



塑料3D打印的可持續性挑戰和未來前景 
用于增材制造的可持續塑料作為原料,SPs已經應用到一系列的制造和原型制作工藝當中,其中最著名的是增材制造(AM)或3D打印。增材制造工藝的基本特點是,制造任何物體都從基于CAD的三維計算機模型開始,最終通過添加一層又一層的材料進行制造。最受歡迎的塑料3D打印工藝分為三個系列:大桶光聚合、粉末床熔融和材料擠壓。這些系列的塑料分別以液體、粉末和長絲的形式提供。
2637
南極熊3D打印 ??? 3年前
注塑成型過程中如何防止塑料熔體破裂? 
3.塑膠原料方面:《聚碳酸酯-PC工程塑膠的注塑加工應用》(1) 三級料含量太高, 造成制件強度過低。(2)原料未烘干,造成一些塑料與水汽發生化學反應,降低強度而出現頂出開裂。(3)材料本身不適宜正在加工的環境或質量欠佳,受到污染都會造成開裂。
2979
Im智能注塑 ??? 4年前
塑料件加工發脆,怎么辦? 
(5) 盡量少用金屬嵌件,想聚苯乙烯這類脆性的冷熱比容大的塑料,更不能加入嵌件注塑。4. 原料方面(1) 原料混有其他雜質或者摻雜了不適當的或過量的溶劑或者其他添加劑。(2) 有些塑料如ABS等,在受潮的情況下加熱會與水蒸氣發生催化裂化反應,使制件發生大的應變。(3) 塑料再生次數太多或再生料含量太高,或在機筒內加熱時間太長,都會促使制件脆裂。
2097
模具論壇 ??? 4年前
透明聚碳酸酯PC加玻纖塑料件加工注意問題 
另外,由于透明PC+gf塑料多為熔點高、流動性差,因此為保證產品的表面質量,往往需要較高的溫度,注射壓力、注射速度等工藝參數也要作細微調整,使注塑料時既能充滿模,又不會產生內應力而引起產品變形和開裂。因此從原料準備,對設備和模具要求、注塑工藝和產品的原料處理幾方面都要進行嚴格的操作。1.
2392 1
高分 ??? 4年前
可視化射出成型技術探討循環再利用塑料材料成型特性──以聚丙烯材料為例 
但是因為回收料經過多次粉碎的外力作用下(壓軋、剪下、沖擊、研磨),材料相關特性產生變化而影響到塑膠原料成型特性,且特性的變化根據回收料不同添加比例與回收次數而有所不同,對回收再使用塑料原料的性質(流動特性或機械性質等)掌握,是業者在進行塑料產品生產制造前需要審慎評估的問題。
2599 1
ACMT協會 ??? 2年前
【制造工藝】超全的塑料、橡膠成型工藝總結,輕松get新知識 
1.模壓成型 模壓成型又稱壓縮模塑,是熱固性塑料和增強塑料成型的主要方法。其工藝過程是將原料在已加熱到指定溫度的模具中加壓,使原料熔融流動并均勻地充滿模腔,在加熱和加壓的條件下經過一定的時間,使原料形成制品。 特 點: 模壓成型制品質地致密、尺寸精確、外觀平整光潔、無澆口痕跡、穩定性較好。
3108
機械工程師 ??? 4年前
塑料窗體填充Moldflow分析及應用 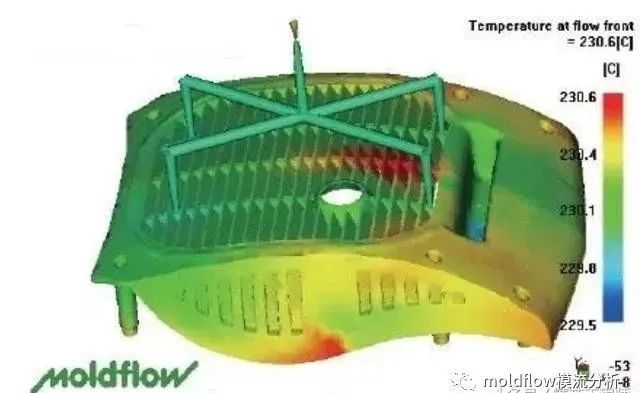
注塑工藝參數的重要性 在注塑成型生產中,塑料原料、注塑設備和模具是三個必不可少的物質條件,將這三者聯系起來并能形成一定的生產能力的技術方法就是注塑成型工藝。通常可以認為影響注塑成型質量的因素很多,但是在塑料原料、注塑機和模具結構確定之后,注塑成型工藝條件的選擇和控制,就成為決定成型質量的主要因素。一般來說,整個注塑成型周期中具有三大工藝條件,即溫度、壓力和時間。
2672
鑄造工程師 ??? 2年前
塑料連接器產品翹曲常見原因分析及改善方案 
2.原料選用的關鍵技術塑料的配向性對翹曲有顯著影響,在模具內不同位置的塑料呈現不同的配向特性。貼近模壁表面層的塑料固化快,來不及配向即固化,因此配向性較差;次表面層固化較慢且剪切應力大,纖維按照流體流動方向取向;而趨向橫截面的中央部位,剪切應力變低,配向性又變差,中間處纖維取向最為混亂。玻璃纖維增強材料與未增強材料的收縮特性存在本質差異。
2496
國高材高分子材料產業創新中心 ??? 3月前
塑料成型最常見的十種注塑工藝 
,夾入模具,然后向原料內吹入空氣,熔融的原料在空氣壓力的作用下膨脹,向模具型腔壁面貼合,最后冷卻固化成為所需產品形狀的方法。
2792
Im智能注塑 ??? 4年前
一文讀懂整個化工產業鏈,就是這么全面! 
PP中文名字叫聚丙烯,PE的中文名字叫聚乙烯,常被稱為塑料,其實PP、PE和PVC都是塑料,只不過因為PE是第一個上市的塑料品種,就被人叫習慣了。
2079 1
材料科學與工程技術 ??? 4年前
消費后回收材料(PCR)的高附加值應用開發 
第二方面從原料的角度進行外觀改善,一般需要調節塑料原料的熔融指數和分子量分布,但要開發一個新的產品牌號往往需要很高的人力和時間成本。并且,在許多實際應用場景中,如何有效地平衡射出制品的外觀和物理力學性能,也成為棘手的問題。
2257
ACMT協會 ??? 2年前
低碳技術與再生材料之應用與發展 
在凈零碳排與循環經濟的目標帶動下,再生材料也將成為未來的使用材料主流,這也促使石化業者與塑料生產廠商投入了循環經濟課題,加速研發再生原料、導入熱裂解技術、化學性或物理性的裂解與聚合技術等,賦予廢塑料新價值等。國際大廠包括德國巴斯夫(BASF)、德國科思創(Covestro)、賽拉尼斯(Celanese)等,都與供應鏈伙伴攜手合作,積極布局回收再生料的開發與市場推廣。
2320 1
ACMT協會 ??? 2年前
Moldex3D模流分析之案例分享:Moldex3D 提供醫療器材產品模流解決方案 
MCM模塊能夠精準分析不同塑件間的交互作用,并預測因相異塑料而產生的翹曲問題。另一個解決方案為Moldex3D PIM模塊,主要應用在金屬或陶瓷原料產品。Moldex3D PIM可提供成型原料(粉末及結合劑)的流動模擬,并且預測因不均勻粉末密度讓生胚產生黑線的問題。
2216 1 1
Moldex3D 中國 ??? 3年前
塑料樣條的制備條件對力學性能檢測準確性的研究 
注塑前的預處理在制備樣品前,塑料原料可能需要進行干燥處理,尤其是對于那些吸濕性較強的塑料如聚酰胺(PA)、ABS等。水分的存在會在拉伸過程中引發應力集中,導致樣品提前破壞,使測試結果失真。
2693
國高材高分子材料產業創新中心 ??? 10月前
注塑缺陷浮纖的原因及解決對策 
所謂露纖就是玻璃纖維露在產品表面,比較粗糙,外觀上比較難以接受,產生的可能原因分析:在添加這類填充物的時候,一般是采用物理混合方法, 所以只是玻纖均勻分散在塑料中間,但在塑料融化后,這個混合物會出現不同程度的分離(視添加的比例和玻纖的長短而定,還有原料的溫度也有一定程度的影響) 那玻纖為什么會外露呢?
2904
高分 ??? 4年前
塑料機械行業市場分析——下 
,使塑料原料的產量難以滿足塑料加工的發展,從而制約塑機產品的需求。
2081
Im智能注塑 ??? 4年前
汽車模具分類及制造工藝 
這種模具的成型工藝特點是,將塑料原料加入預熱的加料室里,然后由壓柱向加料室內的塑料原料施加壓力,塑料在高溫高壓下熔融并通過模具的澆注系統進入型腔,然后發生化學交聯反映而逐漸固化成型。傳遞成型工藝多用于熱固性塑料,可以成型形狀比較復雜的塑料制件。·擠出模擠出模又稱擠出機頭。這種模具能連續生產斷面形狀相同的塑料,例如塑料管材、棒材、片材等。擠出機的加熱加壓的裝置與注射機的裝置相同。
2543 1
Im智能注塑 ??? 4年前
如何控制注塑產品的色差? 
2、消除原料樹脂、色母的影響 控制原材料是徹底解決色差的關鍵。因此,尤其是生產淺色制品時,不能忽視原料樹脂的熱穩定性不同對制品色澤波動帶來的明顯影響。 鑒于大多數注塑生產廠家本身并不生產塑料母料或色母,這樣,可將注意的焦點放在生產管理和原材料檢驗上。
2560
Im智能注塑 ??? 3年前
注塑人要收藏的注塑生產不良缺陷原因
13、尺寸不符① 原料方面:A、不同塑料的收率不同,造成尺寸不穩定,所以模具設計需充分考慮不同塑料的收縮率不盡相同;② 成型操作方面:A、注射壓力過小或注射速度過低;B、充模時間和保壓時間較短;C、模溫過低。 14、氣泡和暗泡①原料方面:A、原料水分含量過多,烘料時間短及烘料溫度低;B、原材料收縮率過大,如PA66;C、再生料過多。
3275
Im智能注塑 ??? 3年前
塑料成型工藝大全(附動畫) 
03 旋轉成型 又稱滾塑成型、旋塑、旋轉模塑、旋轉鑄塑、回轉成型等,該成型方法是先將計量的塑料(液態或粉料)到加入模具中,在模具閉合后,使之沿兩垂直旋轉軸旋轉,同時使模具加熱,模內的塑料原料在重力和熱能的作用下,逐漸均勻地涂布、熔融粘附于模腔的整個表面上,成型為與模腔相同的形狀,再經冷卻定型、脫模制得所需形狀的 制品。
2308
Im智能注塑 ??? 4年前
20條/頁 
 9
9 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
