



怎樣減少五金沖壓件表面劃傷的產生 
在五金沖壓生產過程,金屬沖壓件表面有時會出現劃傷是不可避免的。但是這種劃傷如果出現在半成品沖壓件表面,嚴重時會直接影響下道工序的生產質量;而成品五金沖壓件表面出現劃傷更是一種質量缺限,如果最后修復不能成功,就是殘疵品。所以五金沖壓件生產廠家在沖壓生產過程,一定要盡量避免或減少這種劃傷的出現。
2014
東一金屬 ??? 3年前
不銹鋼壓力容器封頭研究
1.5劃傷缺陷及產生原因分析封頭劃傷是封頭加工過程中產生表面損傷缺陷,內外表面都可能出現劃傷現象。劃傷產生的主要原因是:一是模具表面不夠圓滑,有尖銳缺損;二是熱壓時,坯料表面形成較厚的氧化層,壓制過程中脫落造成劃傷;三是轉運過程中不當操作也會引起外表面劃傷。1.6拉裂缺陷及產生原因分析拉裂是拉伸力超過材料的強度極限導致開裂。
2313 1
化工設備人 ??? 4年前
不銹鋼壓力容器封頭研究
1.5劃傷缺陷及產生原因分析封頭劃傷是封頭加工過程中產生表面損傷缺陷,內外表面都可能出現劃傷現象。劃傷產生的主要原因是:一是模具表面不夠圓滑,有尖銳缺損;二是熱壓時,坯料表面形成較厚的氧化層,壓制過程中脫落造成劃傷;三是轉運過程中不當操作也會引起外表面劃傷。1.6拉裂缺陷及產生原因分析拉裂是拉伸力超過材料的強度極限導致開裂。
2618
化工設備人 ??? 4年前
白光干涉儀(光學3D表面輪廓儀)與臺階儀的區別 
白光干涉儀與臺階儀相比具有以下優點:一是非接觸高精密測量,不會劃傷甚至破壞工件;二是測量速度快,不必像探頭逐點進行測量;三是不必作探頭半徑補正,光點位置就是工件表面測量的位置;四是對高深寬比的溝槽結構,可以快速而精確的得到理想的測量結果。
2096
深圳市中圖儀器股份有限公司 ??? 3年前
四大材料,三十多種工藝,最全的表面處理工藝來了 
外觀:顏色、圖案、logo、光澤線條(3D、2D); 質感:手感、粗糙度、壽命(品質)、流線型等等; 功能:硬化、抗指紋、抗劃傷。
2583
工廠物流自動化 ??? 4年前
鍍鋅常見缺陷、特征、原因匯總 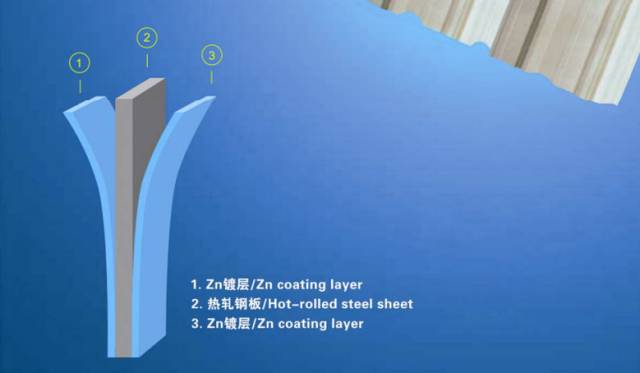
劃傷板卷劃傷。吊運不良,包裝破損。表面黑點表面凸起處有黑點、暗斑。儲運中板面摩擦。黑銹表面黑色銹斑。1超期貯存;2涂油、鈍化不良;3粘染助鍍劑;4貯運過程中浸水(海水);5與工業大氣長期接觸受潮。聲明:本文由登峰科技發布;咨詢電氣自動化問題,請關注公眾號聯系我們。
4059
冷軋電氣控制 ??? 3年前
鈑金件常用材料,表面處理及缺陷總結 
三、鈑金件的常見缺陷匯總 對于鈑金件來說,表面質量應該是很重要的了,這里根據自己經驗的積累,對容易出現的各種問題進行簡單的表述. 1、凹凸:沖壓件模具、沖壓過程的原因,導致凹凸不平。 2、劃傷:由于其他原因造成的零件劃傷,可能是件與件之間造成,也可能是外部原因導致。 3、銹蝕:防護不當導致產品銹蝕,或者由于保存期限太長,或材料不符合要求,或防銹油不符合要求。
5062 4
機械工程師 ??? 2年前
表面處理技術分享(第二十四講:鈍化反應的機理簡述) 
例如,不銹鋼表面的鈍化膜主要由Cr?O?組成,這層膜結構致密、化學性質穩定,即便受到輕微劃傷,也能在空氣中快速自愈,繼續發揮防護作用。2、吸附理論(“表面改性”) 與成相膜理論不同,吸附理論強調鈍化的核心是金屬表面反應能力的降低,而非物理隔離。該理論認為,金屬鈍化時,表面會快速吸附一層氧或含氧粒子(如O2?、OH?等),形成一層極薄的吸附層。
160
畢磊 ??? 2天前
鈑金件常用材料,表面處理及缺陷總結
三、鈑金件的常見缺陷匯總 對于鈑金件來說,表面質量應該是很重要的了,這里根據自己經驗的積累,對容易出現的各種問題進行簡單的表述. 1、凹凸:沖壓件模具、沖壓過程的原因,導致凹凸不平。 2、劃傷:由于其他原因造成的零件劃傷,可能是件與件之間造成,也可能是外部原因導致。 3、銹蝕:防護不當導致產品銹蝕,或者由于保存期限太長,或材料不符合要求,或防銹油不符合要求。
5056 4 1
機械工程師 ??? 2年前
別讓試驗鐵地板拖垮研發效率!高精度試驗的“基準基石”
做試驗機測試時,你是否常被這些問題困住?
試驗數據偏差大,反復驗證卻找不到根源?、新能源等領域±0.5%的精度要求,傳統鐵地板根本達不到,導致產品 
90%外部振動,振動傳遞率≤15%,為測試提供無干擾環境; 靈活適配多場景,裝夾效率翻倍:表面標準T型槽設計,槽距誤差±0.02mm,支持螺栓、夾具快固定各類試件,無需額外加工,單試件裝夾時間縮短至5分鐘內;支持螺栓緊固、夾板連接等多種拼接方式,可定制異形尺寸與特殊槽型,大型場景拼接后仍保持高精度整體性; 耐用易維護,降低長期成本:鑄鐵材質耐磨抗劃傷,表面防銹處理,日常僅需簡單清潔即可
2051
河北威岳 ??? 4月前
橡膠、塑料零部件材料表面怎樣研磨拋光去除合模線、飛邊、毛刺? 
如果用帶銳角的磨料,比如三角形的棕剛玉研磨石,對橡膠表面可能會靠造成劃傷,產品表面引起劃痕、麻點等問題。 粗磨后橡膠表面要磨出亮度,需要用到高比重,不帶切削力的研磨材料來拋光才能達到效果,而且需要慢工出細活,所以采用滾桶式的研磨光飾機器。 橡膠暴露在水和空氣中會很容易再次老化。因此拋光后我們需要馬上烘干水份。 6.
3845
jerrylu ??? 2年前
選對 + 用好,大幅提升機床工作臺使用壽命 
劇烈碰撞與磕碰:吊裝工件時的意外碰撞,或工件直接砸向臺面,都會造成工作臺表面的局部凹陷或劃傷-4-6。頻繁的大慣量反轉:在重型機床上,工作臺本身質量巨大。頻繁的快速啟動、停止或反轉,會產生巨大的慣性沖擊,嚴重磨損傳動部件并可能導致其失效-8-10。3.環境與腐蝕:精度的“隱形”工作環境的優劣直接影響工作臺的長期穩定性。
666
威岳13780573715 ??? 28天前
如何打磨拋光3D打印零件獲得光滑表面? 
●ABS 和 PETG 是流行的印刷細絲,可以進行蒸汽平滑處理,從而使用溶劑暫時溶解表面材料。●如果施加過大的力,橡膠材料往往會弄臟。快速、輕柔的打磨效果最佳。對粘性材料使用濕磨,以避免抓住材料和堵塞。如果橡膠想要抓住砂礫,請使用更細的砂紙。●木材和復合長絲等纖維材料應按紋理方向打磨。打磨時要記得帶上手套,不然一些纖維會劃傷手指。濕磨可防止復合纖維在空氣中傳播,但仍需始終佩戴防塵面罩。
2784
南極熊3D打印 ??? 3年前
關于粗糙度輪廓儀一體機的常見提問及回答 
- 測量前需要對工件進行哪些準備:需確保工件表面清潔、干燥,無油污、灰塵、切削液等雜質,以免影響測量結果的準確性;對于大型或形狀不規則的工件,要進行穩固的裝夾,防止在測量過程中發生位移或晃動;若工件表面有毛刺、銳邊等,需進行適當的打磨處理,以免劃傷觸針。
2342
深圳市中圖儀器股份有限公司 ??? 1年前
大型罐體的實例焊接--雙面雙弧工藝 
裝配要求1.1 裝配時采用專用平臺,與碳鋼等其它金屬材料隔離;運輸過程中避免碰撞造成劃傷;起吊必須采用專用吊具和夾具,如尼龍帶,嚴禁使用鋼絲繩以免劃傷金屬表面。
2884
化工交流 ??? 3年前
機械技術要求大全,機械人必備! 
加工面不允許有銹蛀和影響性能、壽命或外觀的磕碰、劃傷等缺陷。4. 滾壓精加工的表面,滾壓后不得有脫皮現象。5. 最終工序熱處理后的零件,表面不應有氧化皮。經過精加工的配合面、齒面不應有退火6. 加工的螺紋表面不允許有黑皮、磕碰、亂扣和毛刺等缺陷。
2535 1
機械設計師 ??? 4年前
汽車沖壓生產線清潔度管控方法 
鋼板在生產現場拆包過程中也需要進行清潔檢查,對鋼板上表面第一張進行擦拭,如圖4 所示,在拆除包裝紙后需要對鋼板的側壁進行清潔檢查,如圖5 所示,因為包裝紙的碎屑可能會因為運輸撞擊、拆包劃傷等原因嵌在鋼板夾縫間,從而影響生產。
2965
FMMM ??? 4年前
不做“軌”道交通,只做精和準守護:鑄鐵平臺的“鐵”漢柔情 
巨大的沖擊力會使地軌表面出現凹坑或內部裂紋。二、 工作面防護防劃傷與拉毛:鑄鐵表面硬度有限,移動大型工件或工裝時,禁止直接在地軌上拖拽。工件應吊起平移,或在非工作面區域使用滾杠、墊板。如果需要在平臺上推拉檢具或輔助工具,應清理干凈平臺和工具底部的毛刺、鐵屑。保持清潔:每次使用后,必和須清除平臺上的鐵屑、砂粒、冷卻液等雜物。
938
威岳13780573715 ??? 2月前
孔板閥的知識都在這里 
維護保養 1、孔板閥表面應保持清潔,油漆無脫落、銹蝕,銘牌清晰,零部件齊全完好,無內外滲現象,可動部分靈活好用。 2、每月對孔板閥操作檢查一次,清除孔板表面污物,目測孔板重要部位,如有劃傷、蝕坑、磨損等缺陷,應予以更換,密封件如有損傷變形必須更換。
2665
化工設備人 ??? 4年前
電線電纜制造工藝之絞線成纜工藝要求 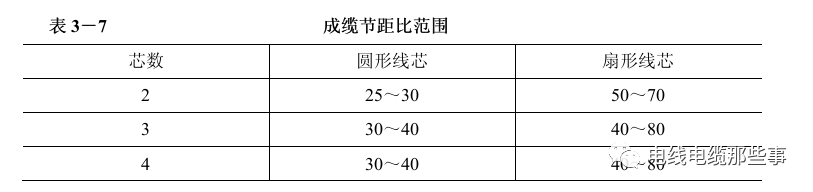
(3) 絕緣線芯出壓模的表面質量應無拉焦、擠、壓、劃傷痕跡。二、裝鎧 電力電纜的鎧裝有兩種形式,即鋼帶鎧裝和鋼絲鎧裝。1.鋼帶鎧裝 鋼帶鎧裝是用兩層厚度為0.3~0.8㎜,寬度為15~60㎜的鋼帶,采用間隙 式繞包在電纜內襯層的表面上。使用的鋼帶一般為涂漆鋼帶或鍍鋅鋼帶,鋼帶的抗拉強度應大于30kg/㎜2,伸長率不小于20%。
5827
電線電纜那些事 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
