



請問下沖壓模,什么情況下用鋁材做為上模座? 
丨問題:如題:看到一個沖壓模,看到上模座是用鋁材的,請問各位同行,沖壓模,什么情況下用鋁材做為上模座?優點是什么?缺點又有那些?做了好幾個模具,第一次見用用鋁材作為上模座,還是很驚訝的!看了這么多大佬的發言,我在論壇上找到以前的帖子,也私信了發視頻的人,現在總結我自己的問題一下1沖壓模,什么情況下用鋁材做為上模座?
2250
模具論壇 ??? 4年前
塑膠件的結構設計:拔模斜度篇(上) 
01 拔模斜度的含義拔模斜度,單看字面就知道,是針對模具進行設計的角度,確切地講,是模具平行出模方向上成型部分的面的出模角度,也叫拔模角。02 拔模斜度由誰設計?
8351 6 2
結構攻城獅 ??? 3年前
CAD驅動的模面優化解決復雜沖壓件的斷裂(上) 
工業案例2:CAD驅動的模面優化解決復雜沖壓件的斷裂(上)項目背景■沖壓產品的成形性往往受到其本身幾何特征的諸多限制,特別是那些遠離入口圓角的特征,控制的手段非常有限。這樣在實際沖壓中解決起來往往效果不佳。
2141
C3PChina ??? 3年前
精度較高的五金沖壓件所用復合模正倒裝的比較 
因此對于精度要求較高的沖壓件,大多考慮采用復合模。 復合模的結構有倒正裝之分。正裝和倒裝的復合模具,其工作零件的裝配位置不同。倒裝復合模,其凸模、凹模在模具的上模部分,凸凹模在下模部分;正裝復合模正好相反,是凸模、凹模在下模部分,凸凹模在上模部分。下面就來了解下它們有什么不同。
2677
東一金屬 ??? 2年前
注塑模具試模行為規范
先在工作臺上檢查其機械配合動作:要注意有否刮傷,缺件及松動等現象,模向滑板動作是否確實,水道及氣管接頭有無泄漏,模具之開程若有限制的話也應在模上標明。以上動作若能在掛模前做到的話,就可避免在掛模時發現問題,再去拆卸模具所發生的工時浪費。3.
2142
模具論壇 ??? 4年前
ColorForm模內上漆技術開啓「智造」新維度 
克勞斯瑪菲ColorForm模內上漆工藝,一種革命性的涂裝技術。該工藝通過在射出模具中直接涂覆熱固性材料聚氨酯或聚脲層(PUR/PUA),從而實現高效且環保的上漆著色過程。這一創新工藝澈底取代了傳統的多階段噴涂流程及其相關的預處理和后處理步驟,簡化了工藝流程,提高了生產效率。您可以直接從生產線上獲得表面處理精細、具備優質高光澤效果的精致零部件。
2415
ACMT協會 ??? 1年前
基于自動化生產的卡車縱梁落料沖孔模設計 
模具設計上從這兩個方面來確保投料檢測穩定,以消除來料翹起帶來的感應檢測影響。圖5 落料沖孔模上安裝的投料檢測器合理的刃口及沖頭分級設計消除斷沖頭的影響卡車縱梁由于料厚及強度大,生產過程中斷沖頭及沖頭拔起一直是困擾生產效率提升的難題,因此,必須從源頭設計方面優化考慮。主要是受振動的影響,振動會造成橫向位移及縱向位移,其中橫向位移會對沖裁間隙造成影響,從而導致沖頭斷裂或沖頭拔起。
2129
金屬加工前沿 ??? 3年前
基于定量泵與節流調速的硫化機開合模液壓系統仿真 
同傳統的機械式硫化機相比,采用液壓系統的硫化機機體結構緊湊,剛性較好;開合模時,上模部分僅作垂直上下運動,可保持很高的對中精度和重復精度;各動作快速平穩,大大減少了硫化機輔助時間;上下合模力均勻,不受工作溫度影響;整機質量減輕,僅為機械式硫化機的三分之一[3]。
4411 2
液壓那些事 ??? 2年前
如何選定消失模鑄造工藝參數?探究消失模鑄造大口徑球墨鑄鐵管件生產關鍵 
1、消失模鑄造大口徑球墨鑄鐵管件的一般工藝流程 (1)制作泡塑白模,組合澆注系統,氣化模表面刷、噴特制涂料并烘干; (2)將特制砂箱置于振動工作臺上,填入底砂(干砂)振實,刮平,將烘干的泡沫模樣放于底砂上,填滿干砂(邊填砂邊振實); (3)用農用塑料薄膜覆蓋,放上澆口杯,接真空系統抽真空,干砂緊固成型后,進行澆注,泡沫模樣氣化,金屬液取代其位置;
2700
鑄造工程師 ??? 4年前
塑膠模具「雙色模」前模頂出設計方案以及注意事項 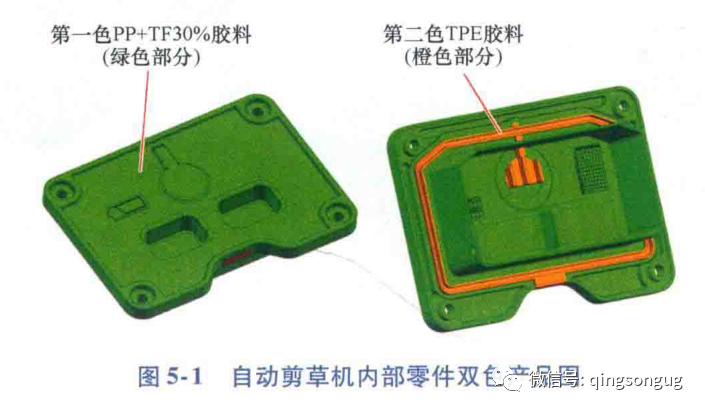
如圖所示:分型面,這樣的話后模側基本上沒有軟膠,而且不需要進行分型面封膠,后模可以完全做到一致。重點:第一色中間長方形有框深25mm,而且底部厚度只有1.3mm,成型中會粘前模。如圖所示:第一色進膠樣式第二色進膠樣式如圖所示:第一色與第二色熱流道點樣式。
3640
UG模具設計材料 ??? 3年前
新模具試模需要注意的問題,你都知道嗎? 
先在臺上檢查其機械配合動作: 要注意有否刮傷,缺件及松動等現象,模向滑板動作是否確實,水道及氣管接頭有無泄漏,模具之開程若有限制的話也應在模上標明。以上動作若能在掛模前做到的話,就可避免在掛模時發現問題,再去拆卸模具所發生的工時浪費。
2476
Im智能注塑 ??? 3年前
Moldex3D模流分析之創建試模報告 
-最大射出壓力: 此顯示將熔膠推入模穴內的最大壓力,其量測單位可以是兆帕斯卡 ( MPa )、巴 ( bar )、磅每平方英寸 ( ps i)。-最大流率:此顯示該射出機的最大流率,其量測單位為立方公分每秒( cm^3/sec )。-最大鎖模力: 此顯示該射出機的鎖模單位施加到模具上的最大力,其量測單位為公噸 ( ton )。
2353
Moldex3D 中國 ??? 12月前
注塑模調機工藝.
隨著模塑件冷卻收縮,模塑件與模腔冷卻表面失去緊密接觸,這時冷卻效率下降,模塑件繼續 冷卻后,模塑件不斷收縮,收縮量取決于各種因素的綜合作用。模塑件上的尖角冷卻最快,比其它部件更早硬化,接近模塑件中心處的厚的部分離型腔冷卻面最遠,成為模塑件上最后釋放熱量的部分,邊角處的材料固化后,隨著接近制件中心處的熔體冷卻,模塑件仍會繼續收縮,尖角之間的平面只能得到單側冷卻,其強度沒有尖角處材料的強度高。
2275 1
模具論壇 ??? 4年前
復合材料層合板拉伸的試驗和數模結果載荷位移曲線的最大載荷可以對上但是失效位移對不上,可能是什么原因?
如題
2103 2 3
LU& ??? 3年前
Moldex3D模流分析之iSLM試模數值 
管理功能 > 試模 > 檢視 > 開始試模/檢視 > 試模信息 > 模具信息在 管理功能 > 試模 > 檢視 > 開始試模/檢視 > 試模信息 > 模具信息的項目:1.圖片: 此顯示模具的圖片。用戶可移動鼠標光標至圖片上以 預覽、下載 圖片。若要刪除圖片,需于 管理功能 > 項目 > 檢視 > 模具信息 的編輯中點擊圖片上的 刪除 鍵。
1595
Moldex3D 中國 ??? 1年前
五金沖壓加工所用壓力機常用的幾個專業術語 
4、閉合高度:是指滑塊在下止點時,滑塊下平面到工作臺上平面的距離。當閉合高度調節裝置將滑塊調整到最上位置時,閉合高度最大,稱為最大閉合高度;將滑塊調整到最下位置時閉合高度最小稱為最小閉合高度。閉合高度從最大到最小可以調節的范圍,稱為閉合高度調節量。 5、裝模高度:當工作臺面上裝有工作墊板,并且滑塊在下止點時,滑塊下平面到墊板上平面的距離稱為裝模高度。
2408
東一金屬 ??? 2年前
沖壓自動化改造模具要求 
1)脫料檢查所有模具取放工件順暢無阻礙,沖壓完成后工件停留在下模面。異常情況為上模帶料,或工件在沖壓完成后出現不規則位移。2.模具情況1)模具高度.下模面到地面的高度H應控制在950~1450mm之間,另:相鄰兩套模具下模面的高低落差需控制在300mm以下,高低落差越小機器人的生產效率越高。2)產品盡量少翻轉。
2189
金屬加工前沿 ??? 3年前
為什么越來越多的鑄造廠選擇消失模鑄造工藝? 
消失模鑄造模具可以使用40萬-75萬模次。在消失模鑄鐵工廠里,交貨期通常為4周,因為泡沫模型可以存放很久,模串隨用隨取。砂芯和砂型則不需要提前生產來備用。工藝上的這些優勢帶來了生產成本上的優勢。消失模模具的壽命更長,勞動力成本更低,型砂無任何粘結劑,便于回收重復使用,從而消除了型砂回收使用的問題。
2966
鑄造工程師 ??? 3年前
注塑機開合模控制需要注意的問題 
在前進至靠近合模終點時,控制桿的另一端壓桿又壓上慢速開關,此時活動板又轉以慢速且以低壓前進。 在低壓合模過程中,如果模具之間沒有任何障礙,則可以順利合攏至壓上高壓開關,轉高壓是為了伸直機鉸從而完成合模動作。這段距離極短,一般只有0.3~1.0mm,剛轉高壓旋即就觸及合模終止限位開關,這時動作停止,合模過程結束。注塑機的合模結構有全液壓式和機械連桿式。
2318 1
高分 ??? 4年前
Moldex3D模流分析之iSLM試模檢視 
3.圖片:此顯示在成型過程中成型機臺接口上所顯示的頂出設定。點擊+按鈕以上傳相關頂出設定圖和訂定標題。上傳完成后將鼠標移至圖片上以 預覽、下載 或 刪除 圖片。
2777
Moldex3D 中國 ??? 1年前
20條/頁 
 85
85 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
