



中錳抗磨球墨鑄鐵件三類常見缺陷原因與防止方法 
生產(chǎn)中錳抗磨球墨鑄鐵件時,除常見的一般(包括球化處理方面的)外,屬于中錳抗磨球墨鑄鐵件特有的一些缺陷及其原因分析與防止方法可參見如下。
2465
鑄造工程師 ??? 4年前
鈑金件常用材料,表面處理及缺陷總結(jié) 
三、鈑金件的常見缺陷匯總 對于鈑金件來說,表面質(zhì)量應(yīng)該是很重要的了,這里根據(jù)自己經(jīng)驗的積累,對容易出現(xiàn)的各種問題進(jìn)行簡單的表述. 1、凹凸:沖壓件模具、沖壓過程的原因,導(dǎo)致凹凸不平。 2、劃傷:由于其他原因造成的零件劃傷,可能是件與件之間造成,也可能是外部原因導(dǎo)致。 3、銹蝕:防護(hù)不當(dāng)導(dǎo)致產(chǎn)品銹蝕,或者由于保存期限太長,或材料不符合要求,或防銹油不符合要求。
5067 4
機(jī)械工程師 ??? 2年前
熔模鑄件缺陷分析與案例,了解缺陷類型、學(xué)會分析并解決缺陷 
據(jù)2個月的生產(chǎn)統(tǒng)計:共澆注左把5858件,熱裂紋廢掉172件,廢品率為2.94%。送到客戶現(xiàn)場使用,超過了使用壽命。 僅此1個鑄件每年可降低廢品損失數(shù)萬元,即企業(yè)無形當(dāng)中提高了經(jīng)濟(jì)效益。 四、小結(jié) 1、鑄件缺陷分析是一項交叉學(xué)科的、技術(shù)與管理的綜合性活動。
3298
鑄造工程師 ??? 4年前
鈑金件常用材料,表面處理及缺陷總結(jié)
三、鈑金件的常見缺陷匯總 對于鈑金件來說,表面質(zhì)量應(yīng)該是很重要的了,這里根據(jù)自己經(jīng)驗的積累,對容易出現(xiàn)的各種問題進(jìn)行簡單的表述. 1、凹凸:沖壓件模具、沖壓過程的原因,導(dǎo)致凹凸不平。 2、劃傷:由于其他原因造成的零件劃傷,可能是件與件之間造成,也可能是外部原因導(dǎo)致。 3、銹蝕:防護(hù)不當(dāng)導(dǎo)致產(chǎn)品銹蝕,或者由于保存期限太長,或材料不符合要求,或防銹油不符合要求。
5058 4 1
機(jī)械工程師 ??? 2年前
知識篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
下面我們先來一張具有炭黑和皺皮特征的消失模鑄件照片一、炭黑缺陷產(chǎn)生的原因及解決方法消失模鑄件缺陷中炭黑是一類常見的缺陷,該類缺陷在鑄鐵件上尤其是球墨鑄鐵件生產(chǎn)中很容易產(chǎn)生。由于造成鑄件炭黑缺陷的因素是多方面的,在生產(chǎn)中企業(yè)應(yīng)該盡可能得控制好所有影響鑄件產(chǎn)生炭黑缺陷的條件,謹(jǐn)防炭黑缺陷影響鑄件整體質(zhì)量。
4893 4 1
鑄造工程師 ??? 2年前
船用汽輪機(jī)后汽缸下半鑄件的鑄造工藝設(shè)計 
3 汽缸工藝生產(chǎn)驗證 按上述工藝生產(chǎn)了數(shù)件后汽缸下半鑄件,鑄件表面光潔,輪廓清晰(圖7)。經(jīng)劃線加工、打磨和探傷等工序后確認(rèn),鑄件尺寸變形符合預(yù)期,僅有局部尺寸略微超差,經(jīng)修補(bǔ)后符合圖紙要求。鑄件UT 未發(fā)現(xiàn)超標(biāo)缺陷,鑄件經(jīng)精整后完全符合圖紙要求。
4454
我愛汽輪機(jī)仿真 ??? 2年前
消失模塌箱缺陷的三大原因解析!這些陷解決方案很實(shí)用 
技術(shù)分析:一、塌箱缺陷的產(chǎn)生原因消失模鑄造中,塌箱缺陷是一類較為常見的消失模逐漸缺陷,這類缺陷通常會發(fā)生在大件上,或者是半封閉件、內(nèi)腔封閉生產(chǎn)中,從整個消失模 鑄造程序來看,它多發(fā)生在澆注或者凝固環(huán)節(jié)。 塌箱缺陷也可以稱為榻型缺陷,隨著消失模鑄造工藝日趨成熟,有關(guān)這一塌陷的產(chǎn)生原因以及防治方法都有研究結(jié)果。
2913
鑄造工程師 ??? 4年前
改變鑄件澆注入水位置,能解決哪些問題?
鑄件澆注后沒發(fā)現(xiàn)異常,吊耳座位MT、UT合格,但吊耳座位加工后采用斜探頭UT檢查,發(fā)現(xiàn)淺表較多的線性缺陷,長度5~50mm不等,連續(xù)生產(chǎn)的多件產(chǎn)品均有此問題。后來我們從溫度分布的平衡方面受到一點(diǎn)啟發(fā),上層澆口的入水位置避開大冒口下熱集中區(qū),吊耳座處皮下裂紋現(xiàn)象迎刃而解,該產(chǎn)品韶鑄后來生產(chǎn)了約150個,質(zhì)量都很穩(wěn)定。
2302 2 3
鑄造工程師 ??? 3年前
焊接中的九大缺陷都有哪些 
釬焊在焊接的過程中,如果選擇或者操作不當(dāng)?shù)脑挘陀锌赡馨l(fā)生一些焊接缺陷。根據(jù)原因或者種類不同可以把這些缺陷分為九種。第一種:焊接表面發(fā)生侵蝕。主要表現(xiàn)為釬縫表面有凹坑或燒缺,這種侵蝕產(chǎn)生的原因一般為釬料過多、釬縫保溫時間過長。第二種:釬料發(fā)生焊堵。主要表現(xiàn)為銅管或者毛細(xì)管全部或部分堵塞,產(chǎn)生的原因主要在于釬料加入太多、保溫的時間過長、套接長度太短以及間隙過大。
2487
河南匯金正和焊材 ??? 3年前
澆注工藝對減少鑄造缺陷有哪些作用 看實(shí)戰(zhàn)案例 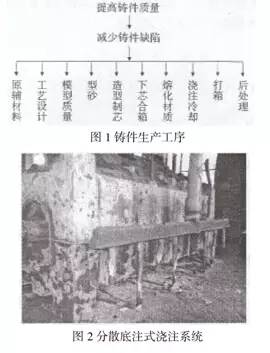
結(jié)論對于使用強(qiáng)度較高的鑄型生產(chǎn)的大型鑄鐵件,在澆注工藝上采用分散、底注的澆注方式,同時輔以適當(dāng)提高澆注速度、適當(dāng)提高澆注溫度的方法,可以大大減少鑄件孔眼類缺陷(氣孔、渣眼、鐵豆)、裂紋類缺陷(熱裂、冷裂)、表面類缺陷(冷隔、澆不足)、組織及性能類缺陷(孕育衰退)的產(chǎn)生,提高鑄件的成品率,減少廢品損失,降低鑄件加工過程中由于鑄件內(nèi)部缺陷的原因報廢而造成的機(jī)械加工損失。
2351 1
鑄造工程師 ??? 3年前
樹脂砂工藝生產(chǎn)鑄鋼件,熱裂缺陷最頭疼,從4方面有效解決!
用樹脂砂生產(chǎn)薄壁、形狀復(fù)雜的鑄鋼件時,最容易產(chǎn)生的一種缺陷是熱裂。 造成熱裂的主要原因如下: 1、使用樹脂砂流動性好,易緊實(shí);樹脂加入量少,砂粒上包覆的粘結(jié)劑膜薄,這樣砂粒受熱膨脹,砂芯、砂型的熱膨脹率會比水玻璃砂芯(型)高。
2371
鑄造工程師 ??? 3年前
汽車門外板門把手處外觀面缺陷預(yù)防措施 
前后門外板是汽車車身最關(guān)鍵的外觀覆蓋件,其外觀面質(zhì)量直接影響客戶感觀,而門把手處的外觀面凹坑缺陷一直是困擾各主機(jī)廠、模具廠的難題,本文通過模具結(jié)構(gòu)優(yōu)化有效解決了門把手處拉延凹模研合困難問題,從而改善了該處的凹坑缺陷。
2732 1
FMMM ??? 4年前
注塑人要收藏的注塑生產(chǎn)不良缺陷原因
19、白點(diǎn):注塑件內(nèi)有白色的粒點(diǎn),粒點(diǎn)又叫“魚眼”,多反映在透明制品上。20、強(qiáng)度不夠(脆裂):注塑件的強(qiáng)度比預(yù)期強(qiáng)度低,使塑膠件不能承受預(yù)定的負(fù)載。二、常見品質(zhì)(缺陷)問題產(chǎn)生原因1、色差:機(jī)殼與外觀件經(jīng)常出現(xiàn)的問題。① 原材料方面因素:包括色粉更換、塑膠材料牌號更改,定型劑更換。
3277
Im智能注塑 ??? 3年前
鑄鐵件出現(xiàn)白口,加工硬度高,該如何解決? 
同時,鐵水澆注溫度控制也相當(dāng)重要;不同產(chǎn)品澆注溫度是有差異的,但都有一個最低澆注溫度,如果由于設(shè)備故障或其他原因,造成鐵水溫度太低而不能澆注的,就不要強(qiáng)行澆注;如果強(qiáng)行澆注的,不但將會造成硬度大的缺陷,其他缺陷如:氣孔、縮孔、縮松、夾渣也很厲害。并且,溫度合格的鐵水在進(jìn)行澆注時,應(yīng)貫徹“先澆注小件產(chǎn)品、后澆注大件產(chǎn)品”的思想。
3874
鑄造工程師 ??? 4年前
6大典型注塑缺陷分析與實(shí)操技巧 
注塑缺陷產(chǎn)生的原因涉及產(chǎn)品結(jié)構(gòu)、模具設(shè)計、成型材料、工藝參數(shù)等幾個方面,從理論上來說涉及聚合物流變學(xué)、傳熱學(xué)、材料力學(xué)等等,如何從根本上找到注塑缺陷的原因并進(jìn)行改善?我們特地邀請塑庫網(wǎng)技術(shù)專家王結(jié)文從多方面對成型缺陷進(jìn)行剖析,并用實(shí)例說明解決成型缺陷的對策,真正做到防患于未然。
2486
汽車零部件模具與注塑 ??? 4年前
經(jīng)驗分享 | 6大典型注塑缺陷分析與實(shí)操技巧 
注塑缺陷產(chǎn)生的原因涉及產(chǎn)品結(jié)構(gòu)、模具設(shè)計、成型材料、工藝參數(shù)等幾個方面,從理論上來說涉及聚合物流變學(xué)、傳熱學(xué)、材料力學(xué)等等,如何從根本上找到注塑缺陷的原因并進(jìn)行改善?我們特地邀請塑庫網(wǎng)技術(shù)專家王結(jié)文從多方面對成型缺陷進(jìn)行剖析,并用實(shí)例說明解決成型缺陷的對策,真正做到防患于未然。
2757
汽車零部件模具與注塑 ??? 4年前
樹脂砂工藝生產(chǎn)鑄鋼件,最頭疼的熱裂缺陷,從四個方面出手解決!
用樹脂砂生產(chǎn)薄壁、形狀復(fù)雜的鑄鋼件時,最容易產(chǎn)生的一種缺陷是熱裂。 造成熱裂的主要原因如下: 1、使用樹脂砂流動性好,易緊實(shí);樹脂加入量少,砂粒上包覆的粘結(jié)劑膜薄,這樣砂粒受熱膨脹,砂芯、砂型的熱膨脹率會比水玻璃砂芯(型)高。
2366
鑄造工程師 ??? 4年前
注塑模調(diào)機(jī)工藝.
制品表面有波紋或銀絲可能出現(xiàn)問題的原因 1)塑料含有水分和揮發(fā)物;2)料溫太高或太低;3)注射壓力太小;4)流道和澆口的尺寸太大;5)嵌件未預(yù)熱回溫度太低;6)制品內(nèi)應(yīng)力太大。 澆口被粘著、注塑件缺陷的特征 注口被注口套牽住。 二、可能出現(xiàn)問題的原因 (1).注口套與射嘴沒有對準(zhǔn)。(2).注口套內(nèi)塑料過份填塞。(3).射嘴溫度太低。
2275 1
模具論壇 ??? 4年前
合金鋼連桿裂紋原因分析及解決措施 
⑵產(chǎn)品交貨狀態(tài)為調(diào)質(zhì),每爐隨機(jī)抽取一件實(shí)物試樣取試(圖2),按照縱向1 套、橫向1 套(參考),達(dá)到的技術(shù)要求見表2。表2 合金鋼連桿技術(shù)要求圖2 合金鋼連桿實(shí)物取試示意圖質(zhì)量問題發(fā)生及解決問題描述該產(chǎn)品在首批生產(chǎn)時,在熱處理調(diào)質(zhì)后進(jìn)行磁粉探傷工序,發(fā)現(xiàn)個別產(chǎn)品的大小頭孔處出現(xiàn)裂紋缺陷,裂紋為多條且垂直于大小頭孔呈放射狀展開,見圖3。
2314
FMMM ??? 4年前
消失模工藝鑄件含碳量超標(biāo)的9大主要原因分析及操作要點(diǎn)匯總 
針對消失模生產(chǎn)低碳鋼鑄鋼件時,各種可能造成含碳量超標(biāo)的原因分析歸納總結(jié)后,對消失模生產(chǎn)低碳鋼鑄鋼件的生產(chǎn)工藝技術(shù)參數(shù)設(shè)計進(jìn)行修改調(diào)整,營造出一個合理可靠的低碳鋼鑄鋼件澆注工藝技術(shù)條件設(shè)置系統(tǒng)的生產(chǎn)運(yùn)行模式,從而保證采用消失模生產(chǎn)合格的低碳鋼鑄鋼件產(chǎn)品的技術(shù)要求。
2304
鑄造工程師 ??? 4年前
20條/頁 
 12
12 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
