



自主CAE | 基于PERA SIM的外壓薄壁圓筒特征值屈曲分析 
本文借助結構有限元軟件中的屈曲分析模塊完成了外壓薄壁圓筒特征值屈曲分析,展現了軟件豐富的操作功能,并且與國際成熟軟件的計算結果對比,驗證了計算的準確性,為學者和工程師提供了特征值屈曲分析的一種新方法。 圖1 失穩的容器 2. 外壓容器的失穩 圓筒受到外壓作用后,在筒壁內將產生徑向和環向應力,其值與內壓圓筒一樣。它的強度破壞形式也一樣。
2598
安世亞太 ??? 2年前
長跨距大直徑薄壁的臥式容器鞍座設計 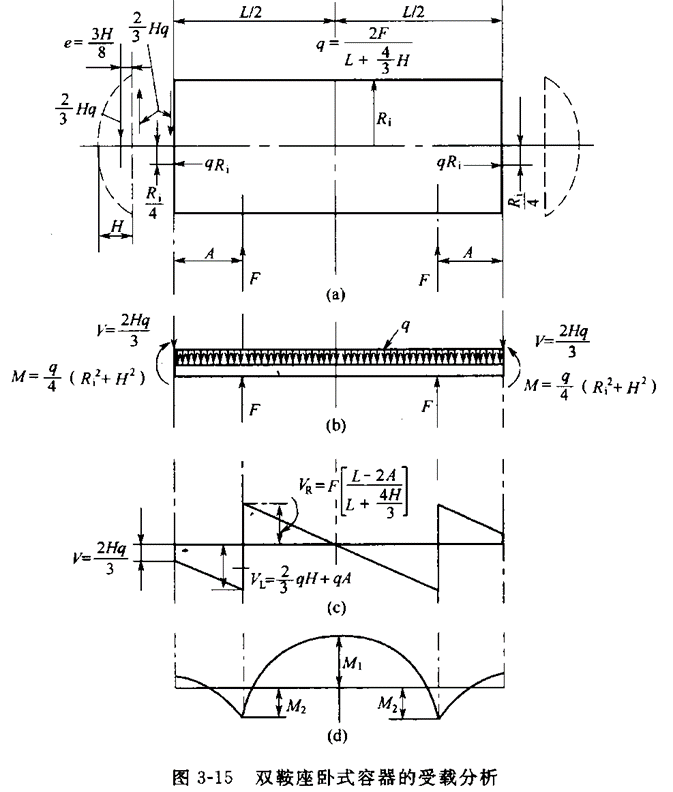
3.長跨距大直徑薄壁的臥式容器一般的鞍座很容易通過,對于長跨距的大直徑薄壁臥式容器,應該如何調整呢?大直徑長跨距意味這設備比較重,受力比較大。薄壁又使得鞍座對于筒體的應力分布影響較大,筒體自身的抗彎性能,承載能力比較弱,一般σ6和σ6‘無法通過。在鞍座包角已經最大,且起加強作用的情況下,鞍座位置是保持小于0.5Ri還是調整0.2L呢?
6457 7 3
機械工程師 ??? 3年前
[案例]薄壁彎管在內壓和彎矩作用下的彈塑性坍塌分析 ![[案例]薄壁彎管在內壓和彎矩作用下的彈塑性坍塌分析](https://img.jishulink.com/msimage/202604/c58169cfd63e85c197b22d951cc128ff.png?image_process=resize,fw_294,fh_172,)
薄壁彎管在內壓和彎矩作用下的彈塑性坍塌分析案例 Elastic-plastic collapse of a thin-walled elbow under in-plane bending and internal pressure問題描述與目標本案例旨在研究一個薄壁90度不銹鋼彎管及其相鄰直管段,在面內彎矩(張開和閉合彎矩)與內部壓力共同作用下的彈塑性響應直至結構坍塌。
2382 1
dwg_2931 ??? 1月前
不銹鋼壓力容器封頭研究
1.4減薄超標缺陷及產生原因分析對于沖壓封頭,封頭底部受到模具壓力和摩擦力,壁厚減薄最小;直邊段上部受到壓邊圈的壓應力大于圓滑過渡區延伸的拉應力,厚度增加;圓滑過渡區在拉伸應力和模具壓力共同作用下,壁厚減薄最大。對于旋壓封頭,壓鼓過程中,坯料受到壓鼓頭的不斷捶打,減薄量比沖壓封頭更大,壁厚均勻性較差。只要工藝控制得當,工藝減薄是可控的。
2313 1
化工設備人 ??? 4年前
基于宏觀斷裂力學的CFRP薄壁結構耐撞性能研究及應用 
隨著壓潰位移繼續增加,層內與層間裂紋繼續擴展,CFRP圓管被裂紋撕開成內層和外層。當CFRP薄壁圓管出現分層后,外層層束向外撕裂并隨著壓潰位移的增加以特定曲率半徑進行翻卷,而內層層束則是向內彎曲發生斷裂,發生所謂的“開花”變形模式。漸進壓潰失效過程是CFRP薄壁圓管主要的吸能過程,能量通過纖維的斷裂、基體的開裂以及鋪層之間的分層進行耗散,且CFRP圓管破壞程度越大,總吸能也就越多。
4719 12 3
汽車-小江 ??? 2年前
不銹鋼壓力容器封頭研究
1.4減薄超標缺陷及產生原因分析對于沖壓封頭,封頭底部受到模具壓力和摩擦力,壁厚減薄最小;直邊段上部受到壓邊圈的壓應力大于圓滑過渡區延伸的拉應力,厚度增加;圓滑過渡區在拉伸應力和模具壓力共同作用下,壁厚減薄最大。對于旋壓封頭,壓鼓過程中,坯料受到壓鼓頭的不斷捶打,減薄量比沖壓封頭更大,壁厚均勻性較差。只要工藝控制得當,工藝減薄是可控的。
2618
化工設備人 ??? 4年前
LS-DYNA厚壁筒受內壓分析與柱坐標系結果處理 

本課程主要目的:使用LS-DYNA進行厚壁筒受內壓分析;使用LS-DYNA顯示算法、隱式算法進行彈性問題分析;使用殼單元、實體單元進行問題分析;在柱坐標系下進行后處理并顯示計算結果。
1020 2
CAENET_FSL ??? 4年前
ABAQUS精品課A28—考慮焊接殘余應力帶肋薄壁不銹鋼管混凝土軸壓(附不銹鋼本構小程序) 
具體內容如下:1、帶肋薄壁復式不銹鋼管混凝土軸壓詳細建模過程2、各部件相互作用關系設置3、焊接殘余應力的添加4、后處理操作
995
鋼柱–結構工程 ??? 1年前
基于ANSYS的波紋管波形參數對平面失穩影響的分析 
因此,壁厚的增大或減小有利有弊,應該根據波紋管工作環境進行判斷,再進行波形參數的選擇,當波紋管處于內壓過大,容易發生平面失穩的工作環境時,在滿足波紋管補償能力、疲勞壽命等性能的前提下,在適當的范圍內可以增加壁厚,避免波紋管發生平面失穩。
2834 8 2
Infiniteelements ??? 2年前
高壓氣瓶結構設計與仿真及試驗研究 
而在75 MPa和125 MPa內壓作用時,均在瓶體上端結構與瓶體主結構連接位置處出現最大應力,且已超過材料的屈服極限,但由于塑性區域僅僅存在于倒角位置的表層,未能穿透整個氣瓶壁面。因此根據塑性失效設計準則氣瓶結構設計滿足要求。
6317 9 2
機械工程師 ??? 2年前
鋁合金薄壁殼體低壓鑄造工藝方案設計 
最終獲得了成形質量高且力學性能良好的鋁合金薄壁殼體鑄件。1 原工藝分析1.1 鑄件結構與原始澆注系統本文研究對象為鋁合金薄壁殼體,鋁合金牌號為A356。其外觀如圖1所示,鑄件特征為形狀細而長,縱向高度差異大,壁厚較薄的異型鋁合金殼體。
3273
鑄造工程師 ??? 3年前
非晶含能破片沖擊釋能溫度變化釋能仿真/LS-DYNA/FEM-SPH-熱力耦合 
借鑒VCC法,利用熱電偶替換壓力傳感器,測量容器內溫度。以此衡量非晶含能破片(生產氣體較少近乎無)的毀傷能力。改進測試裝置如圖2所示,裝置尺寸如圖3所示。
圖2 沖擊釋能測溫
圖3 容器尺寸 試驗結果:在相同時間內,靠近壁面的溫度較低,而空腔溫度較高,說明短時間內碎片向壁面傳熱較少可以認為絕熱。
2659 5
sss_2915 ??? 2年前
從泰坦號內爆看壓力容器的屈曲穩定性分析(含案例) 
大型LNG儲罐內罐系統結構分析 NO.1 混合單元建模——內罐和加強筋 NO.2 仿真分析2.1 液壓+外壓工況設置罐內承受液壓:靜水壓力,液面高度為43.480m內罐外壁受外壓:1000Pa內罐底面約束豎向位移,在底面外緣水平約束四個節點2.2 線性屈曲分析2.2.1 工況設置(屈曲分析之前先進行了靜力分析
4033
云道仿真 ??? 2年前
CFD學習:靜水壓與滲透壓有什么區別? 
容器中的溶液在任何時候也會承受靜水壓力。 為了更好地理解這一點,讓我們探討流體靜水壓與滲透壓之間的差異。 靜水壓力 無論狀態如何,物質都會施加壓力。在液體和氣體中,施加在容器所有側面的壓力是相同的。流體在接觸表面的每單位面積上施加的垂直力稱為靜水壓力。靜水壓力總是與密閉空間相關聯。例如,容器中的液體對其壁施加壓力。在這種容器中,底部對壁的靜水壓力比頂部更大。
4207
Cadence CFD學習 ??? 2年前
從泰坦號內爆看壓力容器的屈曲穩定性分析 
大型LNG儲罐內罐系統結構分析1 混合單元建模——內罐和加強筋2 仿真分析2.1 液壓+外壓工況設置罐內承受液壓:靜水壓力,液面高度為43.480m內罐外壁受外壓:1000Pa內罐底面約束豎向位移,在底面外緣水平約束四個節點2.2 線性屈曲分析2.2.1 工況設置(屈曲分析之前先進行了靜力分析,此處省略)內罐外壁受外壓:1000Pa內罐底面約束豎向位移
2275
仿真APP ??? 2年前
基于壓鑄車門的設計與仿真 
A3材料 為 Al-Mg-Si免 熱 處 理 壓 鑄 鋁 合 金,具 有 高 強 度 高 韌 性,并且具有典型的薄壁效應。 這種合金具有45-55% 的三元共晶組織,這種組織有利于澆鑄時的補縮。 共晶組 織中 Mg2Si微粒細小,零件的力學性能優異[1] ,見圖4。
4070 3 1
清風徐來asd ??? 2年前
焊接技巧100招 
3、當將一薄壁圓管或矩形薄壁管件焊接到一厚板上時,焊條容易燒穿薄壁管部分,除了上述兩種解決方法,還有其他的解決方法嗎? 有,主要是在焊接過程中采用一個散熱棒。如將一個實心圓棒插入薄壁圓管中,或將一實心矩形棒插入矩形管件中,實心棒將會帶走薄壁工件的熱量并防止燒穿。一般來說,在多數供貨的中空管或矩形管材料中都緊密安裝了實心圓棒或矩形棒。
2655 2
金屬加工前沿 ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
粗加工強調的是提高加工效率,追求單位時間內的切除率,一般可采用逆銑。即以最快的速度、最短的時間切除毛坯表面的多余材料,基本形成精加工所要求的幾何輪廓。而精加工所強調的是高精度高質量,宜采用順銑。因為順銑時刀齒的切削厚度從最大逐漸遞減至零,加工硬化程度大為減輕,同時減輕零件的變形程度。 5、薄壁件二次壓緊薄壁工件在加工時由于裝夾產生變形,即使精加工也是難以避免的。
2252
UG編程模具設計實戰 ??? 3年前
壁面傳熱建模的兩種方法 
圖2 薄壁模型使用人工壁厚和材料類型計算的壁面(wall)熱阻。假設貫穿厚度的溫度分布是線性的。僅在wall法線方向上計算傳導1.3壁面模型的溫度定義 薄壁模型僅應用法向傳導(沒有平面內傳導),并且沒有創建實際的單元。 在外層應用壁熱邊界條件。
3656
乘風破浪_ ??? 2年前
提高薄壁注塑加工精度的四個技巧 
我們又該如何來提高薄壁注塑加工件的精度呢?1、關模壓:原則上應該大于塑膠射入模內的總壓,以不出毛邊為基準。 2、壓力和速度有部分相同的關系作用于模內的目的是使原料進入模內能均勻,徹底,適量的充滿各角落.太低會短射,縮水,太高有毛頭,過飽,粘模,燒焦,易損模具及內應力高等不良現象。
2458 1
高分 ??? 4年前
20條/頁 
 54
54 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
