



生產(chǎn)制造 | VISI高效實(shí)現(xiàn)沖壓連續(xù)模具沖頭設(shè)計(jì) 
該管理器包含多種對于完整沖頭設(shè)計(jì)的功能,例如設(shè)計(jì)拉伸沖頭、為沖頭在各模板間創(chuàng)建可調(diào)的間隙假體,以及設(shè)計(jì)沖頭的掛臺、桿部和根部等。這些功能能幫助工程師更穩(wěn)定、快捷地完成沖頭設(shè)計(jì)流程,縮短沖頭設(shè)計(jì)的建模時間,從而提高設(shè)計(jì)效率。接下來,讓我們一起看看VISI是如何實(shí)現(xiàn)沖頭設(shè)計(jì)的。01識別沖頭類型VISI軟件將沖頭分為沖孔沖頭、切離沖頭、切邊沖頭、折彎沖頭、定位銷這五大類。
2829 2 1
海克斯康設(shè)計(jì)與仿真 ??? 11月前
基于自動化生產(chǎn)的卡車縱梁落料沖孔模設(shè)計(jì) 
圖6 落料凹模波浪刀口設(shè)計(jì)表1 沖頭分級表其次,就是考慮如何消除振動對沖頭固定座的影響,為節(jié)省空間位置傳統(tǒng)的設(shè)計(jì)基本都是采用獨(dú)立的沖頭三角式固定座,這種獨(dú)立式的沖頭固定座優(yōu)勢就是有利于解決沖孔毛刺問題,劣勢就是生產(chǎn)過程中容易振松導(dǎo)致沖頭斷裂或拔沖頭問題。
2126
金屬加工前沿 ??? 3年前
【專業(yè)知識】最全的沖壓工藝與產(chǎn)品設(shè)計(jì)知識大匯總 
(缺點(diǎn):毛刺方向無法改變,必須與沖頭方向相反)注意:要求切口部位與折彎部位距離足夠大, 滿足沖頭強(qiáng)度.切舌、切曲 結(jié)構(gòu)設(shè)計(jì)的注意點(diǎn):1)切曲時沖頭的寬度要足夠大,零件設(shè)計(jì)時保證切口部位和折彎部位的距離在5mm以上,否則沖頭強(qiáng)度低,影響模具的壽命。2)模具設(shè)計(jì)時刀口剪切部分要保證3mm左右的直邊,以防止產(chǎn)生崩刀的現(xiàn)象。沖頭兩邊要保證留有斷差,從而保證先剪后彎。
3099 1
機(jī)械工程師 ??? 3年前
生產(chǎn)制造 | 模具設(shè)計(jì)與制造-VISI料帶設(shè)計(jì) 
02料帶階段-沖頭設(shè)計(jì)料帶階段沖頭設(shè)計(jì),可以通過下圖標(biāo)注3中的方式快捷生成沖頭。(1)增加內(nèi)部沖頭模式,直接增加沖頭。注意這里要求產(chǎn)品內(nèi)部為封閉的孔、異形形狀從而生成沖頭;(2)封閉的輪廓線、2D線圍成的封閉區(qū)域,生成自定義沖頭;(3)建模3D實(shí)體,生成自定義沖頭。(4)視頻演示。
2780
海克斯康設(shè)計(jì)與仿真 ??? 1年前
模具設(shè)計(jì)“脫料結(jié)構(gòu)”如何選取?使用范圍揭秘,你學(xué)習(xí)了嗎? 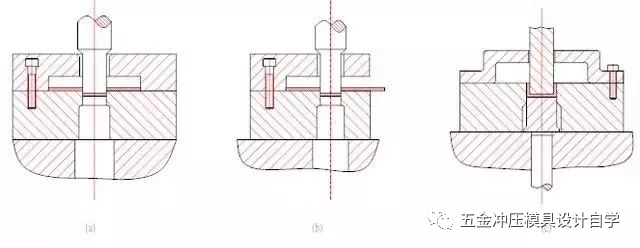
卸料板的設(shè)計(jì)合理的脫料板結(jié)構(gòu)是模具正常運(yùn)行的依據(jù)之一。脫料板除了脫料以外,有時與沖頭的導(dǎo)向板合二而一,起到沖頭的導(dǎo)向及保護(hù)作用a、脫料板的形狀及尺寸脫料板析的外形多與沖模的上、下模座形狀相似,一般為長方形和圓形兩種。脫料板的厚度與沖裁板料的厚度及脫料板的寬度也有關(guān)。b、脫料板成形孔的設(shè)計(jì)脫料板成形孔的形狀基本與刀口的形狀相同。因此,加工時應(yīng)與刀口配合加工。
3778
張偉一 ??? 3年前
C3P Cast-Designer 是可以直接設(shè)計(jì)量產(chǎn)方案的工具,不只是模擬 
大概的流程可以分為以下幾個步驟:第一步:鑄造工藝參數(shù)設(shè)計(jì),這里我對比了70mm沖頭和80mm沖頭第二步:分配內(nèi)澆口的位置,大小,這里我用到了“快速澆口”功能,雖然與實(shí)際模擬的過程有差異,但在方案設(shè)計(jì)的前期,幾秒的時間,幾乎所見即所得,對于內(nèi)澆口的選擇還是非常方便的。第三步:就是根據(jù)以上兩步的結(jié)果,來設(shè)計(jì)整體的流道,渣包。這個過程完全是在C3P軟件里面完成的。
1922
C3PChina ??? 4年前
工藝設(shè)計(jì)參數(shù)與調(diào)機(jī)實(shí)時條件的差異與建議 
所以說的話在這幾點(diǎn)就是說我們選擇的是140噸的就是140的這樣一個沖頭。
2123
C3PChina ??? 4年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
如果你感覺遇到了瓶頸,想往模具設(shè)計(jì)或者編程發(fā)展聯(lián)系我 掃描二維碼添加老師微信,備注“模具設(shè)計(jì)或者UG編程” 微信:CHFX002 QQ:487209997 轉(zhuǎn)發(fā)點(diǎn)贊本文可獲得學(xué)習(xí)資料分享哦,記得一定要加我!!!
2377
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
高速精密沖壓連續(xù)模不會怎么辦!讓我來教你 
都是我創(chuàng)作的動力,期待你的加入1、沖孔落料力的計(jì)算①:了解沖壓沖裁加工(剪切加工)所需的加工力對于沖壓機(jī)的選型或模具設(shè)計(jì)來說也是不可或缺的。②:在沖裁加工中,有時會發(fā)生凸模刃部折損和肩部破損等問題。這些問題大多是由于零件的技術(shù)數(shù)據(jù)不足,以及沖頭凹模的材和形狀選擇錯誤所引起的。
1885
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
典型閥門閥體多向模鍛成形工藝及應(yīng)用 
本文根據(jù)我公司多向模鍛設(shè)備情況及生產(chǎn)經(jīng)驗(yàn),總結(jié)分析了三種成熟的典型閥門閥體多向模鍛成形制造工藝,通過采用不同的成形方式和模具結(jié)構(gòu)形式,配合多向模鍛主機(jī)設(shè)備,可設(shè)計(jì)成形制造多種結(jié)構(gòu)復(fù)雜鍛件。
2840
FMMM ??? 3年前
設(shè)計(jì)仿真 | 應(yīng)用Marc和機(jī)器學(xué)習(xí)軟件進(jìn)行非線性模型優(yōu)化 
采用平面應(yīng)變分析模型,其中工件被沖頭壓入模具,坯料壓邊圈用于保持工件外面部分在合適的位置;最后釋放沖頭,并研究工件的回彈。沖頭和沖模的幾何形狀,以及沖模下彎曲部分的角度將發(fā)生變化,以實(shí)現(xiàn)成形工件底部平坦的形狀,即工件左下側(cè)節(jié)點(diǎn)的垂直位移為-20。請注意,沖頭的圓角半徑和下模的圓角半徑之間存在一種關(guān)系:下模半徑為沖頭半徑再加3毫米,3毫米是工件的初始厚度。
2737
海克斯康設(shè)計(jì)與仿真 ??? 2年前
設(shè)計(jì)仿真 | 應(yīng)用Marc和機(jī)器學(xué)習(xí)軟件進(jìn)行非線性模型優(yōu)化 
采用平面應(yīng)變分析模型,其中工件被沖頭壓入模具,坯料壓邊圈用于保持工件外面部分在合適的位置;最后釋放沖頭,并研究工件的回彈。沖頭和沖模的幾何形狀,以及沖模下彎曲部分的角度將發(fā)生變化,以實(shí)現(xiàn)成形工件底部平坦的形狀,即工件左下側(cè)節(jié)點(diǎn)的垂直位移為-20。請注意,沖頭的圓角半徑和下模的圓角半徑之間存在一種關(guān)系:下模半徑為沖頭半徑再加3毫米,3毫米是工件的初始厚度。
2508
MSC結(jié)構(gòu)軟件 ??? 2年前
冷沖壓知識:沖壓模具十八般武藝,活到老,學(xué)到老! 
如果你感覺遇到了瓶頸,想往模具設(shè)計(jì)或者編程發(fā)展聯(lián)系我 掃描二維碼添加老師微信,備注“模具設(shè)計(jì)或者UG編程” 微信:CHFX002 QQ:487209997 轉(zhuǎn)發(fā)點(diǎn)贊本文可獲得學(xué)習(xí)資料分享哦,記得一定要加我
2176 1
模具設(shè)計(jì)UG編程教學(xué) ??? 3年前
Simufact.forming鉚接解決方案 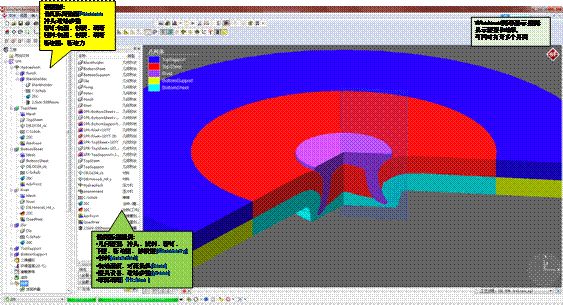
鉚接問題鉚接仿真軟件需要解決的主要問題如下:(a)對各種鉚接工藝進(jìn)行模擬;(b)分析各個工藝參數(shù)設(shè)計(jì)是否合理,其中包括鉚釘?shù)男螤睢⒛>叩?em>設(shè)計(jì)、沖頭的進(jìn)給力、材質(zhì)等;(c)產(chǎn)品加工可行性驗(yàn)證前期指導(dǎo),例如當(dāng)前工藝方案下是否能夠得到滿足要求的連接結(jié)果(互鎖距離、底板最終厚度等),以及是否滿足后續(xù)的機(jī)械性能要求;Simufact.forming的用戶界面(上圖顯示了鉚接后的狀態(tài)
4979 7 3
仿真客 ??? 3年前
跟大咖學(xué)設(shè)計(jì) · 第24期 | 小噸位季軍-大象隊(duì)作品詳解 
通過澆口套螺旋水路的設(shè)計(jì),可以穩(wěn)定澆口套溫度,改善沖頭在推動鋁液高速運(yùn)動過程中的穩(wěn)定性、確保產(chǎn)品的品質(zhì)與生產(chǎn)的穩(wěn)定性,延長料套使用壽命。? 亮點(diǎn)三:滑塊延時開模。上下模開模15mm后,滑塊開始移動,防止產(chǎn)品受力不均產(chǎn)生開模變形。? 亮點(diǎn)四:排水防塵。
1114
Supreium適創(chuàng)科技 ??? 28天前
內(nèi)澆口速度的影響與選擇 
內(nèi)澆口速度跟壓射沖頭速度、內(nèi)澆口的截面積和壓射沖頭截面積三者相關(guān)。而其中沖頭截面積與內(nèi)澆口截面積的比值,也叫“加速比”,是壓鑄工藝設(shè)計(jì)的重要參數(shù),我們后續(xù)再展開講述。 在Cast-Designer中,內(nèi)澆口速度會根據(jù)鑄件基本參數(shù),自動提供,并應(yīng)用到設(shè)計(jì)造型中。 如何選擇內(nèi)澆口速度? 內(nèi)澆口速度主要對壓鑄件的表面粗糙度和內(nèi)部組織的致密度有很大的影響。
2105
C3PChina ??? 3年前
應(yīng)用FLOW-3D CAST模擬高壓鑄造的PVT 
圖2 模擬結(jié)果標(biāo)準(zhǔn)圖3 原始設(shè)計(jì)CP1及CP2的PVT圖圖4 原始設(shè)計(jì)CP3及CP4的PVT圖 由原始設(shè)計(jì)的結(jié)果進(jìn)行鑄件設(shè)計(jì)變更(如圖5所示)修改渣包的形狀、渣包流道的路徑及布局鑄件的位置,并將沖頭速度改為4.5m/s,來改善鑄件的速度及溫度。
2525
FLOW3D 流體仿真 ??? 1年前
基于LS-DYNA的鉚接工藝多目標(biāo)優(yōu)化仿真 附ls-dyna_971_manual_k下載 
有限元模型包括1、沖頭;2、鉚釘;3、夾具;4、上層材料;5、下層材料;6、底模等6個部件。有限元模型共有11721個單元、12398個節(jié)點(diǎn),其中鉚釘為鋼材,連接板材料為鋁材,沖頭、夾具和底模為剛性材料。分析采用kg、mm,ms,KN、GPa單位制。
3230 3
西瓜太郎. ??? 3年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設(shè)計(jì) 
在模具設(shè)計(jì)制作過程中,總會遇到一些小孔沖裁,一般來說,我們只要沖頭的強(qiáng)度足夠,大于1.5個材料厚度時,就可以進(jìn)行沖壓模具生產(chǎn)了.不過對于一些小孔沖孔凸模與凹模的設(shè)計(jì),還是需要特別注意的.這里不討論強(qiáng)度的問題,只來看看一些常用到的保護(hù)凸模與凹模的方法.
1958
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 4年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設(shè)計(jì) 
都是我創(chuàng)作的動力,期待你的加入在模具設(shè)計(jì)制作過程中,總會遇到一些小孔沖裁,一般來說,我們只要沖頭的強(qiáng)度足夠,大于1.5個材料厚度時,就可以進(jìn)行沖壓模具生產(chǎn)了.不過對于一些小孔沖孔凸模與凹模的設(shè)計(jì),還是需要特別注意的.這里不討論強(qiáng)度的問題,只來看看一些常用到的保護(hù)凸模與凹模的方法.
2060
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺客服
TOP
