



內聚力cohesive 不等壁厚膠體如何處理?
cohesive材料參數表征的是等壁厚材料的參數;在實際工程應用中出現涂膠量成梯形非等壁厚,這種情況如何處理(粘接接觸);能仿真出不同厚度的膠的影響嗎如何實現 不同厚度粘性不同這種類型分析
2555 2 5
宋珊珊 ??? 3年前
CAE模流分析101招-第 37招、產品設計之厚度篇~【肉厚影響篇】 
其 流動分布模擬與現場實驗短射,鏈接器產品設計因要 求高傳輸速度,故孔洞越來越多,且產品尺寸越來越 小,厚度設計趨薄(5條、10條不等),因此觀察流 動區域的領先與落后現像非常重要,因為領先與落后 只要相差數格便決定了端子插入是否會龜裂。
2958 2
型創科技2023 ??? 2年前
常用金屬重量計算公式,留著總有用處
b= 短邊寬 d= 邊厚 R= 內弧半徑 r= 端弧半徑 求30mm×20mm×4mm 不等邊角鋼的每m 重量。
2421
數控編程教學 ??? 4年前
SolidWorks包絡倒角在壓力容器設計建模的應用 
上述方式涉及不等厚板之間的對接焊連接,壓力容器標準中規定了不等厚板之間連接厚板邊界的過渡倒角尺寸(即,倒角長度≥3倍的板厚差);壓力容器開孔位置往往是曲面板(并且往往是圓柱、橢圓或錐形),開孔處常常是相貫線,后文的實例中將會看到,在SolidWorks建模中,在相貫線上應用普通倒角方式建立的模型是錯誤的。
3308
土瓦 ??? 2年前
改變鑄件澆注入水位置,能解決哪些問題?
2.2 葉輪產品澆注不足問題的解決葉輪為高水頭水輪發電機上的產品,葉片為水斗形狀,葉片壁厚很薄,而且不均勻,最薄處僅3~5mm,葉片位的質量控制非常主要。材質為ZG20Mn。最初的澆注工藝是從內輪轂底入水,發現鑄件的很多葉片走水不良,留下大小不等的孔穴和缺口。后來改為從內輪轂和外法蘭位一齊入水,并提高了澆注注溫度,葉片位的澆不足現象仍然存在,而且多個葉片位出現夾砂現象。
2302 2 3
鑄造工程師 ??? 3年前
鋼材長度怎么算,只有1%的人才懂! 
6)工字鋼、槽鋼的尺寸以腰高h、腿寬b 和腰厚d 的毫米( mm )數標定。7)等邊角鋼的尺寸以相等邊寬b 和邊厚d 的毫米( mm )數標定。不等邊角鋼的尺寸以邊寬B、b 和邊厚d 的毫米( mm )數標定。8)H 型鋼的尺寸以腹板高度h、翼板寬度b 和腹板厚度t1、翼板厚度t2 的毫米( mm )數標定。2.
1879
數控編程網 ??? 4年前
鋼材長度怎么算,99%的人不會! 
6)工字鋼、槽鋼的尺寸以腰高h、腿寬b 和腰厚d 的毫米( mm )數標定。7)等邊角鋼的尺寸以相等邊寬b 和邊厚d 的毫米( mm )數標定。不等邊角鋼的尺寸以邊寬B、b 和邊厚d 的毫米( mm )數標定。8)H 型鋼的尺寸以腹板高度h、翼板寬度b 和腹板厚度t1、翼板厚度t2 的毫米( mm )數標定。2.
2094
數控編程網 ??? 4年前
超實用的巖土基本知識 
3、碎屑巖 (1)軟弱—較堅硬,中—厚層狀紅色砂泥巖。 巖石呈不等厚互層狀。力學強度因巖性不同而異。砂巖,礫巖等巖石較堅硬,干抗壓強度多大于50兆帕,風化巖干抗壓強度一般小于50兆帕。泥巖、粘土巖等垂直干抗壓強度為11.8—17.0兆帕。 (2)軟硬相間薄—中層狀砂頁巖。 頁巖常夾砂巖或與砂巖互層產出。
2576
巖土聯盟 ??? 4年前
鋼材長度怎么算,只有1%的人才懂! 
6)工字鋼、槽鋼的尺寸以腰高h、腿寬b 和腰厚d 的毫米(mm)數標定。 7)等邊角鋼的尺寸以相等邊寬b 和邊厚d 的毫米(mm)數標定。不等邊角鋼的尺寸以邊寬B、b 和邊厚d 的毫米(mm)數標定。
2020
機械發明愛好者 ??? 3年前
從5方面分析鑄件產生熱裂的原因及相應解決辦法 
b、在壁厚不均勻的截面交接處,常常產生熱裂,為消防這類缺陷,經用戶同意可以在這些部位設置工藝筋(見圖15)。防裂工藝筋不僅可以提高鑄件熱裂部位的強度,更主要是能起散熱作用,從而減緩“熱點”集中程度,緩解熱裂的產生。工藝筋設置時,要注意不宜太厚,一般為相應部位壁厚的1/3左右,否則也會導致熱裂的產生(見圖16)。
2525
鑄造工程師 ??? 4年前
設計88問,太全面了,果斷收藏!
也就是注射量從幾毫克到幾十千克不等,按合模力分為:幾噸到幾千噸不等。75、鎖模力和撐模力之間有何關系?注塑機的鎖模力要大于撐模力,否則模具會模內壓力撐開。76、公母模的定位方式有哪些?前后模的定位方式有兩類:一是:模板定位,二是:模仁定位。77、常用塑膠的合適壁厚是多少?
2261 2
UG模具設計材料 ??? 3年前
焊接技巧100招 
首先在裂紋末端鉆一個小孔,以利于在較大的范圍內分散末端的應力,然后焊接一系列長度不等的多道焊縫,增加裂紋前端鋼板的強度。
2655 2
金屬加工前沿 ??? 3年前
MIM技術革新刀具市場,你知道嗎? 
更特別的是MIM制品比起傳統塑膠制品可以制作出不等肉厚的特殊特征,因此品牌商能夠設計特殊的造型給自家工具增添更多特色。所以,采用MIM工藝可以滿足家用工具設計師們的需求,發揮更多的創想力去創造更多的產品,增添現代化家用工具更廣大的應用。
4247 7 3
ACMT協會 ??? 2年前
解決射出過程中的弱熔接線缺陷 
常用解決措施零件設計零件的厚壁與結構是最直接影響熔膠流動行為的。? 優化肉厚,在塑件設計中增加壁厚,有助于壓力的傳遞,保持較高的熔膠壓力,從而減少縫合線的形成。均勻壁厚可以減少流動競爭現象。局部的增膠與減膠能夠改變流動行為,引導熔膠在非外觀面上會合。模具設計模具的設計是決定熔融塑料如何流入模腔并形成產品的關鍵因素。
2598
ACMT協會 ??? 1年前
做注塑模具設計基本知識,不懂你就可以放棄這門行業了
也就是注射量從幾毫克到幾十千克不等,按合模力分為:幾噸到幾千噸不等(歡迎關注汽車工藝師微信auto1950)。75、鎖模力和撐模力之間有何關系?注塑機的鎖模力要大于撐模力,否則模具會模內壓力撐開。76、公母模的定位方式有哪些?前后模的定位方式有兩類:一是:模板定位,二是:模仁定位。77、常用塑膠的合適壁厚是多少?
3101 3 3
Im智能注塑 ??? 3年前
硬核文章 & 收縮與翹曲的形成機理與改善 
當塑件具有收縮差異,其肉厚方向與流動方向產生不等向收縮,造成的內應力可能使塑件翹曲。由于強化纖維使塑件的熱收縮便小和模數變大,所以添加纖維的熱塑性塑料可以抑制收縮,它沿著添加纖維的排列方向(通常是流動方向)之收縮比橫向之收縮小。同樣地,添加粒狀填充物的熱塑性塑料比無添加物的塑料之收縮率小很多。
2635
汽車零部件模具與注塑 ??? 4年前
鍍鋅常見缺陷、特征、原因匯總 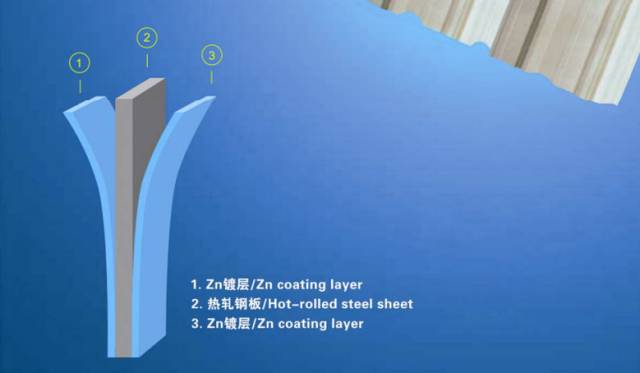
邊厚(花紋)鍍鋅鋼帶邊沿的鋅層比中間或其它部分的鋅層厚稱邊厚,一般邊部呈條狀花紋。1氣刀角度調整不佳;2邊部冷卻快;3當鋼帶速度低于30米/分以下時,由于噴咀兩端的氣流向外散失一部分,這樣減少了邊部氣流沖量,造成邊部刮鋅量比中部小;4原板板型不好,有邊浪;5原板板邊部嚴重銹蝕。鋅流紋(鋅浪)波浪狀花紋。
4060
冷軋電氣控制 ??? 3年前
鋼結構焊接工藝模板 
兩焊件厚度相等,焊條與焊條左右方向夾角均為45°;兩焊件厚度不等時,焊條與較厚焊件一側的夾角應大于較薄一側的夾角。焊條應與垂直面形成60°~80°角,使角弧略向上,吹向熔池中心。 3.2.2.4 收弧:當焊到末尾,采用排弧法將弧坑填滿,把電弧移至熔池中央停弧。嚴禁使弧坑甩在一邊。為了防止咬肉,應壓低電弧變換焊條角度,使焊條與焊件垂直或由弧稍向下吹。
2669
化工設備人 ??? 4年前
solidworks多厚度抽殼應用案例 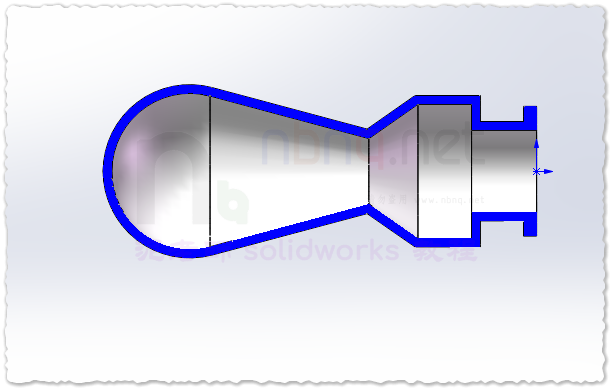
~~~正文開始~~~這是一個旋轉體模型,旋轉實體后抽殼處理,很多同學畫完之后,進行常規抽殼會出現錯誤如下圖:所有的壁厚都變成了等厚度,成品圖來看這個端頭應該是不等厚度的,那怎么么做呢
2043 2 1
張偉一 ??? 3年前
基于InteWeld的焊接模擬仿真 
接頭總網格數為30 000~100 000不等,最小的網格尺寸為0.5mm。將接頭計算結果導入總體結構進行仿真計算[12]。圖6 多層多道焊接 焊縫采用多層多道焊接[13],焊層設置如果6所示。2.4 仿真計算結果圖7 焊接變形結果支撐臂焊接仿真計算總用時約42h。焊接變形結果如圖7所示。
5243 5 2
金屬加工前沿 ??? 2年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
