



樹脂砂球鐵件表層球化不良,從減少傳遞源、截斷傳遞途徑、抵消S影響三方面查查 
S元素與鐵液中的Mg元素反應,生成MgO、MgSO3以及 MgS等Mg的氧化物和硫化物,降低鑄件表層的殘余Mg含量,使鑄件表層球化不良,出現片狀石墨組織。3、 防止措施 由以上分析,可知鑄件表層球化不良的主要原因是,高溫下型砂中的S元素進入鐵液,降低了鑄件表層的殘余Mg含量。要防止球鐵鑄件表層出現異常組織,必須阻止型砂中的S在高溫下進入金屬液。
2049
鑄造工程師 ??? 3年前
【選型計算】機械設計基礎計算題之球軸承的分類及選型 
氈密封型 接觸型 除傳統軸承外,市場上也有一些帶有特殊結構的球軸承可供選擇,適合有特殊要求的場合。
2837
機械工程師 ??? 4年前
旋轉機械的新靈魂-氮化硅陶瓷球軸承 
全陶瓷軸承的所有部件均使用氮化硅陶瓷材料制造;混合型陶瓷軸承,一般情況下,軸承套圈使用軸承鋼,使用氮化硅陶瓷球作為內部滾子。混合型氮化硅陶瓷球軸承(圖片來源:上海宇部化工科技有限公司)軸承在工作過程中由于交變應力產生的接觸疲勞失效以及工作表面不斷磨損產生的磨損失效是軸承失效的主要形式,而這些失效大多發生在軸承套圈溝道工作表面上。
2960
機械發明愛好者 ??? 3年前
如何用鐵型覆砂工藝生產鑄態QT450-10高韌性球墨鑄鐵 
4 鑄件冷卻時間 一般砂型機械化自動線作業,鑄件開箱由流水線節拍控制,開箱時間不會存在較大波動,較少考慮冷卻速度對鑄件延伸率的影響,但鐵型覆砂工藝因鑄件外面被一層5-7mm的覆砂層和厚厚的鑄鐵型包圍,鐵型對進入型腔的鐵水有很強的激冷作用,直接導致基體中鐵素體數量明顯減少、珠光體含量升高,鑄件強度升高、延伸率降低,對于鑄態高韌性QT450-10球鐵來說存在極大不利。
4891 1
鑄造工程師 ??? 2年前
一站式軸承廠家優選:米思米經濟型+耗材整合供應 
用戶可以根據維護計劃,更精準地預測和采購所需全套物料,減少庫存種類和資金占用,同時降低因缺件導致的停機風險。 總持有成本優化: 米思米經濟型軸承本身具有“品質保證,價格低廉”的特點。疊加耗材的便捷獲取和潛在的量采優勢(如適用),以及效率提升和潛在故障減少帶來的隱性成本節約,有助于用戶實現更優的整體擁有成本(TCO)。
1262
米思米misumi ??? 9月前
O型球閥與V型球閥區別
O型球閥的閥體內部安裝有中間通孔的球體,球體上開有一個直徑與管道直徑相等的通孔,球體可在密封座中旋轉,在管路方向兩側各有一個環狀的彈性體來實現密封。V型球閥球芯帶有V型結構,閥芯是1/4球殼,開有V型缺口,流通能力大,可調范圍大、具有剪切力,能關閉嚴密等特點,特別適用于流體物質帶纖維狀的工況。
2043
閥門圈 ??? 3年前
串聯EFP,爆炸成形彈丸,雙層藥型罩,數值模擬,k文件,重啟動 
雙層EFP爆炸成形彈丸,球缺型
2111 6
韋簫 ??? 1年前
氧化鋁粉體,新質生產力變革下的不可或缺 
氧化鋁具有多種晶型,目前發現的有11種。在電子陶瓷封裝材料中,氧化鋁具有較為優異的綜合性能,是目前電子行業中應用最廣的陶瓷材料,占陶瓷基板總量的90%,已成為電子工業中不可或缺的材料。
2938
熱管理博覽會 ??? 2年前
球鐵縮孔縮松、夾渣、石墨漂浮3大常見缺陷如何解決? 
(6)型砂:若型砂表面粘附有多余的砂子或涂料,它們可與金屬液中的氧化物合成熔渣,導致夾渣產生;砂型的緊實度不均勻,緊實度低的型壁表面容易被金屬液侵蝕和形成低熔點的化合物,導致鑄件產生夾渣。2.2 防止措施(1)控制鐵液成分:盡量降低鐵液中的含硫量(<0 06%),適量加入稀土合金(0 1%~0 2%)以凈化鐵液,盡可能降低含硅量和殘鎂量。
2354
鑄造工程師 ??? 4年前
球鐵高性能低成本,但縮孔縮松、夾渣、石墨漂浮三大常見缺陷該如何解決? 
(6)型砂:若型砂表面粘附有多余的砂子或涂料,它們可與金屬液中的氧化物合成熔渣,導致夾渣產生;砂型的緊實度不均勻,緊實度低的型壁表面容易被金屬液侵蝕和形成低熔點的化合物,導致鑄件產生夾渣。 2.2 防止措施 (1)控制鐵液成分:盡量降低鐵液中的含硫量(<0 06%),適量加入稀土合金(0 1%~0 2%)以凈化鐵液,盡可能降低含硅量和殘鎂量。
2562
鑄造工程師 ??? 4年前
球鐵無冒口工藝的鐵液成份、澆注溫度、冷鐵工藝、鑄型強度、孕育處理、鐵液過濾和鑄件模數參數分析 
2.2 澆注溫度 有實驗表明,球墨鑄鐵的澆注溫度從1350℃到1500℃對鑄件收縮的體積沒有明顯的影響,只不過縮孔的形態從集中型逐漸向分散型過度。石墨球的尺寸也隨著澆注溫度的升高逐漸變大,石墨球的數量逐漸減少。所以沒有必要苛求過低的澆注溫度,只要鑄型強度足夠抵抗鐵液的靜壓力,澆注溫度可以高一些。
2329
鑄造工程師 ??? 4年前
【專業積累】一起認識滾動軸承——常用類別術語及相關知識
4、裝填槽球軸承 filling slot ball bearing 在溝型球軸承每個套圈的一個擋邊上裝填槽,以便能裝填更多的球。 5、鎖口球軸承 counterbored ball bearing 外圈的一個擋邊全部或部分去掉的溝型球軸承。
2549
機械工程師 ??? 4年前
濕型砂混砂,如何控制膨潤土、舊砂等料的比例! 
應先加砂和水混勻,后加膨潤土,因為水已分散,沒有較大的水滴,加入膨潤土后只能形成大量較小的粘土球。壓開這些小粘土球是比較容易的,需要的能量也較小。也就是說,用同樣的混砂設備,得到品質相同的型砂,所需的混碾時間較短。國外有的鑄造廠,在采用間歇式混砂機的條件下,混砂前先向混砂機中加水,運轉幾秒鐘(當然設備方面保證水不泄漏)。
4518 2 1
鑄造工程師 ??? 2年前
研究論文 | 玻璃球負載非晶態有機鈦聚合物提高光催化還原CO2的轉換頻率 
此外,由于粉末型催化劑在使用過程中存在氣阻大、易發生光的散射和難以分離回收等缺點,應用中面臨著許多問題。因此,通過在宏觀大粒徑的載體上制備光催化劑是解決實際應用要求的途徑之一。相較于其它載體,玻璃具有化學穩定性好、光透射強等優點。 金屬-有機骨架(MOFs)是一種由無機金屬中心(金屬離子或金屬簇)與橋連的有機配體通過自組裝相互連接,形成的一類具有周期性網絡結構的晶態多孔材料。
4111
化工加 ??? 3年前
【專題研究】美國海軍艦船的水動力設計與優化簡介 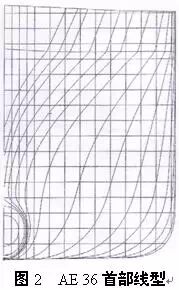
例如T-AKE設計,即便合同已經授予,但最終更改了球首的設計。2.橢圓球首(Elliptical Bulbous Bows)(1)概述橢圓球首并不是一個新概念,美國海軍最初采用該型球首的艦船是MARAD預置船(MARAD C7-5-M134a)和LSD 41級登陸艦。這兩型艦船采用了球形球首和橢圓球首進行了試驗,試驗均表明橢圓球首總體性能更優。
2984 2 1
海工 ??? 3年前
揭開“模仿者”的面紗:T型槽平臺的高標準,到底高在哪? 
看槽型:確認設備底座的螺栓孔距,確保與平臺的T型槽間距(如200mm或250mm)相匹配,否則無法直接固定。查工藝:確認生產廠家是否有退火處理工序,這直接關系到平臺是否會因時間推移而變形。總結T型槽平臺是現代機械制造、維修領域中不可或缺的基礎工藝裝備。它不僅是承載工件的“桌子”,其T型槽設計更是實現了工件的快速、精和確定位與夾緊。
920
威岳13780573715 ??? 1月前
常見疏水閥的結構形式與工作原理 
機械型疏水閥的過冷度小,不受工作壓力和溫度變化的影響,有水即排,加熱設備里不存水,能使加熱設備達到最佳換熱效率。最大背壓率為80%,工作質量高,是生產工藝加熱設備最理想的疏水閥。 機械型疏水閥有自由浮球式、自由半浮球式、杠桿浮球式、倒吊桶式等。
2769
化工設備人 ??? 3年前
史上最全軸承分類和編號合集! 
K2—— 兩套深溝球軸承成對安裝以承受雙向軸向載荷。 K3—— 兩套深溝球軸按無游隙背靠背安裝( O 型安裝)。 K4—— 兩套深溝球軸承按無游隙面對面安裝( X 型安裝)。 K6—— 兩套角接觸球軸承成對安裝以承受單向軸向載荷。 K7—— 兩套角接觸球軸承按無游隙背靠背安裝( O 型安裝)。
2597
化工707 ??? 4年前
11,comsol求解諧振子方程 
本文著重想談的是:為何吸收峰是類似高斯型的?它不是一個方形或者三角形的,而偏偏是類似圓潤的高斯型,能夠從數學的角度給出解釋嗎?答案是當然能,這里就需要引入諧振子模型來回答這個問題。
2978 2 3
周唯 ??? 4年前
球墨鑄鐵經驗匯總:原材料選擇、熔煉工藝制定、溫度控制、爐前球化孕育處理
要在鑄態下獲得以鐵素體基體為主的組織,除鑄型要有足夠的吃砂量外,鑄件在鑄型中要有足夠的保溫和緩冷時間,至少要使鑄件在型內冷卻到650℃以下方可開箱取出。
3380 4 2
鑄造工程師 ??? 3年前
20條/頁 
 25
25 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
