



ZEMAX軟件技術應用專題:利用Kogelnik方法模擬體積全像光柵的繞射效率 
然而,為了準確地說明體積全像的特性,除了考慮繞射光線的傳播方向外,還必須考慮繞射效率、材料收縮或折射率變化等因素。考慮繞射效率使用戶能夠進行圖像模擬和綜合優化等高級分析。表面反射光柵與體積全像光柵的比較在介紹這個模型之前,我們先簡單解釋一下表面反射光柵(SRG)和體積全像光柵(VHG)的區別。
2123
w**elab86_Swsp ??? 3年前
注塑模調機工藝.
大多數情況下,澆口比制件其它部分薄得多,在模塑件仍然很熱而且持續收縮時,小的澆口已經固化,固化后,保壓對型腔內的模塑件就不起作用。 半結晶塑料材料的模塑件收縮率高,這使得凹痕問題更嚴重;非結晶性材料的模塑收縮較低,會最大程度地減小凹痕;填充和維持增強的材料,其收縮率更低,產生凹痕的可能性更小。
2275 1
模具論壇 ??? 4年前
射出加工螺桿技術數據 
塑化剪切速率(Shear Rate in Plasicizing)螺桿塑化的剪切速率的定意是指在加熱料管中的塑料, 經螺桿轉動塑化過程中,其在料管管壁上的表面速度除 以螺管螺牙溝槽的深度,此剪切速率的數值可以表示為 ft/min.
2745 1
型創科技2023 ??? 2年前
基于感測信息之厚件射出成型表面微縮痕質量監測 
■高雄科技大學 黃明賢教授射出成型實驗室前言射出成型使用之剪切致稀高分子熔膠為熱脹冷縮非牛頓流體,在熔膠充填后的保壓及冷卻過程,其在模穴內由液態相變化為固態,其中,在保壓階段如保壓壓力過低或時間過短將造成模內熔膠顯著收縮,進而在成品表面形成凹痕缺陷,當其在產線未實時檢出并進一步作出處置,往往會使生產質量良率降低,并造成生產成本浪費。
2387
ACMT協會 ??? 2年前
ZEMAX軟件技術應用專題:如何使用ZOS-API創建飛行時間用戶分析 
LiDAR(光探測和測距)是一種感測器技術,可通過測量發射光從周圍物體反射並返回到接收器所需的時間來幫助創建環境的3D數字地圖。這種3D映射作為自動駕駛汽車的關鍵使能技術在汽車行業變得越來越重要。在汽車行業之外,LiDAR用於移動設備,用於增強現實、測量距離以及模糊照片和影片中的背景等功能。
2080
w**elab86_Swsp ??? 3年前
如何模擬粗糙表面的光學特性 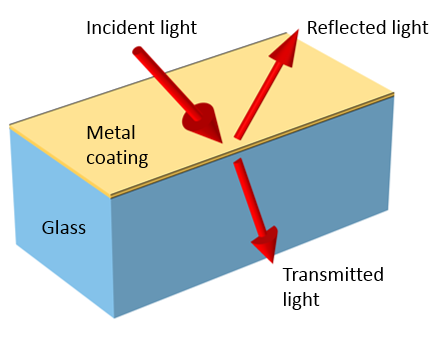
下面的圖中顯示了透射率、反射率和吸收率的樣本結果。它們與光滑表面和周期性變化表面的結果明顯不同。請注意,入射角的掃描在偏離法線 85° 時終止。當然,對于運行的每個不同的隨機幾何案例,這些圖看起來會略有不同。法向入射到粗糙玻璃表面的透射率、反射率和吸收率。在入射角不超過 85° 的情況下,波長為 550nm 光的透射率、反射率和吸收率。
2809 1 3
我是小能 ??? 3年前
科學試模對于射出成型工藝的優化 
圖4:澆口封口保壓有效時間確認實驗結語科學化試模與射出成型加工參數的優化設定除了上述 常見的科學化實驗外,也需要在實驗或試模過程中記 錄相關的加工參數與數據,包含塑料除濕干燥后的含水率、熔膠實際的料溫、實際的射出充填時間、模具 表面溫度分布、模溫機冷卻介質的流量、成型加工周 期時間、機臺響應數據(如圖5)與速度、壓力、行 程響應曲線(如圖6)等。
3145 7 3
型創科技2023 ??? 2年前
【塑料界黑科技】LCP塑料:高耐溫、高剛性,一次了解這種神奇材料! 
?射出成型模溫條件:LCP 射出加工模溫設定條件范圍較寬,可設定之范圍為25℃ ~180℃,而最常使用的模溫范圍為80℃ ~120℃;高模溫條件可改善成品表面外觀及熔膠流動性,對高溫后制程(ex.SMT) 會有較好尺寸安定性。
8302 4 1
ACMT協會 ??? 2年前
Moldex3D模流分析之加工精靈選擇射出機 
?最大壓力變化率:當從充填轉保壓時,機臺容許的最大壓力轉變。 ?機臺類型:油壓式機臺(或未指定)需要設定正確的油壓轉換因子,而全電式的不用 ?液壓轉換因子:表施加的油壓與轉換后的射壓間的關系:(射壓) = (油壓) X (油壓轉換因子) 機臺響應 (Machine Response) 真實機臺的行為會與操作的設定不同,也會在不同的機臺間有差異。
2311 6 4
Moldex3D 中國 ??? 2年前
“不容忽視的表面現象:塑膠射出后的浮纖問題詳解! 
針對一般玻纖增強樹脂的流動性差,而且兩種組 分的流動性不一致的特性,模具設計中的流動距離不能太長,讓熔體快速充填型腔,保證玻纖能均勻分散, 避免發生淤積分層面而形成浮纖。因此澆鑄系統設計 的基本原則是采用大截面積的流道,流程宜平直和短。圖4: 產品無明顯浮纖現象- 明顯改善如仍有少量浮纖現象,模具表面曬紋也可以有摭蓋作 用。
4759 1
型創科技2023 ??? 2年前
對射傳感器的最大感應距離是多少米,最大感應距離的影響因素 
4.物體的反射率:被檢測物體的表面特性同樣影響感應距離,光滑明亮的物體通常能更好地反射紅外光,從而延長感應距離。 二、常見的最大感應距離一般來說,市面上的對射傳感器的最大感應距離多在5米到30米之間。例如:-短距離:一些低成本或小型的對射傳感器,其感應距離通常在5米到10米之間,適用于小型場所的安全防護。
1237
博揚智能 ??? 1年前
從發泡射出探討塑膠材料輕量化之流動、發泡特性及結構強度之變化 
,通過透氣鋼輸出氣體與熔融塑膠混合,形成發泡熔體(溶入氮氣的熔融塑膠),透過實際實驗觀察氮氣和聚丙烯熔融塑膠混合后的塑膠發泡射出成型之熔體流動性、發泡特性和結構強度。
2705 8
ACMT協會 ??? 2年前
Moldex3D模流分析之應用先進CAE工具驗證光學產品翹曲及折射率 
由此可證,造成此差異的主要原因是精密射出成型產品的表面變形和折射率變化的綜合影響,與Moldex3D之前的的預測結果相符。結果透過Moldex3D的分析,可準確預測并觀察到精密射出成型之自由曲面光學產品的翹曲情形和折射率,幫助使用者更深入了解表面變形和折射率變化等潛在因素,是如何影響波前變化。
2042
Moldex3D 中國 ??? 3年前
計算輻射傳熱的 3 種方法 
首先我們需要研究輻射分辨率 和最大自適應數 來確認獲得對結果的信心,因此了解這些設置之間的相互作用非常重要。讓我們看一個二維示例,并考慮從中心單元射出的射線。應該注意的是,這只是形象化視圖,計算射線本身是不可繪制的。考慮周圍半圓的單位發射率(相當于零反射率)和固定的均勻溫度,這意味著每條射線將看到相同的輻射負載。在這種情況下,即使是最小的輻射分辨率也會給出正確的熱通量。
3957 36 10
beichen3159 ??? 4年前
Moldex3D模流分析之光學射出光學件成型仿真 
料光學組件由于加工特性帶來的高性價比及可應用性,在光電、3C及汽車等領域被廣泛應用取代傳統玻璃材料,但高肉厚和高厚薄比的極端產品設計應用射出成型制程容易產生噴流、包封、表面凹痕、真空泡等成型缺陷,需要的冷卻時間過長與過大的體積收縮率也導致產品精度與生產效率難以提升。分層射出是光學產品極端設計的解決方案之一,透過將極端產品設計分解成堆棧的A-B層依序成型,改善高肉厚帶來的成型挑戰。
3018
Moldex3D 中國 ??? 1年前
射出模具數字化設計與智能制造技術分析 
此時,所有普通頂針在限位桿和射出機合模力的作用下,不會出現任何位移或運動情況,而兩個膠口頂針完成所有動作指令后,模具內部的側澆口就會被切斷。等產品冷卻,過程結束后,技術操作人員就可依射出模具的三板模落實開模動作。此時,射出機受到的開模力會將束口流道處的流道凝料給拉斷,在拉料銷作用下,流道凝料會有部分留在脫料板上,另一部分則流進模具型腔內。
3936 2 1
ACMT協會 ??? 2年前
直下式LED背光遇均勻性瓶頸?OAS光學軟件來支招 
膜層與探測器設置對矩形遮光板除右表面外的其余表面,均涂布高吸收系數的光學膜層,有效吸收系統內部的反射雜散光,進一步提升背光區域的照度均勻性;在遮光板右表面(即背光出射面)設置面陣探測器,探測器的像素分辨率與采樣密度根據仿真精度需求設定,確保能夠精準采集整個出射面的照度分布數據。
2398 1 1
武漢二元 ??? 7月前
LSR 之材料特性與成型過程介紹 
LSR 的成型加工制程液態硅橡膠LSR 的成型加工只需要三個步驟:「計量混合」、「模塑成型」、「熟化定型」。液態硅橡膠LSR 具優異的流動性,在模具中固化后具有堅固性和柔韌性,使LSR 射出產品可進行非常態的細部結構與倒扣等設計,這是其它射出材料,如塑料或熱塑性彈性體等所無法做到的。
4298 3 1
型創科技2023 ??? 2年前
科學試模對于射出成型工藝的優化 
結語科學化試模與射出成型加工參數的優化設定除了上述常見的科學化實驗外,也需要在實驗或試模過程中記錄相關的加工參數與數據,包含塑料除濕干燥后的含水率、熔膠實際的料溫、實際的射出充填時間、模具表面溫度分布、模溫機冷卻介質的流量、成型加工周期時間、機臺響應數據(如圖5)與速度、壓力、行程響應曲線(如圖6)等。
2184 1
ACMT協會 ??? 2年前
Moldex3D iSLM模流分析之塑化射出保壓 
3.后松退: 此顯示關于后松退的資料。項目包含 速度 和 距離。4.圖片: 此顯示在成型過程中成型機臺接口上所顯示的塑化設定。點擊+按鈕以上傳相關塑化設定圖和訂定標題。上傳完成后將鼠標移至圖片上以 預覽、下載 或 刪除 圖片。射出 ( Injection )此顯示在成型過程中的 射出 設定。
2064
Moldex3D 中國 ??? 2年前
20條/頁 
 195
195 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
