



Abaqus_Tosca結構優化詳解(從入門到精通) 

實例演練(四)-齒輪拓樸優化(基於廣義算法)第五章-搭配子模型擴充求解器範圍實例演練(五)-子模型齒輪拓樸優化第六章-形貌優化實例演練(六)-中空平板形貌優化(考慮多分析步)實例演練(七)-輪圈形貌優化第七章-尺寸優化實例演練(八)-板金結構尺寸優化實例演練(九)-剛架尺寸優化(模態分析)第八章-凸紋優化實例演練(十)-平板結構凸紋優化--------
6563 3 46
鄭鈞 Adam ??? 6年前
當測試設備遇上“奇葩”尺寸:定制底座的3個反常識設計思路
工業測試中,常規尺寸底座定制難度不大,頭疼的是“奇葩”尺寸設備——外形不規則、尺寸超標、安裝空間受限、負載分布不均,按常規思路設計的底座,往往 
當測試設備遇上“奇葩”尺寸:定制底座的3個反常識設計思路 工業測試中,常規尺寸底座定制難度不大,頭疼的是“奇葩”尺寸設備——外形不規則、尺寸超標、安裝空間受限、負載分布不均,按常規思路設計的底座,往往安裝卡殼、精度漂移、承載不穩,陷入“錯配→返工→再錯配”的死循環。核心問題是:對付“奇葩”尺寸,常規思路本就水土不服。
2104
河北威岳 ??? 3月前
Ansys Zemax | 使用軟件建立立方體衛星系統(一) 
雖然1U是立方體衛星的基本尺寸,但通過增加更多的1U模塊,我們可以構建更大外形尺寸的立方體衛星。下面這張來自 NASA 的圖片展示了標準化的立方體衛星的尺寸。 圖1:NASA3的標準化立方體衛星尺寸 本系列文章中引用的立方體衛星光學設計是一個 Ritchy-Chretian 型的離軸分段反射式望遠鏡。
2344 1
宇熠科技 ??? 2年前
高科技——推薦一款讓模具制作更快的三維藍光掃描儀 
但是有了三維藍光掃描儀之后,對注塑模具及產品進行1:1的外形尺寸數據獲取后,只需要對獲取得到的外形尺寸從STL到STP的后處理過程即可,這樣一來就大大的優化了逆向抄數的工作.
2015
汽車零部件模具與注塑 ??? 4年前
光學系統 | 借助Ansys Zemax從概念到立方體衛星設計(1) 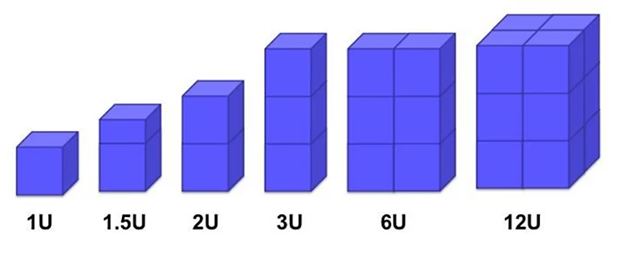
下圖是NASA提供的標準化立方體衛星尺寸示意圖。3 圖1:NASA提供的標準化立方體衛星尺寸 本系列文章中引用的立方體衛星光學設計,是一種Ritchy-Chretian類型的離軸分段反射式望遠鏡。該設計旨在滿足標準化的3U立方體衛星外形尺寸,即10 x 10 x 30厘米。為了最大限度地擴大視場,該設計由兩個矩形的雙曲面鏡組成。
2304
Ansys中國 ??? 2年前
零部件常用的研磨拋光方法有哪些? 
人工研磨方式主要是利用砂輪、砂紙、鋼絲刷、磨石等打磨工具對工件表面進行磨削,是一個最大切削力度的表面處理過程,對產品的精度和外形尺寸的影響最大。人工研磨的優點是設備投入少,方便快捷,適合各種復雜型腔。缺點就是人工成本太高、效率低、環境不友好、安全性差、表面質量不一致。是一個將被逐步淘汰的加工過程。 自動化研磨方式是利用專業的研磨機器和設備對工件表面進行批量機械化打磨。
3626
jerrylu ??? 2年前
技術科普 | 電子紙墨水屏窄邊技術 
從上述效果圖很明顯看出電子紙墨水屏模組外形尺寸縮小,意味著電子紙墨水屏窄邊化可以實現TFT玻璃和電子紙膜外形尺寸減小,TFT玻璃排版數以及電子膜切割數提升,最終實現生產成本降低。電子紙墨水屏窄邊技術又是如何實現增效競爭力優勢?
2452 1
興泰盈科 ??? 2年前
一文教你搞定不規則形狀PCB的設計難題 
IDF 雖然DXF格式包含電路板尺寸和厚度,但是IDF格式使用元件的X和Y位置、元件位號以及元件的Z軸高度。這種格式大大改善了在三維視圖中可視化PCB的功能。IDF文件中可能還會納入有關禁布區的其他信息,例如電路板頂部和底部的高度限制。 系統需要能夠以與DXF參數設置類似的方式,來控制IDF文件中將包含的內容。
2116 1 1
電子設計聯盟 ??? 4年前
基于CATIA的舵桿CAD/CAE一體化設計 
在CAD模塊中建立的舵桿三維模型包含舵桿結構的所有信息,如外形尺寸、材料屬性、鍵槽和開孔等。圖3為舵桿三維實體模型。圖1 舵桿CAD/CAE一體化設計流程圖 圖2 舵桿內徑參數化設計 通過工程數據鏈接將舵桿三維模型輸入CAE模塊中,后期三維模型的修改可自動同步傳遞到有限元模型中。采用CATIA的有限元處理工具對網格規格進行設置,如元素類型、網格尺寸和網格形狀等。
4119 9 3
CATIA助手 ??? 2年前
SOLIDWORKS參數化開發 慧德敏學 
2、建立產品模型建模規范,在實現參數化過程中,能避免因建模方式引起的返工問題。3、判斷企業產品是否便于實現參數化,如果整體產品不便于做參數化,可考慮對產品部件或者零件做參數化。4、系列產品便于做參數化,外形結構變化不大,大部分是模型尺寸變化時,適合做參數化。因為參數化建模時,一般需要有底圖作參考,新的模型是在底圖的基礎上進行變化,因此,新模型建模規則是依據底圖的建模規則。
2188
SolidKits自動化三維設計軟件 ??? 1年前
Ansys Zemax光學設計軟件技術教程:眼科鏡片設計 
在像差方面,彗差會隨視場角的變化而線性增加,而像散則是呈二次方增加。但人眼系統具有相對較小的光瞳尺寸,因此在此類系統的設計上,一般會認為球差和彗差並不十分重要。同理,其餘的像差在此也可先行忽略。隨著自由曲面製程技術的演進,光學設計者得以摒除許多以往的限制條件。同時,OpticStudio具有優越的運算能力,可以進行規模較大的系統和更多影像參數的模擬。
2212
w**elab86_Swsp ??? 3年前
左右后視鏡殼體注射模具設計+3d 
標準化制造工藝包括工藝管理標準化,工藝裝備標準化,從工藝術語、工藝文件、工藝規程、工藝要素等諸多角度對生產工藝進行標準化。典型的滑塊的基準和尺寸標注見圖5.圖5 滑塊的尺寸公差及要求
2228
模具論壇 ??? 4年前
OCAD應用:二組元連續變焦系統 
當完成初始結構設計后的實際系統的實際間隔會因實際鏡頭厚度而改變,再由于在前面外形尺寸計算時所給主面間隔只是個粗略數,有時會使透鏡間隔過大或過小,甚至使得實際間隔小于零,發生鏡頭碰撞。此時必須調整鏡頭結構,或者重回最初外形尺寸計算,調整初始主面間隔,重新設計。
1908
追光ing ??? 3年前
OCAD應用:二組元連續變焦系統 
當完成初始結構設計后的實際系統的實際間隔會因實際鏡頭厚度而改變,再由于在前面外形尺寸計算時所給主面間隔只是個粗略數,有時會使透鏡間隔過大或過小,甚至使得實際間隔小于零,發生鏡頭碰撞。此時必須調整鏡頭結構,或者重回最初外形尺寸計算,調整初始主面間隔,重新設計。
2274
追光ing ??? 1年前
基于實際工程的飛行器氣動設計與仿真 
基于分解指標的氣動布局設計流程 傳統的設計模式(如圖7所示)為在明確飛行器指標的前提下,基于工程經驗,設計出至少兩種不同形式的氣動外形,該外形特征尺寸不脫離實際工程,同時涵蓋外形設計約束(如隱身平面),利用工程算法進行參數化設計,在確定初步方案可行的基礎上,風洞試驗介入設計流程。
6077
我愛飛機 ??? 2年前
OCAD:二組元連續變焦系統 
當完成初始結構設計后的實際系統的實際間隔會因實際鏡頭厚度而改變,再由于在前面外形尺寸計算時所給主面間隔只是個粗略數,有時會使透鏡間隔過大或過小,甚至使得實際間隔小于零,發生鏡頭碰撞。此時必須調整鏡頭結構,或者重回最初外形尺寸計算,調整初始主面間隔,重新設計。
1627
追光ing ??? 11月前
ug怎么裝配?UG NX畫圖的具體步驟以及裝配方式說明 ! 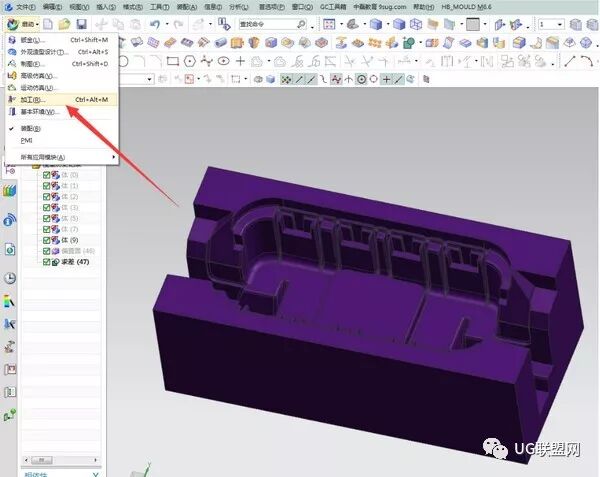
2)卡數測量產品的基本尺寸(長,寬,高),按照卡的基本尺寸數據,用草圖的偏置曲線左右對稱偏置畫好產品的輪廓。3)定產品的出模基準(產品的出模方向),完成產品的外形后,再加產品的特征花紋上去。(如果是復雜曲面的外形實體,復制一個外形實體出來方便后續掏廖厚)。
2997
張偉一 ??? 3年前
碳纖維汽車輪轂的剛度和強度分析 
一般而言,尺寸優化的設計變量可以是結構的過渡圓角、板的厚度、梁桿的橫截面積參數以及彈性單元的剛度等;約束條件單元應力約束、結點位移約束、整體應變能約束、整體加速度約束以及模態約束等;目標函數可以是質量、體積等,便于實現輕量化設計。在對結構進行尺寸優化時,結構的材料類型、幾何外形及分布均未改變,主要變量為結構的截面尺寸,因此尺寸優化適用于結構形狀。
3451 3 1
力學AI有限元 ??? 1年前
【經驗分享】就連世界500強的工程師也會誤解的軸承使用問題 
這里面說到,標準件的結構、尺寸、畫法、標記等各個方面完全標準化。言下之意就是同一個型號軸承,同一個尺寸結構,具有安裝互換性。
2254
機械工程師 ??? 4年前
塑膠件的結構設計:止口篇 
其中,以上尺寸A和尺寸N是影響段差控制比較重要的尺寸,對于小型產品來水,取0.05-0.1基本能滿足要求;對于中大型產品來說,此兩個間隙尺寸的取值應根據外殼的最大外形尺寸的公差值進行調整,因為對于注塑件來說,外形尺寸越大,其公差值就較大,如下表。所以,對于小型產品,其外形尺寸變化小,即使有小超差或局部小變形,也能通過止口和反止口(即尺寸A和尺寸N)把變形部分拉回合理范圍,減小外觀段差。
7876 2
結構攻城獅 ??? 3年前
20條/頁 
 14
14 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
