



提高薄壁注塑加工精度的四個(gè)技巧 
而在塑膠件注塑加工階段的精度由哪些因素決定?我們又該如何來提高薄壁注塑加工件的精度呢?1、關(guān)模壓:原則上應(yīng)該大于塑膠射入模內(nèi)的總壓,以不出毛邊為基準(zhǔn)。 2、壓力和速度有部分相同的關(guān)系作用于模內(nèi)的目的是使原料進(jìn)入模內(nèi)能均勻,徹底,適量的充滿各角落.太低會短射,縮水,太高有毛頭,過飽,粘模,燒焦,易損模具及內(nèi)應(yīng)力高等不良現(xiàn)象。
2459 1
高分 ??? 4年前
CNC數(shù)控加工中心的分類方法 
一、根據(jù)主軸與工作臺的相對位置分類加工中心按主軸與工作臺相對位置可以分為四類,立式&臥式加工中心,龍門&復(fù)合加工中心 這四類加工中心。 其中,主軸是機(jī)床的核心部件之一,是零件加工過程中旋轉(zhuǎn)的軸心,傳遞加工切削力并帶動刀具進(jìn)行加工。主軸通常由電機(jī)、軸承、主軸箱等組成,它的轉(zhuǎn)速和功率直接影響著工件加工的精度和效率。
2601
2103707493 ??? 2年前
T型槽平臺加工工藝詳解:從鑄造到精加工的完整流程箱式
T型槽平臺(箱式)作為機(jī)械裝配、機(jī)床調(diào)試、工裝定點(diǎn)的核心基準(zhǔn)裝備,其加工工藝直接影響精度穩(wěn)定性與使用壽命。箱式結(jié)構(gòu)憑借剛性強(qiáng)、受力均勻的特點(diǎn),廣泛 
###五、核心工序四:精加工,成型 精加工是決定T型槽平臺精度的核心環(huán)節(jié),分為臺面精加工與T型槽精加工。1.臺面精加工:采用平面磨床對臺面進(jìn)行精磨,結(jié)合刮削工藝,確保臺面平面度符合標(biāo)準(zhǔn),0級精度平面度誤差≤0.05mm/m,表面粗糙度Ra≤1.6μm。
2375
河北威岳 ??? 3月前
數(shù)控編程課堂:加工中心,你真的懂嗎?干貨們!一文詳解加工中心
立式加工中心通常有三個(gè)直線運(yùn)動坐標(biāo),XYZ軸 ,還可以在工作臺上安裝一個(gè)第四軸A軸。 立式加工中心裝夾方便,便于操作,便于觀察加工情況,調(diào)試程序方便,但受立柱高度和換刀機(jī)構(gòu)的影響,不能加工太高的零件。
2263 1 1
數(shù)控編程教學(xué) ??? 4年前
UG編程模具零件銑削加工 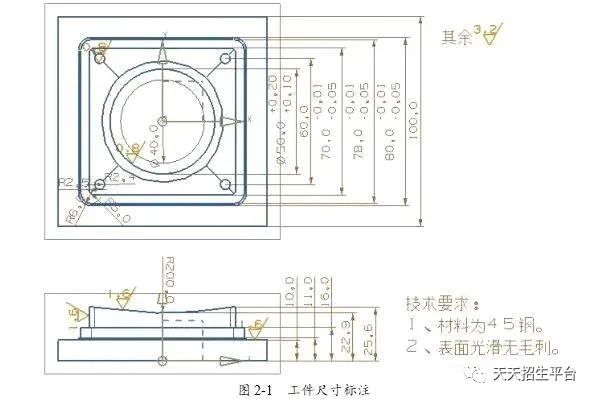
(8)UG編程時(shí)設(shè)置底面四個(gè)沉孔的時(shí)候,需要借助輔助線確定四個(gè)沉孔的位置。單擊草圖圖標(biāo)進(jìn)入草圖界面在零件底部建立草圖建立四條線,點(diǎn)擊自動尺寸判斷圖標(biāo)進(jìn)行尺寸約束,再點(diǎn)擊完成草圖圖標(biāo)完成草圖繪制。(9)單擊孔圖標(biāo),進(jìn)入孔設(shè)置界面,如圖2-13設(shè)置四個(gè)孔的參數(shù),確定后選底面作為放置平面,如圖2-14并選擇點(diǎn)到線定位方法把四個(gè)孔的中心定位到四條線的交點(diǎn)上,確定完成后如圖2-15。
2317
張偉一 ??? 3年前
加工工藝了解多少?
十四、粗基準(zhǔn)和精基準(zhǔn)的選擇原則 粗基準(zhǔn):1、保證相互位置要求的原則;2、保證加工表面加工余量合理分配的原則;3、便于工件裝夾的原則;4、粗基準(zhǔn)一般不得重復(fù)使用的原則 。 精基準(zhǔn):1、基準(zhǔn)重合原則;2、統(tǒng)一基準(zhǔn)原則;3、互為基準(zhǔn)原則;4、便于裝夾原則。 十五、工藝順序按排有哪些原則?
2228 3 1
數(shù)控編程網(wǎng) ??? 4年前
cnc大板加工哪家好
#### 四、一站式服務(wù):從需求到交付的無憂體驗(yàn) 作為**cnc機(jī)加工源頭工廠**,鴻鈞精密構(gòu)建了完善的服務(wù)體系: - **前期溝通**:工程師團(tuán)隊(duì)上門對接,提供材料選型、工藝規(guī)劃建議,降低客戶試錯(cuò)成本。 - **生產(chǎn)管控**:通過ERP系統(tǒng)實(shí)時(shí)監(jiān)控生產(chǎn)進(jìn)度,支持客戶在線查看加工過程,確保交期可控。
2085
鴻鈞五金 ??? 2月前
干數(shù)控怎樣才能提高工件加工精度和加工效率?
四、減小刀具磨損 1)在刀具尺寸磨損達(dá)到急劇磨損階段前就必須重新磨刀 2)選用專用的切削油進(jìn)行充分潤滑 3)刀具材質(zhì)應(yīng)當(dāng)符合工藝要求 五、減小工藝系統(tǒng)的受力變形 1)提高系統(tǒng)的剛度,特別是提高工藝系統(tǒng)中薄弱環(huán)節(jié)的剛度; 2)減小載荷及其變化 六、減小工藝系統(tǒng)熱變形 1)減少熱源的發(fā)熱和隔離熱源
2048 1
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 4年前
生產(chǎn)制造 | 產(chǎn)品加工-EDGECAM銑車復(fù)合解決方案 
3+2定位加工和在普通五軸銑床上加工一樣,EDGECAM同樣支持所有銑削加工功能,包括3+2定位銑削加工,一次裝夾完成多個(gè)平面/角度的銑削和鉆孔加工。五軸四聯(lián)動加工支持五軸四聯(lián)動加工,即A軸定位到一個(gè)角度,C軸聯(lián)動加工。EDGECAM完全匹配該型號機(jī)床特性,可自由切換四軸聯(lián)動和五軸聯(lián)動加工。
2726
海克斯康設(shè)計(jì)與仿真 ??? 1年前
干數(shù)控怎樣才能提高工件加工精度和加工效率! 
四、減小刀具磨損 1)在刀具尺寸磨損達(dá)到急劇磨損階段前就必須重新磨刀 2)選用專用的切削油進(jìn)行充分潤滑 3)刀具材質(zhì)應(yīng)當(dāng)符合工藝要求 五、減小工藝系統(tǒng)的受力變形 1)提高系統(tǒng)的剛度,特別是提高工藝系統(tǒng)中薄弱環(huán)節(jié)的剛度; 2)減小載荷及其變化 六、減小工藝系統(tǒng)熱變形 1)減少熱源的發(fā)熱和隔離熱源
2280
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
線切割加工單價(jià)常規(guī)計(jì)算方法! 
快絲的話有的可以0.01元/mm,也有0.005元/mm,也有10元/小時(shí)的加工費(fèi)用計(jì)算。 慢走絲加工割一刀0.03元/mm, 慢走絲加工割兩刀0.038元/mm, 慢走絲加工割三刀0.045元/mm,慢走絲加工割四刀0.055元/mm。在進(jìn)行線切割報(bào)價(jià)的過程中,線切割加工多少錢一平方因?yàn)榈貐^(qū)或者材料的不同也會有一定的差別。如果按照市場價(jià)進(jìn)行報(bào)價(jià)的話,或多或少會出現(xiàn)一些誤差。
4535 1 1
數(shù)控中國論壇 ??? 3年前
UG/NX 編程教程 入門UG加工模塊工具條功能詳解 
十四、工序?qū)Ш狡髋渲?十五、加工首選項(xiàng)設(shè)置技巧十六、用戶默認(rèn)設(shè)置加工模塊十七、視圖動畫速度設(shè)置十八、視圖動畫速度設(shè)置十九、UG編程一般流程文章來源:UG經(jīng)驗(yàn)技巧
5027
張偉一 ??? 3年前
如何一句話證明你是機(jī)加工的! 
挑螺紋/挑扣:車螺紋套扣:扳牙套螺紋蘸火:淬火悶火:回火梢(shao四聲):錐度,斜度,指工件一頭大一頭小樸:形位精度不合格,如板子不平,圓盤不圓,回轉(zhuǎn)擺動,同軸度不好.鉻:發(fā)音“洛”紫色(發(fā)音shai三聲):鉗工用來涂抹工件表面,以方便劃線的顏料.
1911
模具設(shè)計(jì)UG編程教學(xué) ??? 3年前
UG加工環(huán)境與加工術(shù)語,工藝安排,加工初始設(shè)置 
(6)加工坐標(biāo)系統(tǒng) MCS四、UG NX CAM菜單與工具條五、UG NX加工操作的父級組1、幾何體組幾何體組可定義機(jī)床刀具上加工幾何體和部件方向。
2943
張偉一 ??? 3年前
細(xì)長條連桿零件材料熱處理及孔精加工過程研究 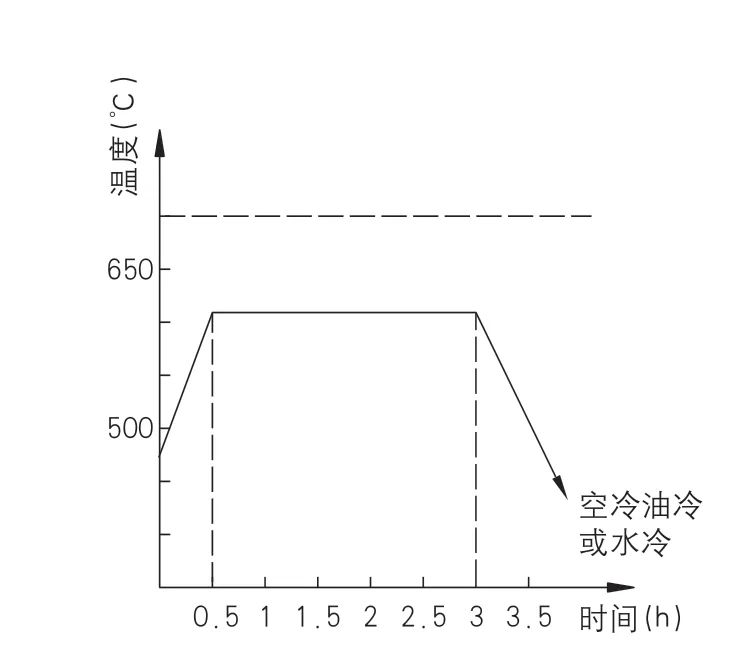
⑷方案四。方式:數(shù)控加工孔后鉗工鉸孔。內(nèi)容:數(shù)控鉆孔至φ16mm,銑孔至φ19mm,鉗工鉸孔φ(19.12+0.030)mm。結(jié)果:零件孔位、孔徑、孔表面粗糙度及形位公差均能滿足圖紙要求,合格率高,效率高。⑸方案五。方式:數(shù)控加工孔后鉗工鉸孔。內(nèi)容:數(shù)控U 鉆鉆孔至φ19mm,鉗工鉸孔φ(19.12+0.030)mm。
2844
金屬加工前沿 ??? 3年前
基于點(diǎn)云的球銑加工動態(tài)仿真 
銑刀在加工過程中高速旋轉(zhuǎn),其切削刃近似為球面,當(dāng)坯件模型上的點(diǎn)在銑刀球面內(nèi)時(shí),即認(rèn)為該位置被銑削。2.1坯件點(diǎn)云采樣工件的建模常用格式為網(wǎng)格模型,通過對網(wǎng)格進(jìn)行細(xì)化再進(jìn)行點(diǎn)采樣,轉(zhuǎn)化為點(diǎn)云模型。本文在采樣之前,根據(jù)精度要求對網(wǎng)格進(jìn)行中點(diǎn)細(xì)分,得到三角形網(wǎng)格的網(wǎng)格模型。中點(diǎn)細(xì)分即通過計(jì)算三角形每條邊的中點(diǎn),將其分為四個(gè)較小的三角形[19],細(xì)分之后計(jì)算網(wǎng)格頂點(diǎn)的法線。
4057 5
數(shù)控編程網(wǎng) ??? 2年前
【加工制造】圖文并茂——發(fā)動機(jī)的加工工藝與產(chǎn)線運(yùn)作實(shí)例 
本例中:要求用一臺機(jī)器人同時(shí)給四臺加工中心進(jìn)行上料和下料工作。從加工中心門開后14秒之內(nèi)要取下工作臺工裝上的缸體及換上要加工的缸體。水平軸的運(yùn)行速度是2米/秒,而上下軸的運(yùn)行速度要達(dá)到1米/秒。 ▲發(fā)動機(jī)上缸體上下料機(jī)器人整體效果圖 上下兩圖分別是工作現(xiàn)場的機(jī)器人和要抓取的零件照片。
2646
機(jī)械工程師 ??? 4年前
5軸機(jī)床原來這么牛:1次加工28個(gè)零件 
在夾具的制作上,選用一個(gè)尺寸為114mm*114mm*550mm的鋁合金作為基體,選用定位銷作為定位,選用占用加工空間更小的壓緊夾具,以便更快的裝夾。 再銑平基體的四個(gè)面,為每個(gè)零件加工一個(gè)定位銷孔,2個(gè)用來避空鎖緊夾具的槽,以及2個(gè)用來鎖緊的螺紋孔,這就是所有的制作步驟。
2013
數(shù)控編程網(wǎng) ??? 4年前
五大核心能力構(gòu)筑現(xiàn)代機(jī)器人五金加工競爭力 
五大核心能力構(gòu)筑現(xiàn)代五金加工競爭力當(dāng)代精密五金加工件加工已遠(yuǎn)非“翻砂打鐵”的粗放模式,其高質(zhì)量發(fā)展依賴五大支柱:一是工藝適配性——能靈活運(yùn)用不同工藝匹配材質(zhì)與精度需求;二是垂直整合能力——覆蓋從選材、設(shè)計(jì)畫圖到機(jī)加工、熱處理和表面處理的一站式服務(wù);三是檢測體系完備性——配備光譜儀、X 光探傷、三坐標(biāo)測量等設(shè)備保障內(nèi)在質(zhì)量;四是綠色制造水平——排放控制程度。
2428
用戶_141584 ??? 4月前
數(shù)控編程課堂 :這樣銑鍵槽不僅能提高加工效率,還能提高刀具壽命。 
即 #32=#11/ #31 四、設(shè)下刀點(diǎn)#24、#25#24下刀中心在工件坐標(biāo)系中的X坐標(biāo)值#25下刀中心在工件坐標(biāo)系中的Y坐標(biāo)值 五、你先思考下前四步為什么要計(jì)算出這些變量?比如計(jì)算出每刀切深#30,有了每刀切深,我就可以通過總深#11除以每刀深度,從而計(jì)算出加工次數(shù)。
3287
數(shù)控編程教學(xué) ??? 4年前
20條/頁 
 55
55 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺客服
TOP
