



出口模要求那么高,滑塊機構設計有哪些要點? 
在我們的塑膠模具行業里面一般分為兩大類模具,那就是出口模與國內模,出口模顧名思義,就是在國內按照國外的設計要求制造模具,做好試模沒問題之后,出口到對方的國家。出口模與國內模相比,要求比較高,所用的設計標準不一樣,出口模常用的標準有HASCO、DME、MISUMI、PUNCH等,下面跟大家分享出口模滑塊機構的設計要求,希望對大家有所提升。1.
3964 3
張偉一 ??? 2年前
出口模要求那么高,滑塊機構設計有哪些要點? 
在我們的塑膠模具行業里面一般分為兩大類模具,那就是出口模與國內模,出口模顧名思義,就是在國內按照國外的設計要求制造模具,做好試模沒問題之后,出口到對方的國家。
2302
UG模具設計材料 ??? 4年前
出口模汽車寶馬兩款產品如何互換你知道嗎? 
兩款寶馬產品后模面的差異后模換款步驟:第1步:頂針板頂到底第2步:擰開斜頂螺絲取出斜頂頭第3步:擰開滑塊螺絲取出滑塊鑲件第4步:擰開3個擠緊塊螺絲取出擠緊塊第5步:擰開后模仁螺絲取出后模仁及墊板第6步:擰開墊板螺絲取出此墊板第7步:取下后模此2換款鑲件換款之后再按拆的步驟裝回去前模換款步驟:第1步:擰開3個擠緊塊螺絲取出擠緊塊
1994
UG模具設計材料 ??? 4年前
電動自行車電池外殼鋁型材擠壓模結構優化設計 
圖12 4種方案模具受力與流速均方差對比 4種方案擠壓力變化曲線如圖13所示,增加分流孔數目時會使擠出型材所需的擠壓力升高,降低了生產效率,同時分流孔的分布方式影響了模腔內金屬的流動,導致擠出型材變形不均勻。綜合考慮,增設導流塊是較好的模具結構優化方法。
4152 4
張偉一 ??? 3年前
全國新的“模具之都”,靠實力將東莞拉下模都“神壇”,憑什么? 
模具之都:浙江寧波浙江省寧波市目前國內最大型模具種類出口及生產基地之一,近幾年增速穩定在25%以上。其發展迅速主要得益于良好的地理位置,給模具的進、出口提供優越的條件。在寧波市各個縣、鎮、鄉都分布著大大小小的模具廠,而且模具類型五花八門,包括:注塑模、沖壓模、鍛造模、壓鑄模、粉末冶金模等。
2128
模具設計UG編程教學 ??? 3年前
基于定量泵與節流調速的硫化機開合模液壓系統仿真 
圖5 液壓缸運動速度圖圖6為定量液壓泵的輸出功率圖,由圖可知,該系統在快速合模運行時,液壓泵的輸出功率為2.1kW,該過程泵出口壓力等于負載壓力,泵出口高壓油液全部進入液壓缸參與對外做功,系統功率損失很少,容積效率高。
4413 2
液壓那些事 ??? 2年前
沖壓模具常見工藝問題解決方法 
); (4)翻邊壁厚不直: 翻邊時可以擠薄壁厚; (5)常見小圓孔( 預沖孔+壓毛刺+翻邊(翻邊時可以擠薄壁厚,且單邊做3o拔模角,VR客戶經驗值,驗證過); (6)各尺寸參數都有要求抽孔保守方案
3244 3 1
金屬加工前沿 ??? 3年前
電線電纜制造工藝之絞線成纜工藝要求 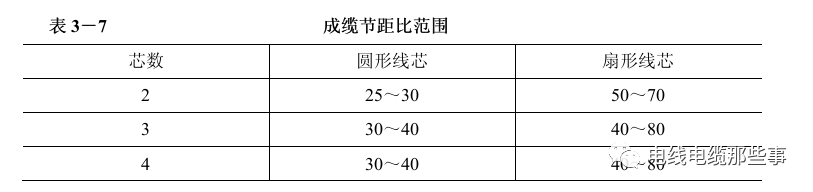
配模的松緊是否合適,可用以下方法檢查:(1) 電纜在模內不擺動,用手轉線芯無松感。 (2) 壓模與絕緣線芯摩擦產生熱量,用手摸壓模應不燙手。(3) 絕緣線芯出壓模的表面質量應無拉焦、擠、壓、劃傷痕跡。二、裝鎧 電力電纜的鎧裝有兩種形式,即鋼帶鎧裝和鋼絲鎧裝。
5831
電線電纜那些事 ??? 3年前
注塑模具試模行為規范
若加工周期太短,頂針將頂穿成品或剝環擠傷成品。這類情況可能會使你花費兩三個小時才能取出成品。若加工周期太長,則模蕊的細弱部位可能因膠料縮緊而斷掉。當然您不可能預料試模過程所可能發生的一切問題,但事先做的充份考慮及時的措施必可幫助您避免嚴重并昂貴的損失。
2142
模具論壇 ??? 4年前
Simufact軟件在鋁型材擠壓模具設計數值模擬的應用 附simufact.additive 3下載 
為了評價擠壓過程中金屬流速的均勻程度,本文以擠壓模出口處流速場標準偏差SDV(Stantard Deviation of the Velocity field)值來衡量[9],其計算式的形式如下: 式中,N為選取節點的數量,在本文中N為模具出口處同一平面上節點的個數;為位于待研究平面上第i個節點的z向速度;為待研究平面上各節點的z向平均速遞,SDV值反應了擠壓過程的穩定性
3013 1 1
人類使徒 ??? 4年前
連續模帶廢料怎么辦?
連續模,邊上是擠切出c角的,跳屑,怎么辦
1937 1 2
用戶_17558 ??? 4年前
超越離合器齒輪冷擠壓工藝的仿真分析與研究 
Qform 軟件模擬的成形過程,在成形過程中發現,該零件在復合擠壓過程中,金屬存在一個明顯的分流層,該層為上凸模擠壓阿基米德螺線形花瓣部分的圓角與正擠出口圓角連線所形成的圓環形區域,該區域內側金屬向正擠壓出口流動,外側金屬向反擠壓出口方向流動,由于反擠壓出口的摩擦阻力較大,所以正擠壓速度高于反擠壓速度,但是由于齒形成形比較困難,而且成形量大,造成上部阿基米德螺線形花瓣內腔優先于下部分齒輪先完成成形。
2988 4 3
FMMM ??? 4年前
塑膠件的結構設計:拔模斜度篇(下) 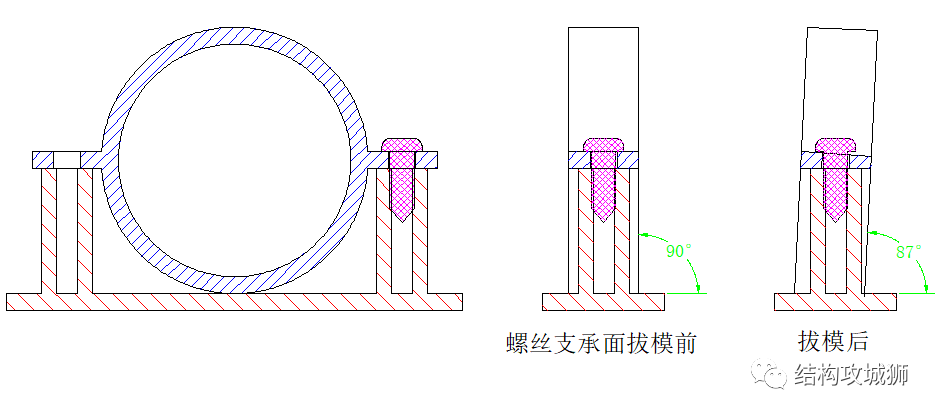
對于這類產品,如果外殼為金屬材質,可以通過鋁擠的方式,可以做到內外壁面0度拔模斜度,如果是塑膠件,內壁面還是需要拔模,外壁面通過左右滑塊出模,但這樣在外觀上就有滑塊夾線,如果需要從外觀上看不出夾線的痕跡,最終的解決方式是打磨后進行了噴油遮蓋。
5970 5 1
結構攻城獅 ??? 3年前
汽車沖壓生產線清潔度管控方法 
清洗機還會有一個問題點,當內部兩個擠干輥的間距調整不好時,鋼板出來后表面會攜帶很多清洗油,如圖10 所示,這會對整個線首皮帶機和拉延序的模具造成油污污染,所以在設備使用初期就要調試好擠干輥間距,有效控制鋼板表面攜帶出來的油量。圖10 鋼板表面帶油 對涂油機的管控則相對比較簡單,只要定期加入相應的油品、做好設備清潔保養即可。
2968
FMMM ??? 4年前
知識篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
在頂端或殘余物擠至死角處設置集渣冒口,或加大切除量,將皺皮集中去除。(3)提高澆注溫度和澆注速度,使鐵液有充分熱量將模料氣化,減少其分解物中的固相、液相及玻璃態成分。鐵液澆注溫度宜比砂型鑄造高30-80℃,或再高些,對于負壓干砂消失模鑄造鐵液澆注溫度以1 420~ I 480℃為佳。澆注液流股由細、小,變粗、大,再轉細、小。收包時,冒口要補澆。
4894 4 1
鑄造工程師 ??? 2年前
如何選定消失模鑄造工藝參數?探究消失模鑄造大口徑球墨鑄鐵管件生產關鍵 
球墨鑄鐵管及管件具有三個功能: ⑴ 對管線實現小口徑大流量; ⑵ 對管線實現高壓遠距離輸送; ⑶ 防止管線爆管;出口球墨鑄鐵管件要求表面質量高;幾何尺寸嚴;單件水壓試驗達2.5MPa; 消失模鑄造球墨鑄鐵管件生產工藝具有生產周期短、工藝先進、表面質量好(其管件表面粗糙度達12.5μm)等特點
2701
鑄造工程師 ??? 4年前
典型閥門閥體多向模鍛成形工藝及應用 
垂直分模時,鍛件成形過程所需要的合模載荷由水平缸提供。為降低合模載荷,帶主法蘭閥體鍛件成形用模具可采用復合分模形式,具體模具結構示意圖如圖6所示,左模、右模與液壓機水平缸連接,提供左右載荷,垂直沖頭與中心缸載荷,對坯料進行鐓擠,保證金屬填充滿模具型腔,是否成形水平孔可根據用戶需求,增加輔助穿孔裝置。
2840
FMMM ??? 3年前
最全匯總!鍛造技術知識! 
缺點及局限性:需要噸位較大的鍛錘;只能生產小型鍛件;胎模的使用壽命較低;工作時一般要靠人力搬動胎模,因而勞動強度較大;胎模鍛用于生產中、小批量的鍛件。三、鍛造缺陷及分析鍛造用的原材料為鑄錠、軋材、擠材及鍛坯。而軋材、擠材及鍛坯分別是鑄錠經軋制、擠壓及鍛造加工成的半成品。一般情況下,鑄錠的內部缺陷或表面缺陷的出現有時是不可避免的。
4592
FMMM ??? 3年前
消失模工藝鑄件含碳量超標的9大主要原因分析及操作要點匯總 
針對消失模生產低碳鋼鑄鋼件時,各種可能造成含碳量超標的原因分析歸納總結后,對消失模生產低碳鋼鑄鋼件的生產工藝技術參數設計進行修改調整,營造出一個合理可靠的低碳鋼鑄鋼件澆注工藝技術條件設置系統的生產運行模式,從而保證采用消失模生產合格的低碳鋼鑄鋼件產品的技術要求。
2304
鑄造工程師 ??? 4年前
揭開電線電纜神秘面紗:制造工藝流程詳解 
根據對電纜的不同要求利用擠塑機直接擠包塑料護套。
2086
電線電纜那些事 ??? 4年前
20條/頁 
 9
9 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
