



“不容忽視的表面現象:塑膠射出后的浮纖問題詳解! 
一般纖維補強塑膠射出件要解決產品表面浮纖現象 時,可以藉由幾項方式來進行調整:1.
4756 1
型創科技2023 ??? 2年前
干貨分享|透明塑膠光學產品的殘留應力定性分析 
圖2:射出成品厚度方向分子排向(定向)程度除了在成品厚度方向上下表面有一薄層固化層外,大部分區域是屬于熔膠流動層,而這區域主要的內部應力形成是由于不均勻的冷卻造成,塑膠件厚度方向的冷卻作用是由與模壁接觸之成品表面開始向成品內部延伸,所以中心層是最慢冷卻的區域。
2502 3
ACMT協會 ??? 2年前
金屬粉末射出成型(MIM) 
第三個靈魂──短射觀察注意,所有射出成型的短射觀察不是以百分比,而是要以幾何斷面的形狀來進行射出短射,根據短射的結果才能調整多段射出的參數設定包含射出速度、計量位置,圖3:MIM 射出成型過程的短射觀察──必須根據截面積變化來進行如圖3 在耀德的客戶端配合課程的訓練進行短射,尤其是針對產品具有變化很大的截面,一定要進行短射分析,并且觀察粉膠分離出現的位置在哪?
3860
ACMT協會 ??? 2年前
日本精致模具設計:排氣頂針模具技術案例 
■ ACMT/ 杜俊德前言塑膠射出加工這個行業,真正在日本開始大約經過了50 年,但至今還有許多生產過程中,老生常談的品質不良的代表名詞「短射」「毛邊」「燒焦」「翹曲」「變形」 等等并沒有消失。為了解決相關的問題,技術者必須將機器停止,再加以調整,「從射出開始偶爾的瞬間停機, 如何能達到完全不用停止就能生產呢?
3476 1
ACMT協會 ??? 2年前
提高薄壁注塑加工精度的四個技巧 
1、關模壓:原則上應該大于塑膠射入模內的總壓,以不出毛邊為基準。 2、壓力和速度有部分相同的關系作用于模內的目的是使原料進入模內能均勻,徹底,適量的充滿各角落.太低會短射,縮水,太高有毛頭,過飽,粘模,燒焦,易損模具及內應力高等不良現象。 3、速度的快慢是決定原料在模具澆道內及成品中之狀況,快有毛邊,過飽,燒焦,慢了就會出現短射,縮水,結合不良易斷等。
2458 1
高分 ??? 4年前
【塑料界黑科技】LCP塑料:高耐溫、高剛性,一次了解這種神奇材料! 
目前射出成型加工所使用的LCP 塑膠都是屬于熱定向液晶高分子聚酯塑膠(TLCP),此類LCP 高性能工程塑料可以提供出色的薄壁產品高流動成型能力,同時具有不產生毛邊、具低熱膨脹系數(CTE)、低吸濕性、高尺寸穩定性、高強度和高剛度,與耐高溫無鉛回焊后制程的相容性和射出成型循環時間極短等許多材料優勢。
8295 4 1
ACMT協會 ??? 2年前
塑膠產品外觀白痕解決方向 
像圖1這個產品,它的澆口在上方的非外觀面,我們通過打短射樣件發現該白痕在充填開始就存在。說明這個問題和后面的保壓階段無關。既然問題出現在充填階段,我們就需要了解一下熔膠在普通注塑下的流動行為。(圖2)這是熔膠在模穴內的流動,我們稱為噴泉流場。熔膠在模穴內分為三層:固化層、剪切層、中心流動層。
4027 2
型創科技2023 ??? 2年前
金屬粉末射出成型(MIM) 
第三個靈魂──短射觀察 注意,所有射出成型的短射觀察不是以百分比,而是要以幾何斷面的形狀來進行射出短射,根據短射的結果才能調整多段射出的參數設定包含射出速度、計量位置,如圖3在耀德的客戶端配合課程的訓練進行短射,尤其是針對產品具有變化很大的截面,一定要進行短射分析,并且觀察粉膠分離出現的位置在哪?氣泡與內部缺陷出現的位置?工程師要注意觀察并切開生坯分析。
2454
ACMT協會 ??? 2年前
塑膠材料的收縮與翹曲(一) 
塑膠材料的收縮與翹曲(一)■ 型創科技/ 劉文斌 技術總監前言在射出成形制程中,當高溫塑料熔膠射入模穴后開始進 行冷卻時,因材料熱漲冷縮的特性,所以會使塑料在冷 卻的過程中,持續伴隨著材料比體積 (specificvolume) 的減小,此冷卻過程所產生的體積減小,就是塑膠材料 的收縮現象。此收縮現象會持續進行直到成品冷卻到室 溫條件后,體積收縮變化才達到平衡狀態。
2841 2
型創科技2023 ??? 3年前
決定多模穴射出件的流動平衡性 
決定多模穴平衡性的實驗程序將飽壓壓力條件設定為0將飽壓作用時間條件設定為0將螺桿塑化后退延遲時間設定成預估的保壓時間近似值設定冷卻時間約為此產品足夠冷卻可頂出的時間將射出速度條件設成由塑料黏度曲線研究上所得到的射出速度值其余的射出條件設定與另一文件- 黏度研究所使用條件相同,開始進行射出實驗調整切換VP位置,以得到射出短射樣品,若有不平衡現象則以最大量模穴樣品產生短射件的條件進行樣品射出
2613 2
型創科技2023 ??? 2年前
氣體輔助射出技術(Gas assisted injection molding) 
使用較小的射出成型機臺機臺設備成本低,但相對的增加氣輔的氣道模具和進氣設備( 如圖1),也增加一些成本,所以隨著成型機臺的技術進步也逐漸取代一些過去僅能以氣輔制程制作的部件,所以目前氣輔的制程大多應用于平板加肋件( 如事務機或顯示器的外殼等) 或是粗厚件輕量化( 如車用手把)。
2614 2 1
ACMT協會 ??? 2年前
塑膠材料的收縮與翹曲(二) 
塑膠材料的收縮與翹曲(二)■ 型創科技/ 劉文斌 技術總監纖維補強塑料纖維補強塑料由于其纖維具有高度纖維排向效果,所以 此材料射出件也會因纖維排向造成不同方向具有不同 的特性。對于一無補強材添加的純料塑料及一有纖維補 強的塑料,在相同產品設計下相互比較其翹曲方向,不 難發現可能對于相同射出件會產生出完全相反的翹曲趨 勢,如(圖1)所示。
2412 3 2
型創科技2023 ??? 3年前
塑膠的結構設計:加強筋篇(下) 
所以,加強筋也是需要設計拔模斜度,拔模斜度理論上越大,塑件就更容易被頂出,但是拔模斜度α越大,加強筋的頂部厚度C就越小,或者說同樣的拔模斜度,加強筋高度H越高,頂部厚度C就越小;加強筋高度H太高,頂部厚度C值太小有以下壞處:1)加強筋的本身的強度被削弱,進而影響整個塑膠件的剛度或強度。 2)需要更高的注射壓力,甚至會引起短射而缺膠。
3334
結構攻城獅 ??? 4年前
技術文章 | 金屬粉末射出成型(MIM) 
第三個靈魂──短射觀察注意,所有射出成型的短射觀察不是以百分比,而是要以幾何斷面的形狀來進行射出短射,根據短射的結果才能調整多段射出的參數設定包含射出速度、計量位置,圖3:MIM 射出成型過程的短射觀察──必須根據截面積變化來進行如圖3 在耀德的客戶端配合課程的訓練進行短射,尤其是針對產品具有變化很大的截面,一定要進行短射分析,并且觀察粉膠分離出現的位置在哪?
3131
型創科技2023 ??? 2年前
塑膠件的結構設計:倒角篇 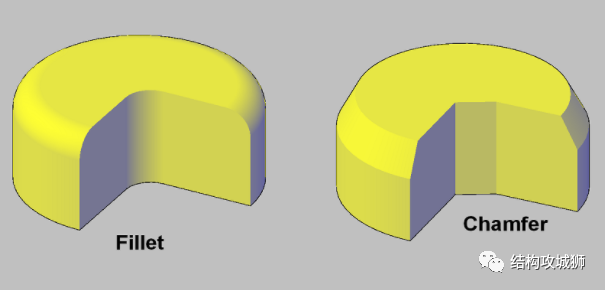
2、塑膠件的強度熔融聚合物流過和流過鋒利的邊緣會引起剪切,進而導致聚合物鏈斷裂。這些較短的聚合物鏈導致塑膠件的平均分子量較低;因此塑膠件的強度和性能可能會降低。添加圓角半徑,即使是很小的半徑,也將有助于流動并有助于防止這種剪切現象。3、應力集中疲勞破壞是由裂紋擴展引起的,而裂紋的形成主要在應力集中部位和構件表面。在截面尺寸突然改變處,如轉角處,要采用半徑足夠大的過渡圓角。
9785 3
結構攻城獅 ??? 3年前
CAE模流分析101招 -第28招、塑膠制品開發流程模流分析切入最佳時機篇~【智能制造篇】 
,對于塑膠制品塑件就高達20件, 因此如何讓除濕機在季節性需求時可順利生產,就考驗 工程人員的能力,如何有效的完成每個塑件的加工時間 與質量,如何利用CAE軟件的輔助,讓產品準時上市銷 售為重要的議題。
2289 1
型創科技2023 ??? 2年前
透明塑膠光學產品的殘留應力定性分析 
圖2:射出成品厚度方向分子排向(定向)程度除了在成品厚度方向上下表面有一薄層固化層外,大部分區域是屬于熔膠流動層,而這區域主要的內部應力形成是由于不均勻的冷卻造成,塑膠件厚度方向的冷卻作用是由與模壁接觸之成品表面開始向成品內部延伸,所以中心層是最慢冷卻的區域。
2578
ACMT協會 ??? 2年前
塑膠件的結構設計:超聲波焊接篇(上) 
以上塑膠焊接的方法中,應用最多的是超聲波焊接,這是因為其有非常高的焊接效率,超聲波焊接的整個過程在短短幾秒完成,與其他焊接方式相比,無需事先加熱工具,也無需長時間等待接頭固化或干燥。03 超聲波焊接的原理超聲波:是指頻率超過人耳聽覺范圍上限(20000Hz)的聲波。由于其頻率高,因而具有許多特點:首先是功率大,其能量比一般聲波大得多,因而可以用來切削、焊接、鉆孔等。
4622 2 1
結構攻城獅 ??? 3年前
塑膠件實現類似金屬拉絲效果的工藝方法 
大致工藝流程如下:1)去應力:由于塑料注塑后存在內應力,為了減少電鍍后制品的變形,故要去除內應力,一般用丙酮溶液浸泡;2)脫脂:為了保證粗化時對溶液的均勻接觸,先要去除塑料件上的油脂,一般用中低溫堿性液體清洗;3)粗化:目的是為了保證塑膠件與液體的接觸面積,一般釆用高鉻酸溶液;4)中和、還原:去除塑膠件表面殘留的強酸、氧化物等雜質,提高塑膠件的親和性;5)預浸:為了讓塑膠件表面附上二價鉻離子
3232 3 2
結構攻城獅 ??? 3年前
玻璃轉移溫度 Glass transition temperature 
另外像PPS 材料的Tg 范圍約在80℃ ~100℃左右,所以在PPS 的成型加工時其溫度變化從熔融態冷卻到室溫,將會經過材料的玻璃轉移溫度,所以射出成形時的冷卻模溫條件就要考慮到Tg 的影響,通常PPS 材料的料商建議射出模溫設定條件約在130℃以上,主要的原因是希望在射出周期時間越短的生產要求下,PPS 材料由熔融膠料射入到模穴時,可以處于在一高出PPS 的玻璃轉移溫度(Tg) 以上的冷卻環境下
4225 3 1
型創科技2023 ??? 2年前
20條/頁 
 7
7 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
