



模具澆口設計考量及最大剪切速率 
模具澆口設計考量及最大剪切速率■劉文斌/型創(chuàng)科技 技術總監(jiān)關于模具澆口設計對于澆口(gate) 尺寸大小優(yōu)化設計考慮上,影響的主要參數(shù)包括了─射出件產(chǎn)品的厚度、產(chǎn)品的體積、射出充填速度、所使用的塑料種類與特性、以及所使用之澆口數(shù)目。
2951 1
型創(chuàng)科技2023 ??? 2年前
澆口位置選擇與流長比結合產(chǎn)品設計估算器之應用 
圖1:每種材料常見流長比分析焦點在塑膠模具中,因塑膠件幾何復雜多變,設計者在決定澆口位置與澆口數(shù)量時,會有一定的困難度, 圖2:每種材料常見流長比 圖3:三個澆口的流動波前_流長比50.2 圖4:二個澆口的流動波前_流長比305.0如圖2~圖9,每組計算只要30秒就能知道合適的流長比與確認澆口位置與澆口數(shù)量,讓設計者能輕松執(zhí)行較優(yōu)的設計
3436 6 4
ACMT協(xié)會 ??? 2年前
Moldex3D模流分析之強化建議澆口位置精靈快速優(yōu)化澆口設計 
Moldex3D建議澆口位置精靈,可以提高模具制造的可行性。在射出成型制程中產(chǎn)品質(zhì)量的好壞與模具結構設計息息相關,其中澆口的位置與數(shù)量則是模具結構設計中的重要參數(shù)。因此,澆口設計對產(chǎn)品質(zhì)量的影響極為重要,不良的澆口設計可能會造成外觀不佳、縫合線質(zhì)量差、剪切應力高與翹曲變形等缺陷。
2352 2 1
Moldex3D 中國 ??? 2年前
澆口設計對成型品質(zhì)的影響 

模具做的好不好,澆口設計很重要!澆口是流道系統(tǒng)中最小截面積及最短的流動通道。 澆口設計會影響塑膠流動的剪切率、剪切應力、局部壓力損失、摩擦升溫現(xiàn)象、塑料黏度變化。 澆口設計會影響溶膠的分子定向、結晶度、纖維排向、殘余應力及成品外觀。本次課程,將為大家分享澆口設計對成型品質(zhì)的影響,以及不同的澆口設計都有哪些解決方法。
5
ACMT協(xié)會 ??? 2年前
應用 CAE 模流分析技術在閥式熱澆道系統(tǒng)之模具設計 
透過熱流板、熱嘴、及其控制系統(tǒng)的功能,讓模具在成形時能提升塑品質(zhì)量、加快生產(chǎn)速度、降低生產(chǎn)成本、做出高難度產(chǎn)品。 何謂閥式澆口閥式澆口是熱澆道模具的另一種設計,透過” 時間序列控制器” 讓澆口可以分段開啟與關閉,在多澆口的模具設計中避免結合線與減少翹曲變形的產(chǎn)生。此技術目前在國內(nèi)已逐漸廣泛被使用在汽機車產(chǎn)業(yè)與計算機周邊產(chǎn)品。
2230 5
型創(chuàng)科技2023 ??? 3年前
Moldex3D模流分析之利用建議澆口位置精靈快速優(yōu)化澆口設計 
Moldex3D建議澆口位置功能可針對澆口位置設計快速提供初步建議。首先在前處理流程中的步驟2:建立流道系統(tǒng),打開建議澆口位置精靈,其工作區(qū)包含了澆口和顯示流/長比。接下來在模穴添加澆口,然后根據(jù)既有的澆口計算流/長比分布。通常不同的澆口流/長比的分布應該最小化和均勻。軟件另有進階的流/長比功能,提供有經(jīng)驗的使用者來使用。 以下說明建議澆口位置操作步驟。
2464 1 1
Moldex3D 中國 ??? 2年前
CAE模流分析101招 -第 41 招、澆口位置設計與尺寸大小對于充填與保壓的影響 
圖 4:在澆口位置的感測節(jié)點,透過溫度隨時間下降的情況,可以判斷出每支位置的有效保壓時間。 圖 5:將四支潛伏式澆口位置比對圖 4 中溫度下降情況,便能知道哪支澆口提早固化。 圖 6:雖然都是潛伏式澆口,但是截面不同,溫度、冷卻也不同,D 的設計顯示截面大、保壓較佳,且不易固化。產(chǎn)品的模具剖面溫度顯示,有高溫積熱的區(qū)域。
2690 1
型創(chuàng)科技2023 ??? 2年前
變速箱外殼壓鑄工藝的內(nèi)澆口設計 
上方影片為汽車工業(yè)的飛輪或變速箱外殼的仿真,可顯示高壓壓鑄過程中高速噴射鋁合金的流況與速度,這是模具設計中階段評估內(nèi)澆口好壞的一種方式,影片中顯示五個內(nèi)澆口的流況結果,以80毫秒的時間完成充填。
2421
FLOW3D 流體仿真 ??? 1年前
塑膠件的結構設計:止口篇 
雖然塑膠一體化設計好處多多,但是成本高(包括設計成本、模具成本、后處理成本等),對于普通的產(chǎn)品來說,采用上下殼拆件的方式還是目前主流,但是兩個互相配合的零件之間需要設計止口,止口所能起到的作用如下:1、起到遮蔽的作用,兩個相互配合的殼體本身是存在一條縫,對于容易變形的塑膠件,如果沒有止口結構,由于縫隙不均勻,即使是功能沒問題,但從外觀上看就讓人感覺低端,質(zhì)量差,縫隙大點的話甚至可以看到里面的零部件
7865 2
結構攻城獅 ??? 3年前
弧形內(nèi)澆口設計,只需兩步 
隨形內(nèi)澆口/弧形內(nèi)澆口的設計,復雜的鑄件中,會經(jīng)常用到即使是使用傳統(tǒng)的三維CAD工具,設計弧形內(nèi)澆口,也是讓人頭痛的事情新版本中專門開發(fā)了弧形內(nèi)澆口設計功能,只需兩步詳細操作視頻請微信搜索:C3PChina再次說明了Cast-Designer并不只是一個模流分析軟件,對于前期的工藝設計也非常專業(yè),經(jīng)過專門定制化,易用性和方便性甚至超越了一些三維造型軟件
2157
C3PChina ??? 4年前
塑膠模具與壓鑄模具在設計中的8大區(qū)別以及注意事項 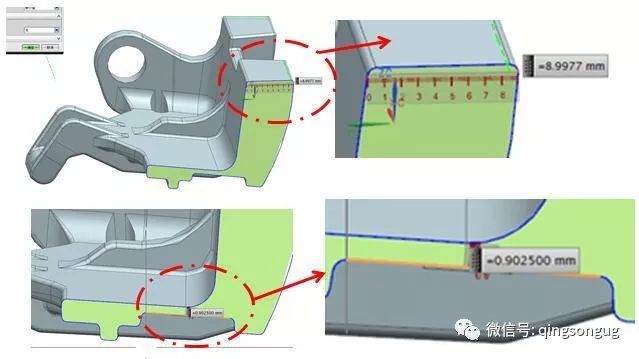
3.排氣的厚度與塑膠模相反,壓注模排氣厚度由厚變薄。四、水路的設計區(qū)域1.水路防水圈需要用耐高溫有O型圈。2.水路水嘴不需要沉入模架內(nèi),方面生產(chǎn)拆裝。五、模架的設計區(qū)域1.A/B板模架需要使用P20材質(zhì)。2.前后模仁到模板底面均要比塑膠模的基礎上加厚20MM以上,因為壓注模的注射壓力要比注塑模大。
3933 2
張偉一 ??? 2年前
日本精致模具設計:排氣頂針模具技術案例 
圖 5: 防止拉絲主流道澆套:防止拉絲射嘴 (圖6)進澆口突出防止 ,增加流量的設計: 進澆點的特殊設計澆套,運用在模具上,避免產(chǎn)品上有突點的問題。
3473 1
ACMT協(xié)會 ??? 2年前
塑膠產(chǎn)品外觀白痕解決方向 
圖6.一段射速及澆口降速的模流分析結果從模具設計上,需要避免過長的冷流道設計,盡量使冷流道的厚度能夠平穩(wěn)過渡,側澆口可通過改成扇形澆口,通過增加澆口橫截面積來進行減速。從產(chǎn)品設計上,需要盡量避免產(chǎn)品厚度差異過大,厚薄交接處需要做過渡處理。以上就是塑膠產(chǎn)品外觀白痕的解析以及解決方向。點擊看更多
4025 2
型創(chuàng)科技2023 ??? 2年前
解決注塑模具成型難題,型創(chuàng)科技&ACMT技術平臺助您一臂之力! 
更多內(nèi)容歡迎進入店鋪搜索可滑動查閱 四、射出成型 ??射出制程的冷卻時間加工條件??模具澆口設計考量及最大剪切速率??決定多模穴射出件的流動平衡性??塑膠射出的表面浮纖現(xiàn)象??射出加工螺桿技術數(shù)據(jù)??澆口固化時間??科學試模對于射出成型工藝的優(yōu)化??注塑成品精度與成型參數(shù)及模穴公差之關系
3125
ACMT協(xié)會 ??? 2年前
清潔機器人底殼注射模具設計+3d 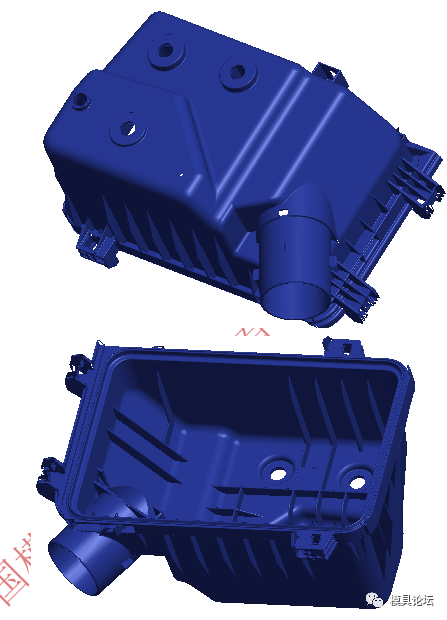
在制品外觀上進澆口處平整,無凸起澆口痕跡,能使用較大直徑的澆口,可使型腔填充加快,并進一步降低注射壓力,減小產(chǎn)品變形;因此澆注系統(tǒng)采用針閥式熱嘴單點進膠,針閥利用氣缸驅動,見圖5所示。在定模座板與A板之間增加一塊模板用來安裝針閥式熱嘴和氣缸。并在定模座板與熱嘴固定板之間設計?30定位銷,此定位銷受力很大,不能太細。
2320
模具論壇 ??? 3年前
【專業(yè)知識】一張圖讓你看清注塑模具的結構組成! 
早期的塑膠模具大都如此,相對比較落后。 3、輔助零件: 塑膠模具常用輔助零件有定位環(huán)、注口襯套、頂針、抓料銷、支撐柱、頂出板導柱導套、垃圾釘?shù)鹊鹊龋鼈冇幸徊糠质菢藴始梢灾苯釉谟嗁從<軙r一起訂購,也有一部分需要自己設計。 4、輔助系統(tǒng): 塑膠模具的輔助系統(tǒng)有以下四個:澆注系統(tǒng)、頂出系統(tǒng)、冷卻系統(tǒng)和排氣系統(tǒng)。
2969
機械工程師 ??? 4年前
塑膠材料的收縮與翹曲(二) 
要減少射出產(chǎn)品的翹曲現(xiàn)象,可藉由 下列注意事項調(diào)整來達成:?射出產(chǎn)品的厚度設計要盡量均勻?模具的冷卻水路設計要能均勻冷卻產(chǎn)品?對于產(chǎn)品的彎角或導角部位其內(nèi)側的冷卻水路設計 需仔細考慮的?加纖塑料成品的澆口位置選定,以使纖維在產(chǎn)品長 度方向產(chǎn)生均勻纖維定向排列為佳?澆口設計要適當,澆口的大小及厚度設計要有利于 飽壓作用的傳遞?對于必須有厚度差異設計的射出件,射出澆口位置 應選擇在產(chǎn)品的較厚區(qū)域
2411 3 2
型創(chuàng)科技2023 ??? 3年前
設計88問,太全面了,果斷收藏!
澆注→頂出→冷卻→成型→排氣3、在做模具設計過程中應注意哪些問題?(1)壁厚應盡量均勻一致,脫模斜度要足夠大。(2)過渡部分應逐步,圓滑過渡、防止有尖角。(3)澆口。流道盡可能寬大,粗短,且應根據(jù)收縮冷凝過程設置澆口位置,必要時應加冷料井。(4)模具表面應光潔,粗糙度低(最好低0.8)。(5)排氣孔,槽必須足夠,以及時排出空氣和熔體中的氣體。
2258 2
UG模具設計材料 ??? 3年前
塑膠模具「雙色模」前模頂出設計方案以及注意事項 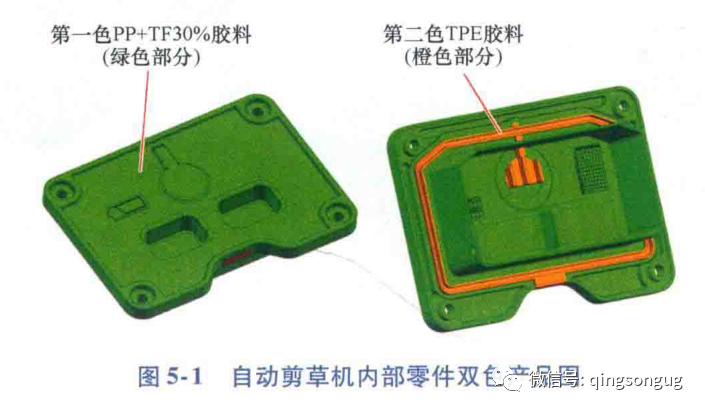
模具點評:1,前期與材料廠商評估兩種材料的黏合性是否可以滿足。2,硬膠成型后前模追加頂針,確保開合模頂針板能順暢開合的機構可靠性。3,硬膠避空位與封膠位的間隙合理設計。4,模具注嘴位置要與注塑機炮筒位置一致性。5,模具上的頂針板孔位與樣式要與注塑機進行匹配。6,硬膠熱流道轉分流道時,在模具旋轉180度時,需要做避空處理。
3636
UG模具設計材料 ??? 3年前
模具人的行話,PL面、枕位、碰穿、扣位、飛模..... 
何時需做雙色模具?當一個產(chǎn)品包含兩種不同的材質(zhì)或同一材質(zhì)不同的顏色時,設計雙色模具成型。39. 工廠的模具設計流程是什么?客戶提供產(chǎn)品圖→分析產(chǎn)品→確認塑料品種→確認模具材質(zhì)→轉工程圖→乘縮水作鏡相→完善組立圖→訂模胚→訂模仁料→拔模→3D分模→確定流道/澆口方式→參照排位圖進行結構設計→拆鑲件→更正3D→工程出圖《包括:模仁/鑲件/模胚/散件》→做BOM表→校對審核。
3452
UG模具設計材料 ??? 4年前
20條/頁 
 30
30 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
