



塑件變形的導(dǎo)因剖析之塑件變形的表現(xiàn)形式 

本次跟大家分享:塑件變形的表現(xiàn)形式都有哪些點(diǎn)擊提前觀看其他章節(jié)
81
型創(chuàng)科技2023 ??? 2年前
塑件變形導(dǎo)因剖析之塑件變形的發(fā)生時(shí)間 
塑件變形共6個(gè)小課題,今天分享視頻解析2章節(jié)點(diǎn)擊提前看其他章節(jié)
142
型創(chuàng)科技2023 ??? 2年前
CAE模流分析101招 -第 43 招、模具水路設(shè)計(jì)對(duì)產(chǎn)品翹曲變形的影響【水路設(shè)計(jì)篇】 
CAE模流分析101招 -第 43 招、模具水路設(shè)計(jì)對(duì)產(chǎn)品翹曲變形的影響【水路設(shè)計(jì)篇】■ Moldex3D/ 林秀春 協(xié)理【內(nèi)容說明】在射出成型模具中,冷卻系統(tǒng)的設(shè)計(jì)甚為重要。因?yàn)槲ㄓ袑⒊尚?em>塑件冷卻固化至具備相當(dāng)剛性,脫模后才可避免塑件因脫模外力產(chǎn)生變形。由于冷卻時(shí)間占整個(gè)成型周期約70-80%,因此設(shè)計(jì)良好之冷卻系統(tǒng)可以大幅縮短成型時(shí)間,提高產(chǎn)率,縮短成本。
2394 2
型創(chuàng)科技2023 ??? 3年前
Moldex3D模流分析之雙向型芯偏移和模座變形分析 
雙向型芯偏移 (Two- Way Core Shift)對(duì)于含有塑件/模具嵌入件的模型,Moldex3D支持型芯偏移分析 (請(qǐng)參考MCM章節(jié))。型芯偏移分析考慮充填階段施加于嵌入件的壓力,觀察塑件/模具嵌入件上的壓力負(fù)載分布、X、Y、Z總位移和von Mises壓力。
2359
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之翹曲變形標(biāo)簽 
考慮模具干涉效應(yīng) (Consider in-mold Constraint Effect):勾選此選項(xiàng)以考慮塑件頂出前在模具內(nèi)受到的收縮干涉,而翹曲分析后將會(huì)輸出額外的結(jié)果項(xiàng)顯示因?yàn)槟>吒缮嫘?yīng)所導(dǎo)致的位移變形量。考慮模具干涉效應(yīng)的翹曲變形總量一般會(huì)比沒有考慮來的小。 求解器加速 (Solver Acceleration):勾選此選項(xiàng)(默認(rèn))以啟用效率高的基材求解器做為計(jì)算工具。
2626 3 2
Moldex3D 中國 ??? 2年前
防護(hù)屏外罩注射模具設(shè)計(jì)+3d 
圖1 防護(hù)屏外罩產(chǎn)品圖從圖1可以看出,塑件結(jié)構(gòu)造型為Z型,頂面有3處擦穿位,背面有3處需要設(shè)計(jì)滑塊抽芯。由于塑件扭曲呈Z型,高低落差大,合理布置3處滑塊,防止塑件變形是模具設(shè)計(jì)的首要任務(wù)。另一方面,由于分型面扭曲傾斜,塑件材料為PP,模具設(shè)計(jì)和制造必須考慮塑件不能產(chǎn)生批鋒。
1946
模具論壇 ??? 4年前
Moldex3D模流分析Warp參考資料之?dāng)?shù)學(xué)模型及其假設(shè) 
? 分析理論 在Shell的翹曲分析中,有幾項(xiàng)假設(shè):(1) 塑件事2D的薄殼或置1D束狀結(jié)構(gòu);(2) 材料性質(zhì)為線彈性;(3) 小量的應(yīng)變;(4) 行為近似穩(wěn)態(tài)。 假設(shè)制程中的塑件為彈性變形,其控制方程式為: σij 為應(yīng)力分量 fi則是體積力。
3726
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之冷卻系統(tǒng)圖解 
典型的模溫變化周期此外,當(dāng)塑件冷卻到頂出階段時(shí),其溫度應(yīng)低于材料熱變形的溫度 (deflection temperature),如此才可以避免變形的發(fā)生,否則,有可能因?yàn)槊撃r(shí)的外力而發(fā)生殘留應(yīng)力的釋放,或翹曲變形等嚴(yán)重的問題。在現(xiàn)實(shí)中,模溫呈現(xiàn)穩(wěn)態(tài)周期性變化,冷卻分析模塊可以周期平均方式仿真穩(wěn)態(tài)溫度,也可以瞬時(shí)方式模擬模溫每一個(gè)時(shí)間變化。
2632
Moldex3D 中國 ??? 10月前
【產(chǎn)品推薦】透明塑件應(yīng)力檢測(cè)——應(yīng)力偏光儀 
</strong></p><p>● 產(chǎn)品離模后,易因應(yīng)力松弛、熱應(yīng)力而發(fā)生產(chǎn)品翹曲變形。
2668
ACMT協(xié)會(huì) ??? 1年前
Moldex3D模流分析之應(yīng)力分析模組 
此外,支持塑件、塑件嵌件及模具嵌件的分析。模座變形分析只支援stand cool分析。下述將介紹應(yīng)力分析的一般步驟。1.
2356 1 1
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之SYNC for SOLIDWORKS的冷卻分析 
當(dāng)塑件冷卻到頂出階段時(shí),其溫度應(yīng)低于材料熱變形的溫度 (deflection temperature),如此才可以避免變形的發(fā)生,否則,有可能因?yàn)槊撃r(shí)的外力而發(fā)生殘留應(yīng)力的釋放,或翹曲變形等嚴(yán)重的問題。
2305 9
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之FEA 介面模組 (FEA Interface) 
初始應(yīng)力 (Initial Stress) 初始應(yīng)力的輸出是將由于PvT行為導(dǎo)致的塑件收縮轉(zhuǎn)換為施加在翹曲變形前原始模型的預(yù)應(yīng)力(Pre-Stress)。此數(shù)據(jù)可用以在其他FEA求解器上接續(xù)應(yīng)力分析。
2338 1
Moldex3D 中國 ??? 2年前
影響塑膠成型的工藝參數(shù)
頂出速度過大﹐則塑件容易產(chǎn)生變形.
2080
鑄造工程師 ??? 3年前
Moldex3D模流分析之光學(xué)分析模組 
流動(dòng)應(yīng)力通常被認(rèn)為小于熱應(yīng)力,但不能忽視前者的影響,特別是在薄壁成型中,塑件分子的凝固配向會(huì)影響非等向機(jī)械特性、熱與光學(xué)性質(zhì)以及長(zhǎng)期的尺寸穩(wěn)定性。模穴表面的凝固層為不良熱導(dǎo)體,讓熱芯中的分子有機(jī)會(huì)進(jìn)行配向。若整體塑件在非常短的時(shí)間中冷卻與凝固,將導(dǎo)致薄壁成型中分子配向不完全。因此,流動(dòng)應(yīng)力的影響對(duì)于薄壁塑件非常重要,熱應(yīng)力則會(huì)影響薄壁塑件的雙折射現(xiàn)象。
2357
Moldex3D 中國 ??? 2年前
Moldex3D模流分析之DURA找到解決車窗玻璃滑道變形的好方法 
圖五 本產(chǎn)品的厚度不一,最厚區(qū)域?yàn)?3.4 mm,最薄區(qū)域?yàn)?.5 mm圖六 塑件熔融區(qū)域的等位面圖,顯示出產(chǎn)品在冷卻結(jié)束時(shí),核心仍有熔融的現(xiàn)象圖七 冷卻結(jié)束時(shí)發(fā)最深的凹痕有0.1 mm為了改善變形問題,DURA多次的產(chǎn)品設(shè)計(jì)和制程參數(shù)修改,仍無法達(dá)到間隙面差要求。因此他們決定在設(shè)計(jì)變更時(shí),加入一個(gè)ABS嵌件,如此就不必犧牲產(chǎn)品厚度(圖八、圖九)。
1927
Moldex3D 中國 ??? 3年前
錯(cuò)誤的注塑模具溫度(注塑技術(shù)大神絕對(duì)不說的秘密) 
模具溫差過大,會(huì)使塑件冷卻不均勻,收縮不一致,由此產(chǎn)生應(yīng)力而引起塑件翹曲變形,尤其壁厚不均和形狀復(fù)雜的塑件更為突出。模具溫度高的一邊,產(chǎn)品冷卻后,變形方向一定是往模具溫度高的一邊變形!建議前后模具溫度根據(jù)需要進(jìn)行合理選擇。模具溫度見各種材料物性表!
2640
Im智能注塑 ??? 4年前
Moldex3D模流分析之Cool參考資料 
典型的模溫變化周期 此外,當(dāng)塑件冷卻到頂出階段時(shí),其溫度應(yīng)低于材料熱變形的溫度 (deflection temperature),如此才可以避免變形的發(fā)生,否則,有可能因?yàn)槊撃r(shí)的外力而發(fā)生殘留應(yīng)力的釋放,或翹曲變形等嚴(yán)重的問題。 2.
3989
Moldex3D 中國 ??? 2年前
定位齒條注塑模具設(shè)計(jì)要點(diǎn)+3d 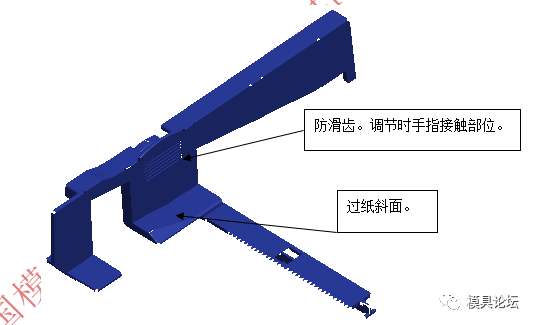
定位齒條產(chǎn)品見圖1,產(chǎn)品最大外形尺寸為204.60 mm x 136.70 mm x50.00mm, 塑件平均膠位厚度2.00 mm,塑件材料為ABS,縮水率為1.005,塑件質(zhì)量為30.70克。塑件技術(shù)要求為不得存在披峰、注塑不滿、流紋、氣孔、翹曲變形、銀紋、冷料、噴射紋等各種缺陷。
2689
模具論壇 ??? 3年前
Moldex3D模流分析之Cool Process Characteristics 
典型的模溫變化周期此外,當(dāng)塑件冷卻到頂出階段時(shí),其溫度應(yīng)低于材料熱變形的溫度 (deflection temperature),如此才可以避免變形的發(fā)生,否則,有可能因?yàn)槊撃r(shí)的外力而發(fā)生殘留應(yīng)力的釋放,或翹曲變形等嚴(yán)重的問題。在現(xiàn)實(shí)中,模溫呈現(xiàn)穩(wěn)態(tài)周期性變化,冷卻分析模塊可以周期平均方式仿真穩(wěn)態(tài)溫度,也可以瞬時(shí)方式模擬模溫每一個(gè)時(shí)間變化。
2292
Moldex3D 中國 ??? 1年前
Moldex3D模流分析之非等向性收縮 
特色塑件翹曲分析? 計(jì)算從加工條件到環(huán)境條件的溫度或壓力改變時(shí),導(dǎo)致材料收縮之最終塑件形狀殘留應(yīng)力分析? 塑件頂出后即收縮變形至一均衡形狀;此時(shí),塑件內(nèi)部殘存的壓力稱為制程殘留應(yīng)力? 計(jì)算成型周期時(shí)產(chǎn)生之殘留應(yīng)力,包含溫度效應(yīng)、壓力分布、纖維配向及幾何特征模具干涉? 在產(chǎn)品彈出之前,模具內(nèi)部已經(jīng)產(chǎn)生了翹曲變形。
2578
Moldex3D 中國 ??? 10月前
20條/頁 
 7
7 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
