



滴壺+三通+手柄注塑模具設計+3d 
圖2 滴壺+三通+手柄模具圖圖3 分模面流道圖由于PVC為具有腐蝕性的塑料,其模具鋼材必須采用不銹鋼。因此,本套模具的前后模仁鋼材采用S136H. PVC是熱敏感性材料,其注塑成型工藝性較差,原因是過高的熔膠溫度或過長的受熱時間很容易使PVC分解,因此控制熔融溫度是注塑PVC產品的關鍵。
2107
模具論壇 ??? 4年前
【專業知識】一張圖讓你看清注塑模具的結構組成! 
當產品在模具內成型冷卻后,模具前后模分離打開,由推出機構--頂針在注塑機的頂桿推動下將塑料制品及其在流道內的凝料推出或拉出模具開腔和流道位置,以便進行下一個注塑成型工作循環。 二、塑膠模具按結構分一般由模架、模仁、輔助零件、輔助系統、輔助設置、死角處理機構等幾個部分組成。
2973
機械工程師 ??? 4年前
關于注塑模具排氣的標準,你知道嗎? 
首先要了解不合理的排氣會產生以下不良:1、氣體堆積會浸蝕模具表面及分模線;2、顏色問題:出現色差,使顏色變黑或變亮;咬花面亮霧不一3、要增加模具拋光:浪費時間、錢及并使鋼材易腐蝕;4、不可能使產品達到客人要求的標準;5、會產生過多的結合線(這此結合經不牢固,并且不美觀);6、會浪費太多的注塑壓力,增加注塑機工作的難度;7、需使用過高的料筒溫度(增加注塑機工作難度
2276 1
高分 ??? 4年前
解決注塑模具成型難題,型創科技&ACMT技術平臺助您一臂之力! 
】??【模具成型工廠智能升級轉型之路】??【從泰國模具與成型產業看東南亞趨勢】??【非常「鈦」,鈦合金是否能夠成為MIM主流】??【數字精實注塑成型工廠之管理】??【高分子材料檢測的應用與發展】??【微細發泡技術與實際應用】??【射出設備最新發展與應用案例】??【2021年技術回顧與成果發表】可滑動查閱!
3130
ACMT協會 ??? 2年前
注塑成型的影響因素丨模具溫度 
所以要將模具與機板隔熱,如果可能,將模具的表面隔熱。如果考慮用熱流道模具,嘗試減少熱道部分和冷卻了的注塑件之間的熱量交換。這樣的方法可以減少能量流失和預熱時間。 一、塑模溫度控制【一】溫度控制必要性(1)溫度控制對成形性之目的及作為成形品外觀,材料物理性質,成形循環等,受模仁溫度之影響,頗為顯著。
3108
模具論壇 ??? 4年前
UG NX注塑模具設計教程之2D排位實例講解 
模仁大小設計為保證有足夠的封膠力,產品到模仁邊需有25-30mm的距離(大產品需加大,但一般在50c以內),產品與產品中間需設計流道和進膠也需要25-30mm(牛角進膠需加大到35-40mm)。鑲件、虎口、枕位、基準角設計為模具更好加工和排氣以及模具壽命的考慮,設計時需適當的設計鑲件。
9203
張偉一 ??? 3年前
【干貨】雙色模具的設計及注塑成型
28、99%的情況是先注塑產品的硬膠局部,再注塑產品的軟膠局部。由于軟膠易變形。29、留意在第二次注塑時,塑膠的活動能否會沖動第一次曾經成型好的產品,使其膠位變形?假設有這個可能,一定要想方法改善。30、雙色模具一定要謹慎選擇澆口位置。一次產品最好選擇潛伏式進膠,這樣產品和流道可以自動切斷。當無法采用潛伏式進膠時,可以考慮三板模或者熱流道模具。
3560
張偉一 ??? 3年前
做注塑模具設計基本知識,不懂你就可以放棄這門行業了
59、流道有那些形式?有圓形流道→半圓形流道→T形流道→正六角形流道。60、模具設計人員的常備手冊與書籍?鋼材書籍、塑料書籍、模具標準件書籍。61、彈簧的作用是什么?外用出現時產生反彈力62、模具為什么要拔模?防止產品脫模時被拉傷。63、螺絲的作用及配合長度的確定?主要起緊固定作用,配合長度一般取螺絲直徑的1.5到2倍。
3101 3 3
Im智能注塑 ??? 3年前
錯誤的注塑模具溫度(注塑技術大神絕對不說的秘密) 
所以注塑模具溫度高的時候塑料成分就更貼近注塑模具表面,填充會更好,亮度和光澤都會更高。但是注塑模具溫度也不能太高,太高容易粘模,還會在塑件局部地方出現明顯的亮斑。而注塑模具溫度太低,也會造成塑件抱模太緊,脫模的時候容易拉傷塑件,特別是塑件表面的花紋。 多段注塑可以解決位置上的問題,比如產品進膠時有氣紋的話可以采取分段注塑的方式。
2642
Im智能注塑 ??? 4年前
注塑模具如何清洗?五種清洗方法 
注塑模具如何清洗?五種清洗方法 注塑模具如何清洗?[東莞勝明自動化,15724026335]模具經過高溫和高壓后,難免會遇到生銹的現象,注塑模具生銹原因有冷卻水回潮,熔料分解的氣體腐蝕等,平時涂抹潤滑油也會產生油垢,這些污垢在模具表面堆積,也會影響生產的產品質量,所以對模具的清洗是關鍵。給大家介紹五種清洗方法。
2864
勝明干冰機 ??? 4年前
注塑成型過程時產生氣體與模具有關系嗎? 
⑤ 排氣不良,降低充模速度,增加了制件成形的周期(尤其是高速注塑),嚴重影響生產效率。
2187
高分 ??? 4年前
定位齒條注塑模具設計要點+3d 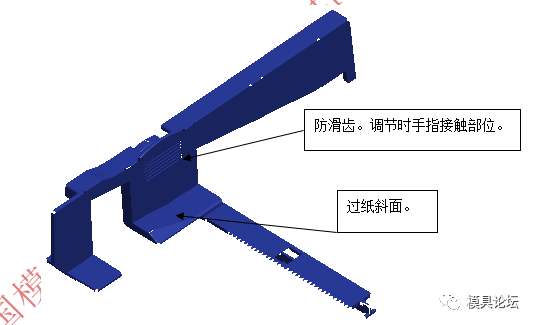
齒條部位必須設計成鑲件,是這種模具設計的關鍵,這樣便于齒形部位利用慢走絲加工。塑件利用頂針頂出。由于頂針處于滑塊底部,模具設計了回位行程開關,監測頂出系統及時回位。模具前后模仁的冷卻運水全部采用了直通運水,有效保證注塑的正常進行。圖1 定位齒條產品圖 圖2 定位齒條模具圖 圖3 滑塊結構
2694
模具論壇 ??? 3年前
注塑模具毛邊怎么去除?干冰噴砂機微粒型干冰清洗機精密清洗標椎配件采購 
注塑模具如何清洗[東莞勝明自動化,15724026335]?模具經過高溫和高壓后,難免會遇到生銹的現象,注塑模具生銹原因有冷卻水回潮,熔料分解的氣體腐蝕等,平時涂抹潤滑油也會產生油垢,這些污垢在模具表面堆積,也會影響生產的產品質量,所以對模具的清洗是關鍵。 注塑模具毛邊怎么去除?
2036
勝明干冰機 ??? 4年前
注塑模具如何合理設置排氣槽? 
這里應特別注意的是:齒輪這樣的制件在排氣時,可能連最微小的飛邊也是不希望有的,這一類制件最好采用以下方式排氣:徹底清除流道內氣體;用粒度為200#的碳化硅磨料對分型面配合表面進行噴丸處理。另外,在澆注系統料流末端開設排氣槽,主要是指分流道末端位置的排氣槽,其寬度應等于分流道的寬度,高度視材料而異。3、設計方法對于復雜幾何形狀的產品模具,排氣槽的開設最好在幾次試模后再去斷定。
2333
PA尼龍塑料注塑模具高分子聚 ??? 3年前
注塑模調機工藝.
收縮痕注塑件缺陷的特征 通常與表面痕有關,而且是塑料從模具表面收縮脫離形成的。 二、可能出現問題的原因 (1).熔融溫度不是太高就是太低。(2).模腔內塑料不足。(3).冷卻階段時接觸塑料的面過熱。(4).流道不合理、澆口截面過小。(5).模溫是否與塑料特性相適應。
2275 1
模具論壇 ??? 4年前
熱流道應用主要技術關鍵,你知道嗎? 
熱流道能夠獨立地加熱,而在注塑模具中熱絕緣,這樣能夠單獨補償因為與“冷”模具接觸而造成的熱量損耗。熱流道模具已被成功地用于加工各種塑料材料,可以用冷流道模具加工的塑料材料幾乎都可以用熱流道模具加工。
2241 1
高分 ??? 4年前
射膠速度分段與注塑制品質量的關系
射膠速度設置應考慮到在臨界區域(如流道)快速充填的同時在入水口位減慢速度。 射膠速度應該保證模腔填滿后立即停止以防止出現過填充、飛邊及殘余應力。設定速度分段的依據必須考慮到模具的幾何形狀、其它流動限制和不穩定因素。速度的設定必須對注塑工藝和材料知識有較清楚的認識,否則,制品品質將難以控制。
2229 1
高分 ??? 4年前
從此告別單一注塑,多模腔技術引領未來! 
圖1: 對稱式的一模8 腔流道設計以產品形狀相同為例,傳統處理多模腔模具的熔體流動不平衡問題,大多以幾何對稱的流道系統作設計( 如圖1所示),對稱式的流道設計可使8 腔的熔體流動充填與內壓較一致。
2818 3 1
ACMT協會 ??? 2年前
注塑模具試模行為規范
注塑模具試模行為規范一、前言當我們接到一副新模具需打樣試模時,我們總是渴望能早一些試出一個結果且禱求過程順利以免浪費工時并造成困擾。但在此我們必須提醒二點.第一、模具設計師及制造技師有時也會發生錯誤,在我們試模時若不提高警覺,可能會因小的錯誤而產生大的損害。第二、試模的結果是要保證以后生產的順利。
2142
模具論壇 ??? 4年前
射出模具數字化設計與智能制造技術分析 
基于Cimatron E 的手表殼體數字化注塑模具設計[J]. 塑料科技,2014,42(10):97-101. [8]. 范鈞,王雷剛. 基于逆向工程的注塑模具數字化快速開發精度分析[J].
3936 2 1
ACMT協會 ??? 2年前
20條/頁 
 24
24 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
