



基于ANSYS Workbench 仿真分析液壓閥塊內部油路極限壁厚 
為得出不同材質的液壓閥塊在極限壓力 42 MPa 的條件下的極限壁厚,針對液壓閥塊內部進行有限元分析,通過 PROE 三維繪圖軟件進行三維建模,導入有限元分析軟件 ANSYS Workbench 中,通過對液壓閥塊和內部管路賦予一定的材料屬性和施加一定的邊界條件、載荷約束等,得出不同材質的液壓閥塊在極限壓力 42 MPa 的條件下的極限壁厚。
5053 4 1
小白Johnny ??? 2年前
LS-DYNA厚壁筒受內壓分析與柱坐標系結果處理 

本課程主要目的:使用LS-DYNA進行厚壁筒受內壓分析;使用LS-DYNA顯示算法、隱式算法進行彈性問題分析;使用殼單元、實體單元進行問題分析;在柱坐標系下進行后處理并顯示計算結果。
1020 2
CAENET_FSL ??? 4年前
CAE模流分析101招-第 37招、產品設計之厚度篇~【肉厚影響篇】 
圖4:CPU Socket 不同肉厚的產品流動波前速度差異分布舉圖4、5、6、7的軟件 分析與現場試模短射圖為例,從中都可以得到以下經 驗,當產品設計本身的肉厚值分布不同,造成的流動 波前速度差異會明顯有領先與落后現象。厚度設計差 異越大,流動的速度差異越明顯,厚壁區快速填滿, 而薄壁區則呈現停滯現象,且容易有短射或包封的問 題產生。
2957 2
型創科技2023 ??? 2年前
內聚力cohesive 不等壁厚膠體如何處理?
cohesive材料參數表征的是等壁厚材料的參數;在實際工程應用中出現涂膠量成梯形非等壁厚,這種情況如何處理(粘接接觸);能仿真出不同厚度的膠的影響嗎如何實現 不同厚度粘性不同這種類型分析
2555 2 5
宋珊珊 ??? 3年前
基于ANSYS的波紋管波形參數對平面失穩影響的分析 
表1 屈曲載荷與波紋參數的關系2.2.1 壁厚當波紋管壁厚由0.6 mm增加到1.4 mm, 對應的屈曲載荷也在不斷增大,壁厚的增加可以提高波紋管的屈曲強度和平面穩定性,但是壁厚的增加會對波紋管的補償能力造成一定的影響,疲勞壽命也會降低,給成形也帶來了困難,產品造價相應提高[9]。
2835 8 2
Infiniteelements ??? 2年前
【揭秘塑料制品玄機】超高精密設計,肉厚竟然能影響流動? 
結語 根據以往這些例子,淘肉厚很重要,但要在對的區域淘才是正確的,透過模流分析可以提供很具參考性的結果給設計者去思考。 舉例來說,以圖1在簡單平面上的厚度設計不同,流動的速度相差一倍以上,在厚壁區快速填滿,而薄壁區呈現滯留現象容易有短射問題產生。
2873
ACMT協會 ??? 2年前
承壓設備厚板中頻感應加熱局部熱處理試驗研究 
這是因為感應加熱的熱源產生于被加熱工件表面以下 10 mm 的范圍內,熱量從外壁傳到內壁需要熱傳遞的推動力,這就帶來沿壁厚的溫差,傳遞熱量越多溫差越大。在整個感應加熱階段,最大溫差在 6~17 ℃。在 705 ℃的保溫階段,馬鞍形厚板的內壁溫度與外壁溫度最大溫差為 11.3 ℃。
2949 1
FMMM ??? 2年前
Moldex3D模流分析之Tokyo Seiki公司使用模流大幅減少試模次數 
設計變更的主導權,已大幅度的由傳統式的只做代工向上提升,每一批模具代工至少有一半以上的模具,是由 Tokyo Seiki 主導修改產品設計,例如最近接手的印表機組件的流道不平衡問題,以及某知名國際相機廠牌的產品翹曲改良。對癥下藥,增加產品強度:流動平衡與結合線問題改良流動平衡目的是避免成品後所發生變形的主要改善方案,尤其針對精密性產品,在分析過程中常以流動平衡指數來作為比較數據。
2210
Moldex3D 中國 ??? 3年前
基于NX Nastran的顯微鏡部件結構靜力分析及優化設計 
設計鑄件時,壁厚是衡量壓鑄工藝的一個重要指標[12]。壓鑄件的壁厚與整個產品壓鑄件鑄造工藝十分密切。因此在優化時需要考慮壓鑄件的壁厚,零件壁厚偏厚會使壓鑄件的力學性能明顯下降[13]。根據壓鑄件的表面積,鋁合金(ZL101)壓鑄件的合理壁厚如表2所示。
4763 5 1
Whitney ??? 2年前
[案例]薄壁彎管在內壓和彎矩作用下的彈塑性坍塌分析 ![[案例]薄壁彎管在內壓和彎矩作用下的彈塑性坍塌分析](https://img.jishulink.com/msimage/202604/c58169cfd63e85c197b22d951cc128ff.png?image_process=resize,fw_294,fh_172,)
截面屬性Section-LEG,直管段:壁厚0.37截面屬性Section-LBOW,彎管段:壁厚0.41步驟 4:裝配與定位1.將直管彎管部件實例化裝配,直管和彎管間tie(若彎管用ELBOW31B單元,直管用B31單元)。---對應elbowcollapse_elbow31b_b31.inp2.若用S8R5單元則只有一個零件,不需裝配。
2383 1
dwg_2931 ??? 1月前
鋁合金薄壁殼體低壓鑄造工藝方案設計 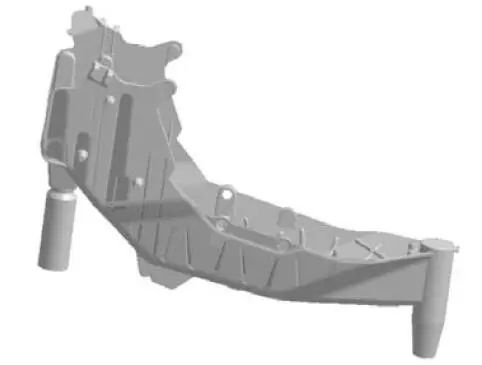
1 原工藝分析1.1 鑄件結構與原始澆注系統本文研究對象為鋁合金薄壁殼體,鋁合金牌號為A356。其外觀如圖1所示,鑄件特征為形狀細而長,縱向高度差異大,壁厚較薄的異型鋁合金殼體。鑄件尺寸為:733.5 mm×230.6 mm×495 mm;鑄件壁厚大多在6 mm,且存在大量加強筋和肋板,鑄件左側高度明顯高于右側,使得鑄件左側相比右側難以補縮。
3275
鑄造工程師 ??? 3年前
淺談重力鑄件模流分析 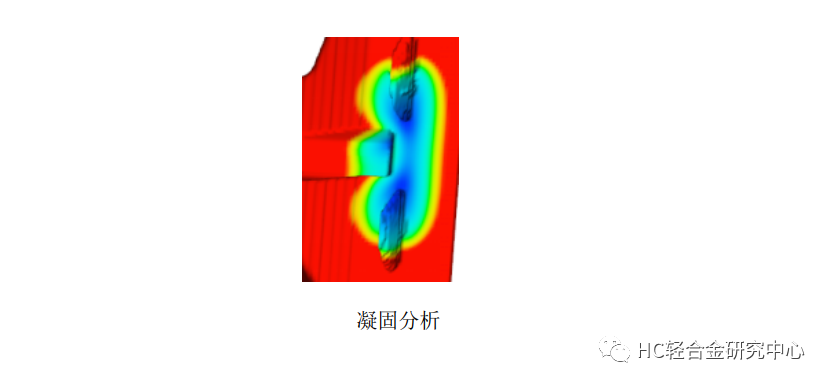
1、產品分析:1.1對支架毛坯數模進行壁厚分析,產品最大壁厚30mm,最薄8mm,本產品整體壁厚較厚,薄壁區域位于三處螺栓安裝區,壁厚差異大,因此在厚壁處易形成熱節,造成產品形成集中的縮孔缺陷。1.2運用模流軟件對產品進行凝固分析。
4211 5 1
鑄造工程師 ??? 2年前
鑄鋼節點怎么設計? 
目 前,中國和日本的鑄鋼材料標準均未列出壁厚分組 及相應的指標值,但中國標準在附錄條款中說明所 規定的力學性能指標可用于壁厚小于WO mm的 鑄件,并且屈服強度值還可用于t >100 mm鑄件的 設計;德國1992年DIN17182規定了不同壁厚的不 同強度等力學指標,但2005年修訂后的DIN EN10293則取消了壁厚分組,同時對G17Mn5QT, G20Mn5N只規定了壁厚50 mm與30 mm
2239
用戶_53202 ??? 1年前
塑料連接器產品翹曲常見原因分析及改善方案 
增強剛度的最佳方法是加肋而不是增加壁厚,肋的厚度應為壁厚的50%-75%,在肋與壁的結合處加圓角可以進一步改善強度。圓角半徑應該是肋厚度的40%-60%,肋根厚度不宜超過壁厚的25%,肋的高度不應超過肋厚度的5倍,同時肋的拔模斜度不應小于0.5度。
2496
國高材高分子材料產業創新中心 ??? 3月前
基于壓鑄車門的設計與仿真 
(1) 根據鋁合金壓鑄件特征,薄壁件會提高零件的強 度,但是壁件的厚度太小會對壓鑄成型的過程造成負面影 響,因此外板的壁厚要根據車門的強度要求和影響壓鑄的 因素共同 決 定。
4072 3 1
清風徐來asd ??? 2年前
算例丨基于ABAQUS的復合材料薄壁圓筒屈曲分析 
圖 3-2 鋪層接著生成裝配件,定義屈曲分析步。對所建模型施加邊界條件和施加載荷。將圓筒的一端固支,另一端施加單位 1 的均布軸邊壓載。最后進行網格劃分。考慮到在復合材料層合殼模型中剪切柔度的影響,可采 用厚殼單元 S4R 來模擬它。
5106 11 2
CAEer吳皓 ??? 2年前
常用金屬重量計算公式,留著總有用處
寬×長度 黃銅板重量(公斤)=0.0085×厚×寬×長度 鋁板重量(公斤)=0.00171×厚×寬×長度 園紫銅管重量(公斤)=0.028×壁厚×(外徑-壁厚)×長度 園黃銅管重量(公斤)=0.0267×壁厚×(外徑-壁厚)×長度 園鋁管重量(公斤)=0.00879×壁厚×(外徑-壁厚)×長度 注:公式中長度單位為米,面積單位為平方米
2419
數控編程教學 ??? 4年前
如何提高模擬分析的準確性-網格篇 
選擇網格即為選擇分析的理論模型,不同的網格,在某些分析方向上結果會有較大差異,根據產品模型的結構和分析目的,選擇最適合的網格 。例如,同一個產品模型,如果采用不同的網格類型,分析結果有較大差異 由于 Beam 單元和 3D 網格,能夠考慮壁厚側邊的熱量散失,所以模擬的流動模式,與實驗的結果更為一致。
1268
Technow同奈科技 ??? 1月前
Moldex3D模流分析之為電燒筆刀供貨商導入模流分析 
因產品壁厚設計不均所引起的流動遲滯以及競流效應都能透過Moldex3D的流動模擬工具來檢視。從原始設計的流動波前模擬分析中發現,熔膠進入模穴后,會同時接觸到壁厚較厚及較薄的區塊,由于塑料的熱傳導率,熔膠在流經壁厚較薄的區域時溫度會顯著下降,因而導致產品有短射的現象。除此之外,Moldex3D的流動模擬工具也偵測到原始設計中單一進澆口的充填壓力過高。
1841
Moldex3D 中國 ??? 3年前
基于自動迭代法的鑄件變形補償技術的開發與應用 
基于有限元法技術,Cast-Designer能夠在同一個網格模型中,進行熱、流動、應力的三場全耦合分析,從而獲得更高準確度的計算結果。由于同時考慮了熱應力和機械應力的影響,對模具的約束與脫模的影響都能完整分析。以下是某汽車鑄件,產品尺寸為438 X350 X 145 mm,平均壁厚3.5 mm。由于產品左側結構簡單,且壁厚比較薄而右側結構復雜、產品壁厚較大,產品在凝固過程中,極容易產生變形。
2385 5 4
C3PChina ??? 3年前
20條/頁 
 20
20 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
