熔池金屬及焊接區高溫金屬免受周圍空氣的有害作用。 優點: GMAW法可以焊接所有的金屬和合金。 克服了焊條電弧焊法條長度的限制。 能進行全位置焊。 電弧的熔敷率高。 焊接速度高。 焊絲能連續送進,所以得到長焊縫沒有中間接頭。 由于產生的熔渣少,可以降低焊后清理工作量。
4178 2
芝能汽車 ??? 3年前
【工藝知識】在焊接里面:1G,2G,3G,4G,5G,6G是什么意思? 
熔透程度容易掌握。 5. 焊接生產率較平焊低。 焊接要點: 1. 保持正確的焊條角度; 2. 生產中常用的是向上立焊,向下立焊要用專用焊條才能保證焊縫質量。向上立焊時焊接電流比平焊時小10~15%,且應選用較小的焊條直徑(<φ4mm) 3. 采用短弧施焊,縮短熔滴過渡到熔池的距離。 4. 采用正確的運條方法。
4867 4
機械工程師 ??? 4年前
考電工證:必須要弄懂的3大電路故障,很多電工都在這里栽了跟頭! 
(4)對于銅、鋁連接盡可能使用銅鋁過渡接頭,如沒有銅鋁接頭,可在銅接頭出掛錫進行連接。(5)對于容量較大的插入式熔斷器,在接線處可加墊薄銅片(0.2mm),這樣的效果會更好一些。THE END聲明:本文僅供學習交流分享,不得用于商用,版權歸原作者所有!
3852
電工電氣一網通 ??? 3年前
河南正和焊材的焊條 
藥皮主要有以下作用:機械保護產生氣體和熔渣,隔絕空氣,防止熔滴和熔池金屬與空氣接觸,凝固的渣殼覆蓋在焊縫表面,可防止高溫的焊縫金屬被氧化和氮化;去除有害元素,補充合金元素。需要可聯系,趙智慧18339935488
1994
河南匯金正和焊材 ??? 2年前
某FGH97合金渦輪盤斷口高溫氧化機理分析 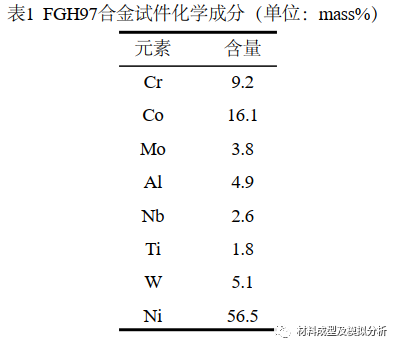
700~750℃為第一階段與第二階段的過渡階段,試件表面顏色從暗黃色轉變成淺藍色。第二階段為750~850℃,試件表面顏色以藍色為主。850~900℃為第二階段與第三階段的過渡階段,試件表面顏色從淺藍色轉變成銀灰色(局部淺綠)。第三階段為900~1 000℃,試件表面顏色以灰色為主,隨著溫度的提高,表面顏色從銀灰色(局部淺綠)向暗灰色轉變。
3879 3
aero-engine ??? 2年前
解決射出過程中的波浪紋缺陷 
優化模腔結構如果模具型芯的棱角較突出,會增加熔體流動的阻力,導致流動不穩定,因此改變模具型芯的棱角設計,使其緩沖過渡,可以保持熔體流動的穩定,避免波浪紋的形成。調整制品厚度設計盡量將制品的厚度設計為均勻,因為不均勻的厚度會導致熔體流動阻力不一致,從而造成流動不穩定,這也是波浪紋產生的一個原因。
3488 1
ACMT協會 ??? 1年前
如何利用CAE檢測產品外觀問題 
假如你的剪切率高,但是模溫、料溫同時也控制在較高且均勻的情況下,或者產品厚薄差異不大,設計過渡合理的情況下,實際打出來的樣件可能也不會有外觀問題。所以CAE使用者除了運用軟件,還應具備一定的產品設計、模具設計以及成型工藝能力。這樣才有利于每位CAE工程師建立屬自己的結果判定標準,比如3C產品和家電產品的標準肯定也不一樣。CAE軟件作為工具,在不同的使用者下發揮出來的價值也不同。
2355
ACMT協會 ??? 2年前
注塑加工產品出現黑點、雜質的原因及解決辦法! 
,不易產生碳化黑點,放置碳化黑點的同時要嚴防積料,要消除螺筒,噴嘴,流道中的死角,使其轉彎處有平緩過渡,消除可能有料滯留的區域 3.3.對于助劑降解沉積或已有碳化料沉積在螺紋面以及螺筒壁上的黑點,一般隨生產進行,這些黑點會在螺筒內各種強力剪切作用下脫離其原先附著面進入熔料中而被排除 3.4.對于成型中黑點,黑點必定先附著于型腔表面,然后被熔料裹挾固定于制品表面 對確定材料不良的模具
3429
Im智能注塑 ??? 3年前
配電變壓器損壞率高的原因,含解決對策! 
配電變壓器引出導電桿與高、低壓側架空線路的導線相連接,應采用銅鋁過渡件或銅鋁設備線夾進行,并要求在連接之前將銅鋁過渡件或銅鋁設備線類表面用零號砂布打磨之后,再在表面上涂抹上適量的導電膏后進行連接。 操作配電變壓器分接開關時,必須按規程要求進行,操作完之后不可立即投入運行。
2143
電力講壇 ??? 4年前
TIG、MIG 、MAG 焊接的區別對比!一次整明白! 
以外加氣體作為電弧介質,并保護金屬熔滴、焊接熔 池和焊接區高溫金屬的電弧焊方法,稱為熔化極氣體保護電弧焊。用實芯焊絲的惰性氣體(Ar 或 He)保護電弧焊法稱為熔化極惰性氣體保護焊, 簡稱 MIG 焊。 MIG 焊接除用金屬絲代替焊炬內的鎢電極外,其它和 TIG 焊一樣。因此,焊絲由電弧熔化,送入焊接區。電力驅動輥按照焊接所需從線軸把焊絲送入焊炬,熱源也是直流電弧。
4707 1
化工設備人 ??? 3年前
【塑料界黑科技】LCP塑料:高耐溫、高剛性,一次了解這種神奇材料! 
? 螺管塑化松退條件:LCP 塑化時通常可不設定螺桿松退,若為解決噴嘴滴垂而設定松退,一般建議松退距離小于2~4mm,過度松退容易在噴嘴處包入空氣或水汽。? 射出成型射出壓力條件:射壓設定條件跟LCP 材料等級、機臺規格及成品設計有關,LCP 具低熔融黏度,所以一般使用較低射壓條件。
8305 4 1
ACMT協會 ??? 2年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
