



零瑕疵的沖壓模具小孔沖孔凸模與凹模的設計 
都是我創作的動力,期待你的加入在模具設計制作過程中,總會遇到一些小孔沖裁,一般來說,我們只要沖頭的強度足夠,大于1.5個材料厚度時,就可以進行沖壓模具生產了.不過對于一些小孔沖孔凸模與凹模的設計,還是需要特別注意的.這里不討論強度的問題,只來看看一些常用到的保護凸模與凹模的方法.
2060
模具設計UG編程教學 ??? 4年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設計 
在模具設計制作過程中,總會遇到一些小孔沖裁,一般來說,我們只要沖頭的強度足夠,大于1.5個材料厚度時,就可以進行沖壓模具生產了.不過對于一些小孔沖孔凸模與凹模的設計,還是需要特別注意的.這里不討論強度的問題,只來看看一些常用到的保護凸模與凹模的方法.
1958
UG編程模具設計實戰 ??? 4年前
基于有限元分析改善落料沖孔模具上墊板零件的應力與應變 
圖9 更改后的上墊板零件6 有限元分析計算將更改后的零件進行有限元分析計算,材料依然選擇45鋼,熱處理硬度為42~47HRC,應力、應變模擬計算結果分別如圖10、圖11所示。
4144
Whitney ??? 2年前
熱沖壓成形模具設計要點 
磨損主要與模具的組織、硬度及表面處理情況有關。熱沖壓模具在沖壓過程中受到的主要有三種應力:沖壓過程的沖擊力、保壓淬火階段的保壓壓力以及在熱沖壓模具在整個生產周期中25℃-850℃的溫度變化的熱應力。
3439 1
金屬加工前沿 ??? 3年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
在模具設計中,模具材料的選擇和熱處理以及表面處理(如TD,TICN, TD時間需要3-4天),特別是拉伸件,如果沒有TD,模具表面會很容易就拉燒起毛。6.在模具設計中,對于孔位或公差要求較小的面,盡可能做可調鑲件,便于在試模及生產時調節,以便容易達到,零件的尺寸要求,要上下模具同時時做可調鑲件。
2676
UG編程模具設計實戰 ??? 3年前
高速沖壓模具吊緊緩沖組件的設計原則 
項目背景 上汽大眾某車型后門內板是一模兩件生產,5 序沖壓成形。其中OP20 為拉延,OP30、OP40 為切邊,OP50 為切邊沖孔,OP60 為整形。原生產線為普通高速線,無故障沖次為12 次/min,后轉移至MEB 高速伺服沖壓線上生產,無故障沖次提高為16 次/min。
2465 1
金屬加工前沿 ??? 3年前
沖壓模具設計前的規劃與步驟 
作業圖上要標示模具的制作精度和技能條件的要求作業圖要按國家制圖規范制作,有規范的標題欄和名細表。假如是落料模,要在作業圖的左上角上制作排樣圖。 (8)核算模具壓力中心,查看壓力中心與模柄中心線是否重合。假如不重合,對模具成果作相應的修正。
4395 2
金屬加工前沿 ??? 2年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
作業圖上要標示模具的制作精度和技能條件的要求作業圖要按國家制圖規范制作,有規范的標題欄和名細表。假如是落料模,要在作業圖的左上角上制作排樣圖。(8)核算模具壓力中心,查看壓力中心與模柄中心線是否重合。假如不重合,對模具成果作相應的修正。(9)核算沖壓力,最終選定沖壓設備,進行模具與沖壓設備相關尺度的校核(閉合高度、作業臺面、模柄裝置尺度等)。
2007
UG編程模具設計實戰 ??? 3年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
作業圖上要標示模具的制作精度和技能條件的要求作業圖要按國家制圖規范制作,有規范的標題欄和名細表。假如是落料模,要在作業圖的左上角上制作排樣圖。(8)核算模具壓力中心,查看壓力中心與模柄中心線是否重合。假如不重合,對模具成果作相應的修正。(9)核算沖壓力,最終選定沖壓設備,進行模具與沖壓設備相關尺度的校核(閉合高度、作業臺面、模柄裝置尺度等)。
2188
模具設計UG編程教學 ??? 3年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
在模具設計中,模具材料的選擇和熱處理以及表面處理(如TD,TICN, TD時間需要3-4天),特別是拉伸件,如果沒有TD,模具表面會很容易就拉燒起毛。
2227
UG編程模具設計實戰 ??? 4年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
在模具設計中,模具材料的選擇和熱處理以及表面處理(如TD,TICN, TD時間需要3-4天),特別是拉伸件,如果沒有TD,模具表面會很容易就拉燒起毛。
2088
模具設計UG編程教學 ??? 4年前
設計仿真 | FTI 助力車身鈑金件沖壓工藝設計及模具成本預估 
FormingSuite ?PROCESSPLANNER 沖壓工序設計為您的3D CAD設計提供詳細的工藝計劃。它利用生成圖像來詳細說明每個工序中的模具動作,從而提高準確性,并通過基于科學物理的工藝規劃方法實現更快的報價過程。PROCESSPLANNER可計算最低壓力要求,如噸位,模具尺寸,閉合高度,能量,并選擇適當的壓力機。它為估算模具成本提供了一致且可重復的方法,并提供了完整文檔的詳細報告。
3024
海克斯康設計與仿真 ??? 1年前
基于自動化生產的卡車縱梁落料沖孔模設計 
因此,創新設計,實現縱梁落料自動化是目前的發展方向。模具設計總體思路圖1 是某款卡車縱梁落料件,材質為B510L,料厚為6mm,產品凈重74.86kg,總孔數351 個,其中φ7mm 孔26 個,φ9mm 孔52 個,φ11mm 孔198 個,φ13mm 及以上孔75 個,通過沖裁力計算,平刃沖裁力達到了39512kN,因此,選擇在5000t 機械壓力機上進行落料沖孔。
2126
金屬加工前沿 ??? 3年前
模具熱處理變形與開裂的預防措施 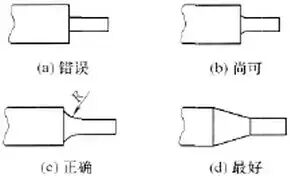
圖9所示為一個45鋼的成型模,熱處理后內孔會趨向脹大,故機械加工時,應預先留出負公差,使熱處理后符合設計要求。 對于那些事先無法預料變形大小和方向的模具,則可在型腔未加工到設計尺寸前,進行一次試淬,根據其變形特點,留出相應的機械加工余量。
4021 2 1
FMMM ??? 3年前
生產制造 | VISI高效實現沖壓連續模具沖頭設計 
沖壓連續模的沖頭是模具中的核心部件,其重要性體現在多個方面,直接影響生產效率、產品質量、模具壽命和成本控制。沖頭在連續模中既是“執行者”也是“消耗品”,其設計、制造和維護水平直接決定沖壓工藝的競爭力。海克斯康工業軟件VISI專門提供了用于沖頭設計的沖壓沖頭管理器。
2829 2 1
海克斯康設計與仿真 ??? 11月前
車架類沖壓模具設計注意事項 
因此,在沖壓設計中可采用一套模具來進行設計。但是,對于縱梁變截面的車架來將,每一個橫梁幅面的寬度相差則較大,且模具的使用通用性也將受到較大的限制。由于可制造出不同的二隊鑲板完成整個沖壓過程。其車架則要求橫梁中段作為變截面的橫梁。為此,該模具的設計可分為三大部分所組成,即:前中后段三大部分。
4024 3
金屬加工前沿 ??? 2年前
沖壓行業模具款型智能切換技術設計應用 
同時該項技術可以實現對舊設備舊模具進行改造,并可以使整個工廠和模具的上模氣源標準化,適用范圍廣,適用于所有汽車沖壓設備和沖壓模具設計。
4447 1
FMMM ??? 2年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
這樣可保持沖壓力最小并形成一帶極少毛刺的整潔圓孔。從這點來看,通過增大間隙來延長模具壽命是以犧牲成品孔質量換取的。二、模具間隙的選擇模具的間隙與所沖壓的材料的類型及厚度有關。不合理的間隙可以造成以下問題:(1)如間隙過大,所沖壓工件的毛刺就比較大,沖壓質量差。
2377
模具設計UG編程教學 ??? 4年前
冷沖壓知識:沖壓模具十八般武藝,活到老,學到老! 
這樣可保持沖壓力最小并形成一帶極少毛刺的整潔圓孔。從這點來看,通過增大間隙來延長模具壽命是以犧牲成品孔質量換取的。二、模具間隙的選擇 模具的間隙與所沖壓的材料的類型及厚度有關。不合理的間隙可以造成以下問題: (1)如間隙過大,所沖壓工件的毛刺就比較大,沖壓質量差。
2176 1
模具設計UG編程教學 ??? 3年前
基于光電傳感器的模具廢料監測系統設計 附基于ADMAS 動力總成28工況計算下載 
最后一項研究使用了2組傳感器,但大多數模具不具備在上、下側安裝光電傳感器的條件,且上、下側安裝的光電傳感器在模具邊緣處,無法監測到模具內部的堵料情況。在修邊模上安裝1組光電傳感器增加監測廢料,在堵料早期發現并處理,避免廢料堆疊引起的模具損壞。研究結果表明,該廢料監測系統可及時識別堵料狀態的信號,并將信號反饋給沖壓生產線,沖壓生產線接收到異常信號后停機,以便車間人員及時采取措施。
2591
ouju7687 ??? 3年前
20條/頁 
 115
115 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
