



二次拉延消除發(fā)蓋外板滑移線缺陷 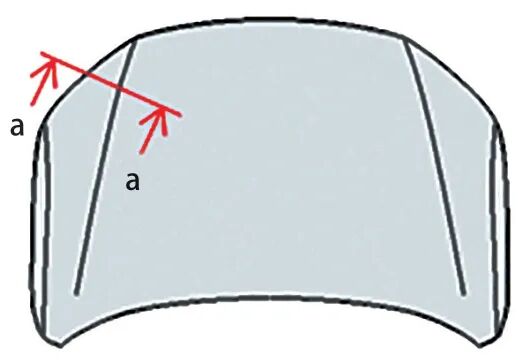
圖3 CAE 分析滑出距離圖4 沖壓零件滑移線缺陷常規(guī)方法的分析驗證結(jié)果由滑移線產(chǎn)生的機理可知,解決滑移線缺陷的基本思路主要是減少棱線處材料流動和降低棱線處模具跟材料的沖擊力即接觸應(yīng)力。基于這個思路通常的解決手段有:⑴沖壓方向的調(diào)整;⑵工藝補充面的優(yōu)化;⑶拉延筋阻力調(diào)整。
2852 1 2
金屬加工前沿 ??? 3年前
Autoform在拉延筋快速修磨中的應(yīng)用 附Autoform+材料庫下載 
沖壓拉延工序常見缺陷及原因分析大型外覆蓋沖壓件拉延工序成形形狀很復(fù)雜,通常延周成形深度較大,內(nèi)部存在較多造型、加強筋等,由于成形面積大、成形深度不同,內(nèi)部型面很大程度上依賴于材料塑性變形,對材料成形性能有較高要求。此外,由于成形深度深、形狀復(fù)雜,容易出現(xiàn)制件翹曲變形、表面擦(拉)傷、拉裂及褶皺等質(zhì)量缺陷。2.
2285
陀飛輪啊 ??? 4年前
為什么說鋁沖壓和液壓成型工藝是未來發(fā)展趨勢 
起吊容易變形板料方面,鋁合金主要有三個方面問題。第一,有效期:汽車鋁合金主要使用5系、6系鋁合金,有效期6個月,經(jīng)過中間流轉(zhuǎn)的環(huán)節(jié),工廠有效期3個月;第二,清潔度:在流轉(zhuǎn)及現(xiàn)場存放過程,鋁合金表面清潔度要保證,否則容易出現(xiàn)缺陷;第三,防變形:在流轉(zhuǎn)運輸過程,頻繁的移動容易使鋁板變形,尤其在沖壓線首上料過程,建議使用叉車上料,行車流轉(zhuǎn)容易變形。
2234
機械學(xué)霸 ??? 3年前
汽車沖壓模具的回彈分析及案例 
沖壓件回彈的影響因素1、材料性能在汽車身上有不同強度的沖壓件,從普通板材到高強板,不同板材有著不同的屈服強度,板材的屈服強度越高,就越容易出現(xiàn)回彈現(xiàn)象。厚板料零件的材料一般采用熱軋?zhí)妓劁摪寤驘彳埖秃辖鸶邚姸蠕摪濉?/div>
3106
金屬加工前沿 ??? 3年前
側(cè)圍外板尾燈口暗坑優(yōu)化方法研究 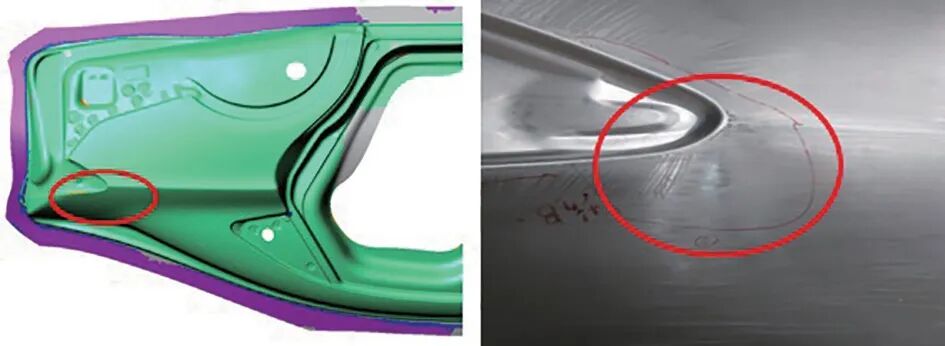
如圖4 所示,從拉延模具的特征區(qū)域狀態(tài)來看,尾燈口拉延凹模造型為反成形;尾燈拉延凹模棱線存在凹點聚料,導(dǎo)致該區(qū)域板材出現(xiàn)成形不均勻的趨勢,缺陷會集中在尾燈口區(qū)域的正反向成形的交界處,是應(yīng)變不足的交界區(qū)域。
2029 1 1
金屬加工前沿 ??? 3年前
鈑金件常用材料,表面處理及缺陷總結(jié) 
三、鈑金件的常見缺陷匯總 對于鈑金件來說,表面質(zhì)量應(yīng)該是很重要的了,這里根據(jù)自己經(jīng)驗的積累,對容易出現(xiàn)的各種問題進行簡單的表述. 1、凹凸:沖壓件模具、沖壓過程的原因,導(dǎo)致凹凸不平。 2、劃傷:由于其他原因造成的零件劃傷,可能是件與件之間造成,也可能是外部原因?qū)е隆?3、銹蝕:防護不當(dāng)導(dǎo)致產(chǎn)品銹蝕,或者由于保存期限太長,或材料不符合要求,或防銹油不符合要求。
5059 4
機械工程師 ??? 2年前
鋁合金沖壓板件在沖壓與焊接上的工藝要求 
表1 鋁板模具要求 鋁合金板材長期保管注意事項 1)鋁板材失效硬化的后屈服強度上升,包邊加工性降低模具制作時,考慮使用滿足規(guī)格要求的上限材料,生產(chǎn)前進行可行性確認; 2)用于生產(chǎn)的拉延油/防銹油容易揮發(fā),板料包裝打開后應(yīng)立即使用,或在沖壓前進行清洗涂油; 3)表面容易氧化,不可露天放置,必須進行特殊管理(包裝)。
2447 5
金屬加工前沿 ??? 3年前
鈑金件常用材料,表面處理及缺陷總結(jié)
三、鈑金件的常見缺陷匯總 對于鈑金件來說,表面質(zhì)量應(yīng)該是很重要的了,這里根據(jù)自己經(jīng)驗的積累,對容易出現(xiàn)的各種問題進行簡單的表述. 1、凹凸:沖壓件模具、沖壓過程的原因,導(dǎo)致凹凸不平。 2、劃傷:由于其他原因造成的零件劃傷,可能是件與件之間造成,也可能是外部原因?qū)е隆?3、銹蝕:防護不當(dāng)導(dǎo)致產(chǎn)品銹蝕,或者由于保存期限太長,或材料不符合要求,或防銹油不符合要求。
5055 4 1
機械工程師 ??? 2年前
汽車沖壓生產(chǎn)線清潔度管控方法 
圖11 皮帶機擦拭模具清潔 在每批次生產(chǎn)之前,模具表面清潔度要進行確認,尤其是拉延序模具,因為零件表面的凹坑、凸包缺陷主要由拉延序模具引起,拉延序的模腔在保養(yǎng)維修后不僅會殘留灰塵,還會殘留模具清洗后的水漬和油污。最直接的清潔方法就是在每批次外板件生產(chǎn)之前都要擦拭模腔一次,如圖12 所示,擦拭紙巾采用專用除塵布,確保生產(chǎn)前模腔的清潔。
2965
FMMM ??? 4年前
談?wù)勀>咧圃斓膬蓚€關(guān)鍵工序:模具研配和調(diào)試方法(下) 
壓邊圈的頂起高度關(guān)系到板料在開始拉延之前鎖在拉延筋以內(nèi)的材料的量,對整個模具調(diào)試有重要的影響。壓邊圈高度一般以壓料面和凸模最高點平齊為基準(zhǔn),高度差通常不超過30mm。 拉延筋鎖入的材料太多,沖壓的時候容易出現(xiàn)變形或者起皺。內(nèi)板件如果拉延后不能完全吸收多余的材料,會形成起皺、變形。外板件成形后即使能吸收掉這些多余的材料、肉眼已不易看見變形,但是板件打油石后仍然會看到變形。
4112
FMMM ??? 4年前
五金沖壓加工常見的外觀缺陷 
五金沖壓件生產(chǎn)廠家,在日常的沖壓生產(chǎn)過程中,沖壓件的外觀會出現(xiàn)一些缺陷。沖壓件所需的沖壓工序不同,產(chǎn)生的外觀缺陷也各有不同。今天小編就為大家介紹下常用到的幾種沖壓工序常見的外觀缺陷。 1.在沖壓件的落料、沖孔、修邊工序,常見的外觀缺陷是:毛刺過大、變形、表面劃傷、漏沖孔等。 2.在沖壓件的拉深工序,常出現(xiàn)的外觀缺陷是:拉裂、起皺、表面拉傷、波浪、鼓包、凹坑、麻點。
2104
東一金屬 ??? 3年前
沖壓拉伸過程中刺破刀如何運用
現(xiàn)場問題描述:如圖所示零件產(chǎn)品區(qū)域由于R角比較小(產(chǎn)品造型決定的),容易出現(xiàn)開裂,造成停機,報廢率高。通過調(diào)節(jié)降低壓邊圈的壓力和將開裂位置對應(yīng)的拉延筋減低1/2也無法解決開裂的問題(同時由于降低壓力和降低拉延筋造成零件局部區(qū)域起皺)。
3055 3 1
金屬加工前沿 ??? 3年前
高速沖壓模具吊緊緩沖組件的設(shè)計原則 
在一定程度上,該方法有效,但高硬度的橡皮塑性較差,頻繁承受瞬間高沖擊力后易被壓潰,甚至出現(xiàn)被壓碎的問題,對模具批量生產(chǎn)造成安全隱患。 ⑵增加緩沖吊桿下部墊片厚度。如圖7 所示,增加墊片厚度相當(dāng)于減小模具緩沖吊桿的長度,緩沖橡皮處于壓縮狀態(tài),可以提前介入承受瞬間沖擊力。但該方法也存在一定的缺陷,如緩沖橡皮的壓縮量更大,更容易出現(xiàn)老化。
2465 1
金屬加工前沿 ??? 3年前
汽車沖壓生產(chǎn)車間工藝概述
冷沖壓的特點:產(chǎn)品尺寸穩(wěn)定,精度高,重量輕,剛度好,互換性好,高效低耗,操作簡單,易于實現(xiàn)自動化。三、冷沖壓基本工序的分類冷沖壓概括起來分兩大類:成形工序和分離工序。1. 成形工序是坯料在不破裂的條件下產(chǎn)生塑性變形而獲得一定形狀和尺寸的沖壓件。成形工序分:拉延、彎曲、翻邊、整形等。拉延:利用拉延模使平面坯料(工序件)變成開口空心件的沖壓工序。
2805 1
金屬加工前沿 ??? 3年前
關(guān)于縱梁翹曲問題的研究 
縱梁腹面翹曲問題描述圖1為某車型的縱梁內(nèi)板現(xiàn)場調(diào)試過程中在腹面位置產(chǎn)生的翹曲缺陷,這些缺陷會影響產(chǎn)品的焊接,導(dǎo)致焊點不牢,出現(xiàn)開焊的風(fēng)險,直接影響車身焊接質(zhì)量。圖2為CAE分析在Springback時,確認制件與凹模工具對比狀態(tài),Autoform分析結(jié)果同樣有翹曲狀態(tài)。
2372 1 1
FMMM ??? 4年前
不銹鋼壓力容器封頭研究
出現(xiàn)減薄超標(biāo)的主要原因有:一是壓邊圈壓力過大,坯料拉伸自由度小;二是坯料和模具光潔度差、潤滑劑效果不佳,造成坯料拉伸阻力大,拉伸效果差;三是壓鼓工藝控制不好導(dǎo)致壁厚減薄不均。1.5劃傷缺陷及產(chǎn)生原因分析封頭劃傷是封頭加工過程中產(chǎn)生表面損傷缺陷,內(nèi)外表面都可能出現(xiàn)劃傷現(xiàn)象。
2313 1
化工設(shè)備人 ??? 4年前
ANSYS Forming 2023R1簡要評測 
后處理 后處理基本上該有的都有了,沒啥大問題,操作上也相對比較容易; 5.
3531 4 1
王毅 ??? 3年前
車身覆蓋件修邊模正側(cè)交刀結(jié)構(gòu)研究 
到了交付驗收階段,修邊毛刺形影不離,以致于將就沖壓生產(chǎn),質(zhì)量久久不被認可。也有沖壓工藝設(shè)計欠佳,且工藝初定,一成不變,導(dǎo)致交刀結(jié)構(gòu)設(shè)計無法推動工藝進一步優(yōu)化;還有為了搶首輪提樣進度,拉延成形、翻邊類模具設(shè)計在先,修沖模設(shè)計滯后。待修沖結(jié)構(gòu)評審,需要調(diào)整沖壓工藝之時,成形類已經(jīng)投鑄,錯失了設(shè)計階段提升優(yōu)化的第一窗口。
2768
FMMM ??? 4年前
用案例說話,沖壓開裂這樣解決! 
現(xiàn)場可以在相同的成形狀態(tài)下,切換成原來的板料進行沖壓。如果開裂能解決,那就基本確認是材料性能波動引起的開裂。4. 解決方案:從圖片來看,制件的開裂很小,可判斷是制件成形結(jié)束最后幾毫米才出現(xiàn)的開裂。從而可斷定,材料切換引起的開裂問題能夠解決。如果不切換材料,解決方案主要是優(yōu)化模具和沖壓條件。(1) 降低成形的壓料力或是壓邊力。
2003
模具設(shè)計UG編程教學(xué) ??? 3年前
汽車沖壓自動化生產(chǎn)線規(guī)劃及注意事項 
只要知道年產(chǎn)能,結(jié)合規(guī)劃給定的生產(chǎn)綱領(lǐng)和沖壓件種類,便能很容易計算出需求的生產(chǎn)線數(shù)量。
5022
金屬加工前沿 ??? 2年前
20條/頁 
 25
25 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
