



ZEMAX軟件技術(shù)應(yīng)用專題:利用Kogelnik方法模擬體積全像光柵的繞射效率 
然而,為了準(zhǔn)確地說明體積全像的特性,除了考慮繞射光線的傳播方向外,還必須考慮繞射效率、材料收縮或折射率變化等因素。考慮繞射效率使用戶能夠進(jìn)行圖像模擬和綜合優(yōu)化等高級(jí)分析。表面反射光柵與體積全像光柵的比較在介紹這個(gè)模型之前,我們先簡(jiǎn)單解釋一下表面反射光柵(SRG)和體積全像光柵(VHG)的區(qū)別。
2123
w**elab86_Swsp ??? 3年前
注塑模調(diào)機(jī)工藝.
大多數(shù)情況下,澆口比制件其它部分薄得多,在模塑件仍然很熱而且持續(xù)收縮時(shí),小的澆口已經(jīng)固化,固化后,保壓對(duì)型腔內(nèi)的模塑件就不起作用。 半結(jié)晶塑料材料的模塑件收縮率高,這使得凹痕問題更嚴(yán)重;非結(jié)晶性材料的模塑收縮較低,會(huì)最大程度地減小凹痕;填充和維持增強(qiáng)的材料,其收縮率更低,產(chǎn)生凹痕的可能性更小。
2275 1
模具論壇 ??? 4年前
射出加工螺桿技術(shù)數(shù)據(jù) 
塑化剪切速率(Shear Rate in Plasicizing)螺桿塑化的剪切速率的定意是指在加熱料管中的塑料, 經(jīng)螺桿轉(zhuǎn)動(dòng)塑化過程中,其在料管管壁上的表面速度除 以螺管螺牙溝槽的深度,此剪切速率的數(shù)值可以表示為 ft/min.
2745 1
型創(chuàng)科技2023 ??? 2年前
基于感測(cè)信息之厚件射出成型表面微縮痕質(zhì)量監(jiān)測(cè) 
■高雄科技大學(xué) 黃明賢教授射出成型實(shí)驗(yàn)室前言射出成型使用之剪切致稀高分子熔膠為熱脹冷縮非牛頓流體,在熔膠充填后的保壓及冷卻過程,其在模穴內(nèi)由液態(tài)相變化為固態(tài),其中,在保壓階段如保壓壓力過低或時(shí)間過短將造成模內(nèi)熔膠顯著收縮,進(jìn)而在成品表面形成凹痕缺陷,當(dāng)其在產(chǎn)線未實(shí)時(shí)檢出并進(jìn)一步作出處置,往往會(huì)使生產(chǎn)質(zhì)量良率降低,并造成生產(chǎn)成本浪費(fèi)。
2387
ACMT協(xié)會(huì) ??? 2年前
ZEMAX軟件技術(shù)應(yīng)用專題:如何使用ZOS-API創(chuàng)建飛行時(shí)間用戶分析 
LiDAR(光探測(cè)和測(cè)距)是一種感測(cè)器技術(shù),可通過測(cè)量發(fā)射光從周圍物體反射並返回到接收器所需的時(shí)間來幫助創(chuàng)建環(huán)境的3D數(shù)字地圖。這種3D映射作為自動(dòng)駕駛汽車的關(guān)鍵使能技術(shù)在汽車行業(yè)變得越來越重要。在汽車行業(yè)之外,LiDAR用於移動(dòng)設(shè)備,用於增強(qiáng)現(xiàn)實(shí)、測(cè)量距離以及模糊照片和影片中的背景等功能。
2080
w**elab86_Swsp ??? 3年前
如何模擬粗糙表面的光學(xué)特性 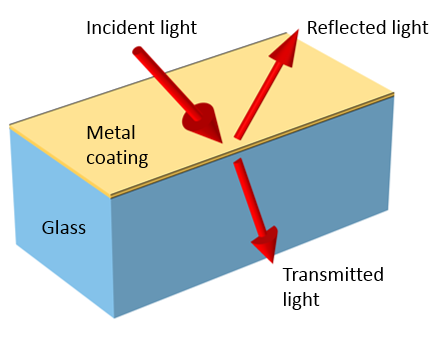
下面的圖中顯示了透射率、反射率和吸收率的樣本結(jié)果。它們與光滑表面和周期性變化表面的結(jié)果明顯不同。請(qǐng)注意,入射角的掃描在偏離法線 85° 時(shí)終止。當(dāng)然,對(duì)于運(yùn)行的每個(gè)不同的隨機(jī)幾何案例,這些圖看起來會(huì)略有不同。法向入射到粗糙玻璃表面的透射率、反射率和吸收率。在入射角不超過 85° 的情況下,波長(zhǎng)為 550nm 光的透射率、反射率和吸收率。
2809 1 3
我是小能 ??? 3年前
科學(xué)試模對(duì)于射出成型工藝的優(yōu)化 
圖4:澆口封口保壓有效時(shí)間確認(rèn)實(shí)驗(yàn)結(jié)語科學(xué)化試模與射出成型加工參數(shù)的優(yōu)化設(shè)定除了上述 常見的科學(xué)化實(shí)驗(yàn)外,也需要在實(shí)驗(yàn)或試模過程中記 錄相關(guān)的加工參數(shù)與數(shù)據(jù),包含塑料除濕干燥后的含水率、熔膠實(shí)際的料溫、實(shí)際的射出充填時(shí)間、模具 表面溫度分布、模溫機(jī)冷卻介質(zhì)的流量、成型加工周 期時(shí)間、機(jī)臺(tái)響應(yīng)數(shù)據(jù)(如圖5)與速度、壓力、行 程響應(yīng)曲線(如圖6)等。
3145 7 3
型創(chuàng)科技2023 ??? 2年前
【塑料界黑科技】LCP塑料:高耐溫、高剛性,一次了解這種神奇材料! 
?射出成型模溫條件:LCP 射出加工模溫設(shè)定條件范圍較寬,可設(shè)定之范圍為25℃ ~180℃,而最常使用的模溫范圍為80℃ ~120℃;高模溫條件可改善成品表面外觀及熔膠流動(dòng)性,對(duì)高溫后制程(ex.SMT) 會(huì)有較好尺寸安定性。
8301 4 1
ACMT協(xié)會(huì) ??? 2年前
Moldex3D模流分析之加工精靈選擇射出機(jī) 
?最大壓力變化率:當(dāng)從充填轉(zhuǎn)保壓時(shí),機(jī)臺(tái)容許的最大壓力轉(zhuǎn)變。 ?機(jī)臺(tái)類型:油壓式機(jī)臺(tái)(或未指定)需要設(shè)定正確的油壓轉(zhuǎn)換因子,而全電式的不用 ?液壓轉(zhuǎn)換因子:表施加的油壓與轉(zhuǎn)換后的射壓間的關(guān)系:(射壓) = (油壓) X (油壓轉(zhuǎn)換因子) 機(jī)臺(tái)響應(yīng) (Machine Response) 真實(shí)機(jī)臺(tái)的行為會(huì)與操作的設(shè)定不同,也會(huì)在不同的機(jī)臺(tái)間有差異。
2311 6 4
Moldex3D 中國 ??? 2年前
“不容忽視的表面現(xiàn)象:塑膠射出后的浮纖問題詳解! 
針對(duì)一般玻纖增強(qiáng)樹脂的流動(dòng)性差,而且兩種組 分的流動(dòng)性不一致的特性,模具設(shè)計(jì)中的流動(dòng)距離不能太長(zhǎng),讓熔體快速充填型腔,保證玻纖能均勻分散, 避免發(fā)生淤積分層面而形成浮纖。因此澆鑄系統(tǒng)設(shè)計(jì) 的基本原則是采用大截面積的流道,流程宜平直和短。圖4: 產(chǎn)品無明顯浮纖現(xiàn)象- 明顯改善如仍有少量浮纖現(xiàn)象,模具表面曬紋也可以有摭蓋作 用。
4759 1
型創(chuàng)科技2023 ??? 2年前
對(duì)射傳感器的最大感應(yīng)距離是多少米,最大感應(yīng)距離的影響因素 
4.物體的反射率:被檢測(cè)物體的表面特性同樣影響感應(yīng)距離,光滑明亮的物體通常能更好地反射紅外光,從而延長(zhǎng)感應(yīng)距離。 二、常見的最大感應(yīng)距離一般來說,市面上的對(duì)射傳感器的最大感應(yīng)距離多在5米到30米之間。例如:-短距離:一些低成本或小型的對(duì)射傳感器,其感應(yīng)距離通常在5米到10米之間,適用于小型場(chǎng)所的安全防護(hù)。
1237
博揚(yáng)智能 ??? 1年前
從發(fā)泡射出探討塑膠材料輕量化之流動(dòng)、發(fā)泡特性及結(jié)構(gòu)強(qiáng)度之變化 
,通過透氣鋼輸出氣體與熔融塑膠混合,形成發(fā)泡熔體(溶入氮?dú)獾娜廴谒苣z),透過實(shí)際實(shí)驗(yàn)觀察氮?dú)?em>和聚丙烯熔融塑膠混合后的塑膠發(fā)泡射出成型之熔體流動(dòng)性、發(fā)泡特性和結(jié)構(gòu)強(qiáng)度。
2705 8
ACMT協(xié)會(huì) ??? 2年前
Moldex3D模流分析之應(yīng)用先進(jìn)CAE工具驗(yàn)證光學(xué)產(chǎn)品翹曲及折射率 
由此可證,造成此差異的主要原因是精密射出成型產(chǎn)品的表面變形和折射率變化的綜合影響,與Moldex3D之前的的預(yù)測(cè)結(jié)果相符。結(jié)果透過Moldex3D的分析,可準(zhǔn)確預(yù)測(cè)并觀察到精密射出成型之自由曲面光學(xué)產(chǎn)品的翹曲情形和折射率,幫助使用者更深入了解表面變形和折射率變化等潛在因素,是如何影響波前變化。
2042
Moldex3D 中國 ??? 3年前
計(jì)算輻射傳熱的 3 種方法 
首先我們需要研究輻射分辨率 和最大自適應(yīng)數(shù) 來確認(rèn)獲得對(duì)結(jié)果的信心,因此了解這些設(shè)置之間的相互作用非常重要。讓我們看一個(gè)二維示例,并考慮從中心單元射出的射線。應(yīng)該注意的是,這只是形象化視圖,計(jì)算射線本身是不可繪制的。考慮周圍半圓的單位發(fā)射率(相當(dāng)于零反射率)和固定的均勻溫度,這意味著每條射線將看到相同的輻射負(fù)載。在這種情況下,即使是最小的輻射分辨率也會(huì)給出正確的熱通量。
3957 36 10
beichen3159 ??? 4年前
直下式LED背光遇均勻性瓶頸?OAS光學(xué)軟件來支招 
膜層與探測(cè)器設(shè)置對(duì)矩形遮光板除右表面外的其余表面,均涂布高吸收系數(shù)的光學(xué)膜層,有效吸收系統(tǒng)內(nèi)部的反射雜散光,進(jìn)一步提升背光區(qū)域的照度均勻性;在遮光板右表面(即背光出射面)設(shè)置面陣探測(cè)器,探測(cè)器的像素分辨率與采樣密度根據(jù)仿真精度需求設(shè)定,確保能夠精準(zhǔn)采集整個(gè)出射面的照度分布數(shù)據(jù)。
2398 1 1
武漢二元 ??? 7月前
Moldex3D模流分析之光學(xué)射出光學(xué)件成型仿真 
料光學(xué)組件由于加工特性帶來的高性價(jià)比及可應(yīng)用性,在光電、3C及汽車等領(lǐng)域被廣泛應(yīng)用取代傳統(tǒng)玻璃材料,但高肉厚和高厚薄比的極端產(chǎn)品設(shè)計(jì)應(yīng)用射出成型制程容易產(chǎn)生噴流、包封、表面凹痕、真空泡等成型缺陷,需要的冷卻時(shí)間過長(zhǎng)與過大的體積收縮率也導(dǎo)致產(chǎn)品精度與生產(chǎn)效率難以提升。分層射出是光學(xué)產(chǎn)品極端設(shè)計(jì)的解決方案之一,透過將極端產(chǎn)品設(shè)計(jì)分解成堆棧的A-B層依序成型,改善高肉厚帶來的成型挑戰(zhàn)。
3018
Moldex3D 中國 ??? 1年前
射出模具數(shù)字化設(shè)計(jì)與智能制造技術(shù)分析 
此時(shí),所有普通頂針在限位桿和射出機(jī)合模力的作用下,不會(huì)出現(xiàn)任何位移或運(yùn)動(dòng)情況,而兩個(gè)膠口頂針完成所有動(dòng)作指令后,模具內(nèi)部的側(cè)澆口就會(huì)被切斷。等產(chǎn)品冷卻,過程結(jié)束后,技術(shù)操作人員就可依射出模具的三板模落實(shí)開模動(dòng)作。此時(shí),射出機(jī)受到的開模力會(huì)將束口流道處的流道凝料給拉斷,在拉料銷作用下,流道凝料會(huì)有部分留在脫料板上,另一部分則流進(jìn)模具型腔內(nèi)。
3936 2 1
ACMT協(xié)會(huì) ??? 2年前
科學(xué)試模對(duì)于射出成型工藝的優(yōu)化 
結(jié)語科學(xué)化試模與射出成型加工參數(shù)的優(yōu)化設(shè)定除了上述常見的科學(xué)化實(shí)驗(yàn)外,也需要在實(shí)驗(yàn)或試模過程中記錄相關(guān)的加工參數(shù)與數(shù)據(jù),包含塑料除濕干燥后的含水率、熔膠實(shí)際的料溫、實(shí)際的射出充填時(shí)間、模具表面溫度分布、模溫機(jī)冷卻介質(zhì)的流量、成型加工周期時(shí)間、機(jī)臺(tái)響應(yīng)數(shù)據(jù)(如圖5)與速度、壓力、行程響應(yīng)曲線(如圖6)等。
2184 1
ACMT協(xié)會(huì) ??? 2年前
LSR 之材料特性與成型過程介紹 
LSR 的成型加工制程液態(tài)硅橡膠LSR 的成型加工只需要三個(gè)步驟:「計(jì)量混合」、「模塑成型」、「熟化定型」。液態(tài)硅橡膠LSR 具優(yōu)異的流動(dòng)性,在模具中固化后具有堅(jiān)固性和柔韌性,使LSR 射出產(chǎn)品可進(jìn)行非常態(tài)的細(xì)部結(jié)構(gòu)與倒扣等設(shè)計(jì),這是其它射出材料,如塑料或熱塑性彈性體等所無法做到的。
4298 3 1
型創(chuàng)科技2023 ??? 2年前
Moldex3D iSLM模流分析之塑化射出保壓 
3.后松退: 此顯示關(guān)于后松退的資料。項(xiàng)目包含 速度 和 距離。4.圖片: 此顯示在成型過程中成型機(jī)臺(tái)接口上所顯示的塑化設(shè)定。點(diǎn)擊+按鈕以上傳相關(guān)塑化設(shè)定圖和訂定標(biāo)題。上傳完成后將鼠標(biāo)移至圖片上以 預(yù)覽、下載 或 刪除 圖片。射出 ( Injection )此顯示在成型過程中的 射出 設(shè)定。
2064
Moldex3D 中國 ??? 2年前
20條/頁 
 195
195 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
