



零瑕疵的沖壓模具小孔沖孔凸模與凹模的設計 
都是我創作的動力,期待你的加入在模具設計制作過程中,總會遇到一些小孔沖裁,一般來說,我們只要沖頭的強度足夠,大于1.5個材料厚度時,就可以進行沖壓模具生產了.不過對于一些小孔沖孔凸模與凹模的設計,還是需要特別注意的.這里不討論強度的問題,只來看看一些常用到的保護凸模與凹模的方法.
2060
模具設計UG編程教學 ??? 4年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設計 
提及小徑沖孔,給人的印象大致是小于同時,φ1.0mm小徑孔相對應的材料板厚一般在1.0mm上下.實際情況是,對于這樣的模具,如果導向精度不夠,這樣的模具,會很不好生產.凸模的設計為了進行保護,沖孔凸模如【圖1】所示,采用了通過卸料板對凸模前端進行導向(凸模導向)以防止凸模破損的對策.凸模尺寸中P與B的關系,以B≤10P為設計準繩.
1958
UG編程模具設計實戰 ??? 4年前
淺析基于鋁門外板模具關鍵技術解決方案 
結束語基于鋁基材質的門外板,淺析前期工藝開發與回彈控制的三點關鍵因素及解決方案,充分考慮各種潛在風險點并制定行之有效的措施,可以有效降低模具的開發成本,為客戶提供極致的產品。本文前期的工藝規劃階段充分考慮產品特定屬性,產品質量不僅需要準確地模擬仿真和有效的補償策略,現場調試人員的細致調整對質量的結果也起到關鍵作用。
4297
FMMM ??? 2年前
Moldex3D模流分析之抬頭顯示器反光板之蒸鍍治具模具及成形效率優化 
顯示器的反光板較其他光學鏡片體型來得龐大和沉重,成型難度高,在最后一道制程蒸鍍時,治具在此就顯得相對重要。如何確保治具能發揮最大功能保護制品,減少蒸鍍時的不良率將是本案例的目標。日芯科技團隊在模具設計前期即透過Moldex3D協助檢視及改善問題,確保治具的平整度,將變形量能降到最低,提升成型效率,降低模具成本及未來量產時的潛在風險。
2733 2 7
Moldex3D 中國 ??? 3年前
廣東模具術語深圳方言模具術語
尼龍 PA ; 防彈膠 PC 百折膠 PP ;亞加力 PMMA(有機玻璃) ;K料 (K膠,學名BS 縮水1.005,是一種透明料) 模具類 (順德) 吊針 ---三板模前模拉料針 撐雞------鎖緊塊(又稱鏟基) 彈啤---裝彈簧的斜滑塊 模具工程類的 鋼模: 塑膠模;
2278
汽車零部件模具與注塑 ??? 4年前
Moldex3D模流分析之Tokyo Seiki公司使用模流大幅減少試模次數 
Chong 先生指出:「由於憑傳統經驗和直覺的設計方式已經無法完全掌握日新月異的產品,因此以嚴謹的 CAE 分析計算來決定模具設計品質已成為該公司的絕佳競爭力和業務著力點,模流分析結果更是有效說服客戶修改設計的優質工具。」
2210
Moldex3D 中國 ??? 3年前
游樂場滑梯大型注射模具設計+3d 
從圖1可以看出,塑件尺寸很大,結構造型簡單,模具的分型面為曲面,塑件邊緣有4個小孔需要設計滑塊抽芯。因此,模具屬于大型模具。大型模具的設計與普通中小型模具相比,具有其特點。由于尺寸大而引起的難度主要在于責任大,任何一點小失誤或考慮不周,都會給模具制造過程帶來很大損失,嚴重時會浪費資金以及影響模具品質。
2135
模具論壇 ??? 4年前
左右后視鏡殼體注射模具設計+3d 
側面的大型開口處需要設計滑塊抽芯,滑塊同時要包住側面的?7.15小孔。模具外形圖見圖2所示,由于塑件左右對稱,因此,模具設計型腔排位為1+1,模具設計排位為兩穴直線并列排位,兩個滑塊處于同一側。模胚為非標模胚CI5790,模具屬于大型模具,模胚邊緣設計了4個斜度定位塊,便于模具抵御注塑時型腔的側向力,保持合模精度,模架定位塊的定位通常稱為二級定位。
2226
模具論壇 ??? 4年前
模具鋼鍛造需要注意什么? 
4 變形工藝 對于模具鋼的變形可以使用多種變形方式,冶金廠一般以拔長為主,對于大斷面的材或模塊,為了保證質量,有時采用鐓拔,即鐓粗與拔長相結合,這是增加鍛造比的主要方式。在變形過程中,應注意變形量的控制,對于如Cr12型的冷作模具鋼,每次的變形量不宜過大,以免出現裂紋。
4691
FMMM ??? 3年前
干貨——模具鋼選購指南 
鏡面拋光模具:防塵蓋、電視機濾光板、化妝品盒、家電等;精密皺紋加工模具:辦公室自動化設備、汽車零件等。
3022
汽車零部件模具與注塑 ??? 4年前
高速精密沖壓連續模不會怎么辦!讓我來教你 
都是我創作的動力,期待你的加入1、沖孔落料力的計算①:了解沖壓沖裁加工(剪切加工)所需的加工力對于沖壓機的選型或模具設計來說也是不可或缺的。②:在沖裁加工中,有時會發生凸模刃部折損和肩部破損等問題。這些問題大多是由于零件的技術數據不足,以及沖頭凹模的材和形狀選擇錯誤所引起的。
1886
模具設計UG編程教學 ??? 4年前
汽車模具九大變革趨勢,你能把握幾條呢? 
世界超輕車身項目(ULSAB)推出的領先概念車型(ULSAB-AVC)中97%的資料為高強度鋼,領先高強度鋼板在整車用材的比重將超越60%,而其間雙相鋼的份額將占車用鋼板的74%。如今,很多選用的以IF鋼為主的軟鋼系列將被高強度鋼板系列代替,高強度低合金鋼將被雙相鋼和超高強度鋼板代替。
2074 1
UG編程模具設計實戰 ??? 4年前
iPhone 5c樹脂機殼“不像樹脂”的秘密 
簡單來講,注塑成型就將受熱熔化的粘稠樹脂材料用高壓注入模具中,然后使其固化成型的方法。這種加工方法非常簡單,只要制造出模具,基本上任何造型都不在話下。因為能夠自由加工形狀,在使用注塑成型法制造樹脂外殼時,一般會把外殼必需的所有元素都集中到1次加工中。例如,在外殼內側鑲嵌名為“肋板”的加固板,同時還要在外殼上加工出用來固定內部部件的螺絲孔。
2254
結構攻城獅 ??? 4年前
高速沖壓模具吊緊緩沖組件的設計原則 
圖6 為上模結構剖視圖,通過對壓料板在單個沖壓循環過程中的受力分析,當模具由下死點位置開始上行的瞬間,緩沖橡皮與壓料板由脫離狀態直到接觸受力狀態,緩沖橡皮除了承受壓料板自身重力與上頂棒施加的壓邊力外,還將額外承受瞬間沖擊力,而瞬間沖擊力的大小與模具上行的速度有著直接關系。圖6 上模結構剖視圖 當模具沖次較低時,瞬間沖擊力較小,其可完全由模具吊緊緩沖組件承擔。
2465 1
金屬加工前沿 ??? 3年前
模具設計與制造專業的前景如何? 
下面就讓材小料給各位看官介紹一下模具設計與制造專業就業前景與就業方向吧!一、模具設計與制造專業就業前景 從廣州市勞動部門獲悉,目前珠江三角洲地區的模具產業規模約占全國1/3左右,但模具工缺口已經超過10萬。模具工業是機械制造的主要產業之一,也是國家鼓勵外商投資的一大產業。隨著入世后制造業中心向中國轉移,模具產業有望迎來30%的增長。”
3722
Im智能注塑 ??? 3年前
熱沖壓成形模具設計要點 
鑲塊間冷卻管道直接聯通,水流路徑短,對模具的冷卻效果好,且模具機加工作量小。但對鑲塊間的密封要求高,鑲塊熱脹冷縮易導致冷卻水發生泄漏。 迂回式冷卻管道布置:基本形式見圖12。單個鑲塊進出水均在鑲塊底面,鑲塊間通過安裝定位板進行水流聯通。此方式鑲塊與安裝定位板間采用O形密封圈密封,鑲塊端部管頭用堵頭密封或焊接密封。
3440 1
金屬加工前沿 ??? 3年前
基于有限元分析改善落料沖孔模具上墊板零件的應力與應變 
3.1 模具結構設計模具結構如圖2所示,模具工作時,上模板2帶動導套3下行,凹模12與卸料板21和板料接觸壓緊,凸模一15和凸模二14首先接觸板料進行沖孔;隨著上模繼續下行,橡膠16被壓縮,凸凹模17上行,與凹模12共同完成落料沖裁;落料時,上模上行,打料桿5帶動上推料板7下移,退料桿11帶動推料板13下行后,繼續推動推料板13完成零件卸料。
4145
Whitney ??? 2年前
射出模具數字化設計與智能制造技術分析 
此時,技術操作人員繼續執行開模動作,脫料板會受限位拉桿的拉力反拉力的影響,致使脫料板與定做板間的分型面打開,以保證流道內的凝料可以從拉料殼中完全脫出。此時,技術操作人員還需要采用塑料成型工藝和實際操作,對塑料制件的質量進行科學評價,而已完成的裝配模,可以快速更換,在射出機模架上,保證射出成型操作效率更高。
3931 2 1
ACMT協會 ??? 2年前
UG NX畫模具結構設計要點大全,值得收藏! 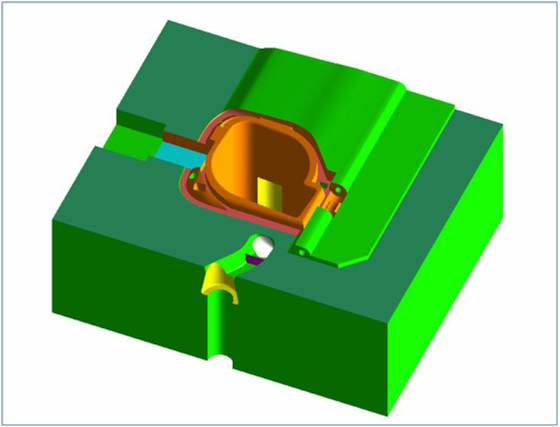
22.為了確保模具的頂針和斜銷是否復位,有些模具安裝了早回機構(母的裝在108 板上,公的裝在102 板上,公的類似于頂針,底部用無頭螺釘堵住,一般布置兩個)或微動開關(在108 和109 板[裝電器元件]之間)。
3818
張偉一 ??? 3年前
基于光電傳感器的模具廢料監測系統設計 附基于ADMAS 動力總成28工況計算下載 
來源:模具工業0 引 言某車間的自動化沖壓生產線生產前門外板時,廢料線堵塞。經排查,發生堵塞的原因是廢料長度超過了廢料線的運載極限。前門外板的廢料分為二級,首先整體切下,廢料長度約 1 500 mm,為一級廢料;因廢料線運載能力為700 mm,需再將廢料分段切開成二級廢料,如圖1所示。該前門外板修邊模上模完成切斷回退過程中將二級廢料帶起,導致廢料滑落不順暢,將一級廢料墊偏。
2591
ouju7687 ??? 3年前
20條/頁 
 24
24 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
