



五金沖壓件生產廠家要注意沖壓模具的檢測和維護 
在五金沖壓件廠的日常沖壓生產過程,一定要注意沖壓模具的維護與檢測,因為模具磨損嚴重,會導致加工出的沖壓件尺寸不符合要求,從而造成產品報廢。 沖壓模具在長期的生產使用過程中,會出現磨損或配件松動,會導致加工出的沖壓件尺寸不符合要求,從而造成產品報廢。有許多沖壓件廠家,在安裝好模具進行生產后根本不對模具進行日常的檢測和維護,僅僅當毛刺比較大的時候才將模具拆下簡單的修磨刀口了事。
2198
東一金屬 ??? 2年前
沖壓模具精準報價令人“頭痛”:模具精準報價“內幕”揭秘 
6、需要對客戶公司中的沖壓機床進行摸底,了解對方設備技術參數,方便設計。以上細節,雖然不是很大成本,也許單個看微不足道。但是,我們報價不能放過任何一個細節,都是必須要考慮進去。要想進行精確報價,必須掌握各個環節的具體參數,不能出現任何差錯。這關系到所接模具能否盈利,能獲利多少的問題。 學無止境,沒有最好,只有更好。
1928
模具設計UG編程教學 ??? 3年前
模具設計“脫料結構”如何選取?使用范圍揭秘,你學習了嗎? 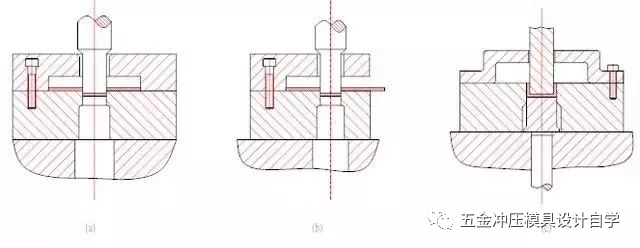
3、脫料板的上、下安裝接合表面應光潔一般應采用磨床加工,與材料接觸的表面上的孔不能倒角,而另一面則應倒角C0.5。文章來源:五金沖壓模具自學免責聲明:本文系網絡轉載,版權歸原作者所有。如涉及版權,請聯系刪除!
3778
張偉一 ??? 3年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
設計氫氣彈簧時,根據CAE分析的壓力來設計,不要設計過大的氫氣彈簧,防止產品破裂。通常情況是:壓力小,產品起皺,壓力大,產品破裂。解決產品起皺,可以采用局部增加拉延筋的方法,先用拉延筋固定位片材,再拉伸,來減少起皺。8.
2679
UG編程模具設計實戰 ??? 3年前
【專業知識】最全的沖壓工藝與產品設計知識大匯總 
01沖壓產品的工藝分類1、基本工序分類 沖壓工藝按其變形性質可以分為材料的分離與成型兩大類。分離工序是指坯料在沖壓力的作用下,變形部位的應力達到抗拉強度以后,是坯料發生斷裂而產生分離,從而獲得所需形狀與尺寸的工件的沖壓工序。
3104 1
機械工程師 ??? 3年前
基于自動化生產的卡車縱梁落料沖孔模設計 
同時由于沖裁力的下降,設備故障也有了明顯的減少,像之前出現的固定螺栓松脫、裝模高度調整電機抱閘松動、油管爆管等設備故障問題都有了很大的改善,對于5000t 這種大功率的機械壓力機來說,這些改善也大大降低了能耗成本。結束語卡車縱梁落料自動化的實現,不僅依靠沖壓技術水平的發展,更是依靠機器人及智能控制技術的發展,其成功運用,改寫了自動化只能做大梁成形的歷史,是在厚板沖壓技術領域的一次飛躍。
2129
金屬加工前沿 ??? 3年前
為什么說鋁沖壓和液壓成型工藝是未來發展趨勢 
總結來說,全鋁車身的汽車更輕、更省油、更安全、更好駕控、更耐腐蝕性,是未來汽車輕量化發展的一大趨勢。而鋁材(沖壓)成型工藝作為全鋁車身汽車的第一大工序也必將經歷技術革新的過程。液壓成型、伺服成型還是鑄鋁擠壓成型等技術工藝,哪種方案最終能在產能、品質、成本中取得平衡,其或將成為鋁材(沖壓)成型工藝的主流。
2234
機械學霸 ??? 3年前
沖壓模具常見工藝問題解決方法 
加料側切、改變沖壓方向、做預儲料、凸模高過壓邊圈、邊緣開裂可以開裂以外地方加一條帶狀封閉特征讓其拉住或拉斷來減緩開裂;常見機械手或單工序模具生產工過中,工序件或產品浮升運動時不穩定,又沒孔或做不了外形定位,改善方法: 可在浮動裝置上加磁鐵。
3242 3 1
金屬加工前沿 ??? 3年前
沖壓斷面“全光亮”精沖工藝揭秘,掌握最新工藝、技術不求人 
優點:結構簡單,改動量極小,適用范圍廣缺點:沖裁力極大、沖頭刀口容易磨損、量產性不太高2、分步進行二次沖裁利用分步沖裁的優勢,先將沖裁部分按正常沖裁預沖,但保留少許余量(余量越少效果越好),然后第二部進行精切。優點:能保證沖裁斷面為全光亮帶缺點:工藝、結構相對復雜,加工難度大,調模周期較長其精切刀刃口部分需做特殊處理,需要做成圓弧狀,原理與切菜類似。
2922 1 1
UG編程模具設計實戰 ??? 4年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
設計氫氣彈簧時,根據CAE分析的壓力來設計,不要設計過大的氫氣彈簧,防止產品破裂。通常情況是:壓力小,產品起皺,壓力大,產品破裂。
2089
模具設計UG編程教學 ??? 4年前
沖壓模具精準報價令人“頭痛”:模具精準報價“內幕”揭秘 
6、需要對客戶公司中的沖壓機床進行摸底,了解對方設備技術參數,方便設計。以上細節,雖然不是很大成本,也許單個看微不足道。但是,我們報價不能放過任何一個細節,都是必須要考慮進去。要想進行精確報價,必須掌握各個環節的具體參數,不能出現任何差錯。這關系到所接模具能否盈利,能獲利多少的問題。
2019 2
模具設計UG編程教學 ??? 3年前
30個沖壓模具設計與成形工藝經驗,收藏一波 
設計氫氣彈簧時,根據CAE分析的壓力來設計,不要設計過大的氫氣彈簧,防止產品破裂。通常情況是:壓力小,產品起皺,壓力大,產品破裂。
2227
UG編程模具設計實戰 ??? 4年前
沖壓斷面“全光亮”精沖工藝揭秘,掌握最新工藝、技術不求人 
優點:結構簡單,改動量極小,適用范圍廣缺點:沖裁力極大、沖頭刀口容易磨損、量產性不太高2、分步進行二次沖裁利用分步沖裁的優勢,先將沖裁部分按正常沖裁預沖,但保留少許余量(余量越少效果越好),然后第二部進行精切。優點:能保證沖裁斷面為全光亮帶缺點:工藝、結構相對復雜,加工難度大,調模周期較長其精切刀刃口部分需做特殊處理,需要做成圓弧狀,原理與切菜類似。
2710
模具設計UG編程教學 ??? 3年前
40個機械模具行業,鉗工類面試、筆試及現場問題解釋全在這
凸,凹模之間的間隙過小時,凸模刃口附近材料的裂紋向外錯開一段距離,這樣,上,下兩紋中間的部分材料隨著沖裁的進行被第二次剪切影響了斷面質量。間隙過大時,凸模刃口附近材料的裂紋向里錯開一段距離,材料受到很大拉伸,材料邊緣的毛刺,塌角及斜度較大,也會影響沖裁件的斷面質量。另外,間隙過小或過大,都對沖裁件的尺寸偏差有一定的影響。23、影響材料最小彎曲半徑的因素有哪些?
1896
UG模具設計材料 ??? 4年前
汽車沖壓模具的回彈分析及案例 
沖壓工藝設計時按照普通制件進行了回彈補償,制造過程也未采用控制回彈的方法,終因回彈補償過小制件嚴重回彈。5、解決方案采用CAE分析對比實際零件回彈情況,經模擬分析定出回彈補償為長度方向15 mm、寬度方向補償7 mm (如下圖);同時,用驗配的方法改善模具間隙,寬度方向凸模/?角在整形工序做適當減小處理。
3109
金屬加工前沿 ??? 3年前
冷沖壓知識:沖壓模具十八般武藝,活到老,學到老! 
二、模具間隙的選擇 模具的間隙與所沖壓的材料的類型及厚度有關。不合理的間隙可以造成以下問題: (1)如間隙過大,所沖壓工件的毛刺就比較大,沖壓質量差。如果間隙偏小,雖然沖孔的質量較好,但模具的磨損比較嚴重,大大降低模具的使用壽命,而且容易造成沖頭的折斷。
2179 1
模具設計UG編程教學 ??? 3年前
數字孿生技術在沖壓車間的應用探究 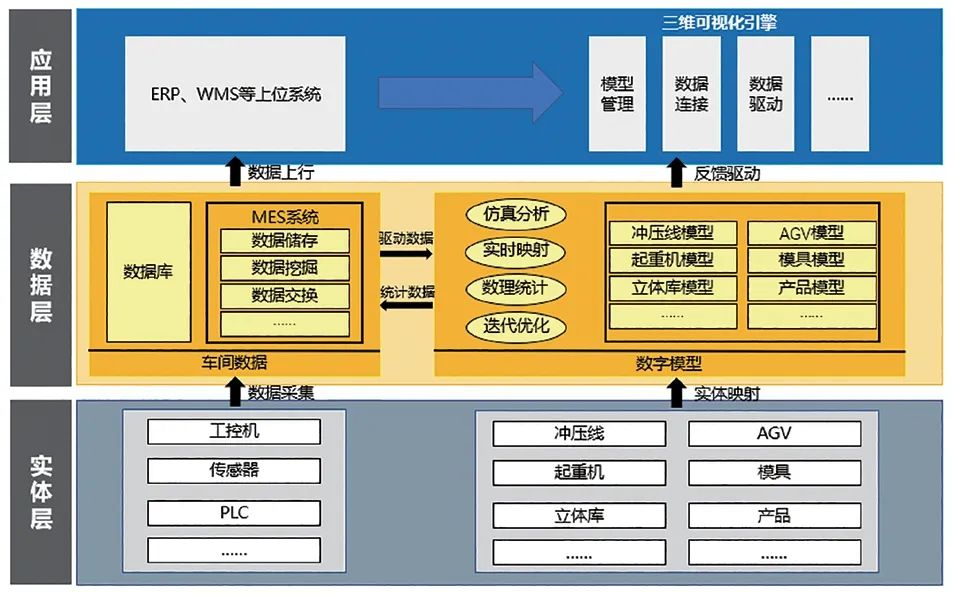
數據采集 沖壓車間存在大量來自不同廠家的產品和設備,多類型設備的接入且數據類型的解析和格式均不一致。因此數字孿生系統需要與多設備進行數據接合,需要對生產制造過程中多源、異構、海量的數據進行采集和處理,同時具備實時采集、協議解析、邊緣計算等功能,數據采集過程也要兼容多品牌、多型號的通訊設備并且支持多種驅動協議,以保證孿生系統與生產設備進行穩定、迅速、安全的實時交互。
2984 4 1
金屬加工前沿 ??? 3年前
基于光電傳感器的模具廢料監測系統設計 附基于ADMAS 動力總成28工況計算下載 
第4項研究使用了微型攝像頭,成本過高。最后一項研究使用了2組傳感器,但大多數模具不具備在上、下側安裝光電傳感器的條件,且上、下側安裝的光電傳感器在模具邊緣處,無法監測到模具內部的堵料情況。在修邊模上安裝1組光電傳感器增加監測廢料,在堵料早期發現并處理,避免廢料堆疊引起的模具損壞。
2591
ouju7687 ??? 3年前
模具設計丨端子模下料原理及沖裁斷面間隙講解,值得一看! 
其磨損量與接觸壓力,相對滑動距離成正比,與材料的曲阜強度成正比,是模具磨損的主要形式當間隙較小時,接觸壓力增加,摩擦距離增長,摩擦發熱嚴重,導致模具磨損加劇,使模具和材料產生粘結現象,還會引起刀口的壓縮疲勞破壞,使之崩刃間隙較大時,材料彎曲拉伸相對增加,模具刀口端面的正壓力增大,容易產生崩刃或塑性變形,從而加速磨損間隙過大或過小都會降低模具的壽命,因此間隙合適或者適當增大模具間隙
2493
模具設計UG編程教學 ??? 3年前
延長沖壓模具使用壽命的幾點措施 
模具設計應盡可能采用帶導向的模具設計,同時還應考慮模具設計間隙,設計間隙過小或過大也會增加凸、凹模磨損程度,從而導致模具損壞,使用壽命降低。
2761 6 3
金屬加工前沿 ??? 3年前
20條/頁 
 66
66 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
