



基于ANSYS Workbench 仿真分析液壓閥塊內部油路極限壁厚 
摘 要:在液壓閥塊設計過程中,如何確定液壓閥塊內部孔道間的壁厚是一個很關鍵的問題,壁厚過大則液壓閥塊整體尺寸偏大,材料浪費且不經濟,壁厚過小則存在擊穿的風險,存在一定的安全隱患。
5046 4 1
小白Johnny ??? 2年前
內聚力cohesive 不等壁厚膠體如何處理?
cohesive材料參數表征的是等壁厚材料的參數;在實際工程應用中出現涂膠量成梯形非等壁厚,這種情況如何處理(粘接接觸);能仿真出不同厚度的膠的影響嗎如何實現 不同厚度粘性不同這種類型分析
2554 2 5
宋珊珊 ??? 3年前
大壁厚陶瓷光固化3D打印工藝,因泰萊激光實現新突破 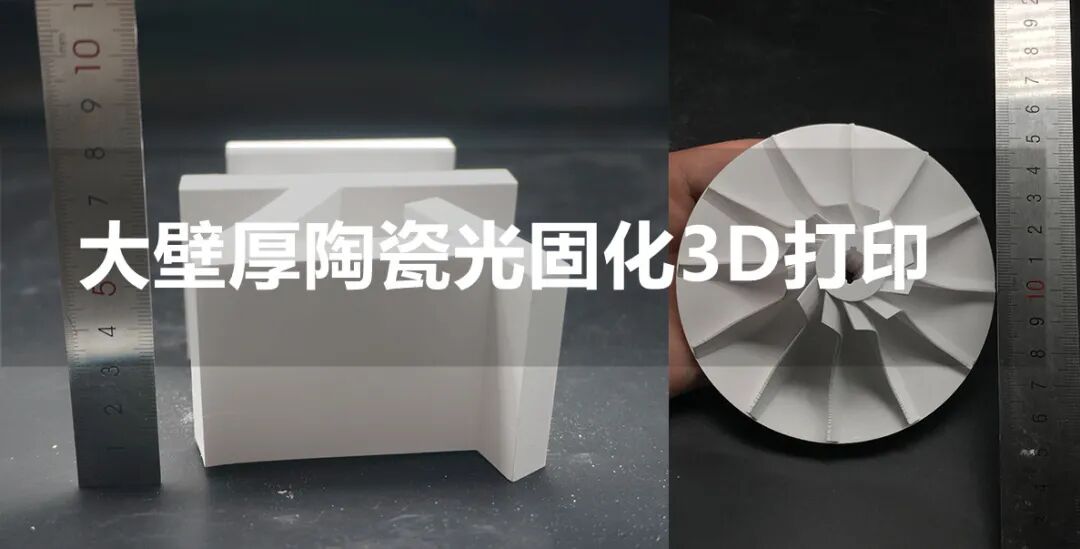
△蜂窩板△陶瓷型芯△實心圓柱因泰萊激光自2016年開始一直專注于陶瓷3D打印技術,針對光固化陶瓷3D打印中大壁厚陶瓷件普遍存在的脫脂燒結后開裂問題,這幾年因泰萊激光在研發上持續投入、組織技術攻關,對漿料配制、生坯打印成型、生坯的脫脂和燒結各過程進行有效控制,經過大量測試研究后,最終規避了大壁厚陶瓷件開裂風險,技術取得重大突破, 整個打印生產過程僅需一周的時間,便可得到合格的大壁厚陶瓷結構件
2206
南極熊3D打印 ??? 3年前
壁厚8mm,57.2kg鑄件制作全程,6項關鍵工藝一一剖析 
.產品介紹該產品為船用換熱器的封堵,材質為CF8M,重量57.2kg,整體壁厚8mm?原工藝為鋼板沖壓后成型后用板材管材焊接而成,生產效率較低,制造工藝復雜,成本較高,而且需要較高的探傷檢測費用,且外觀需要表面處理才能達到良好的粗糙度,尺寸精度不能滿足使用的要求?采用精密鑄造一體成型省去了昂貴的焊接費用,且達到尺寸精度要求,表面粗糙度達到Ra6.3
2120
鑄造工程師 ??? 3年前
基于ABAQUS軟件,在壓力容器中建立柱坐標系,表征壁厚的非均勻分布 
基于ABAQUS軟件,用殼單元進行波紋管(管道連接件)的建模,在波紋管中心建立柱坐標系,輸入壁厚減薄的公式表征壁厚的非均勻分布。備注:需要提前在場邊量添加STH命令,厚度結果在后處理查看。
797 1
漸明 ??? 1月前
LS-DYNA厚壁筒受內壓分析與柱坐標系結果處理 

本課程主要目的:使用LS-DYNA進行厚壁筒受內壓分析;使用LS-DYNA顯示算法、隱式算法進行彈性問題分析;使用殼單元、實體單元進行問題分析;在柱坐標系下進行后處理并顯示計算結果。
1020 2
CAENET_FSL ??? 4年前
考慮振動與穩定性的帶筋薄壁結構變密度拓撲優化方法 
圖1 工作流程圖在帶筋薄壁結構拓撲優化領域,傳統的變密度拓撲優化方法暴露出一定的局限性,由于該方法難以直接獲取筋條特征,導致其在實際應用中受到限制。鑒于此,針對帶筋薄壁結構拓撲優化這一特定場景,在傳統方法的基礎上加以改進和完善顯得尤為必要。
1827
320科技工作室 ??? 6月前
承壓設備厚板中頻感應加熱局部熱處理試驗研究 
李向國等[9-10]采用有限元方法對堆芯補水箱筒體內壁和管板一次側堆焊及焊后消氫感應加熱溫度場進行了數值模擬,分析了感應加熱過程中感應線圈結構和參數對溫度場分布的影響,實際溫度測量比模擬溫度吻合較好。陳保潔[11]利用有限元軟件對圓管型焊縫進行感應加熱模擬,提出了內外保溫及變電流的加熱方式滿足熱處理溫差要求。
2946 1
FMMM ??? 2年前
【揭秘塑料制品玄機】超高精密設計,肉厚竟然能影響流動? 
肉厚對流動的影響 當產品設計同時有壁厚與壁薄區域,肉厚設計(thickness of part)的效應如圖1所示。 圖1:產品設計同時有壁厚與壁薄區域 肉厚較厚處,流動阻力較小,塑料比較容易流動。
2871
ACMT協會 ??? 2年前
鋁合金薄壁殼體低壓鑄造工藝方案設計 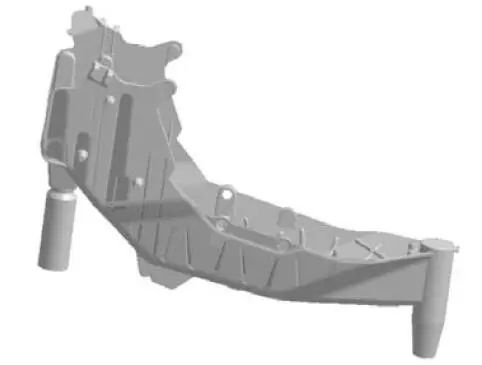
最終獲得了成形質量高且力學性能良好的鋁合金薄壁殼體鑄件。1 原工藝分析1.1 鑄件結構與原始澆注系統本文研究對象為鋁合金薄壁殼體,鋁合金牌號為A356。其外觀如圖1所示,鑄件特征為形狀細而長,縱向高度差異大,壁厚較薄的異型鋁合金殼體。
3272
鑄造工程師 ??? 3年前
急求ls-dyna如何實現殼單元變厚?
對于ls-dyna中不均勻厚度薄板,如何實現中面網格的不均勻厚度?
2325 1 1
空白_0018 ??? 2年前
Abaqus厚壁管材擠壓仿真案例講解

1841
紅沙西石 ??? 2年前
CAE模流分析101招-第 37招、產品設計之厚度篇~【肉厚影響篇】 
圖4:CPU Socket 不同肉厚的產品流動波前速度差異分布舉圖4、5、6、7的軟件 分析與現場試模短射圖為例,從中都可以得到以下經 驗,當產品設計本身的肉厚值分布不同,造成的流動 波前速度差異會明顯有領先與落后現象。厚度設計差 異越大,流動的速度差異越明顯,厚壁區快速填滿, 而薄壁區則呈現停滯現象,且容易有短射或包封的問 題產生。
2956 2
型創科技2023 ??? 2年前
大型鑄鋼件補縮3大常見問題,詳細探究各解決方案 
>>>> 5 存在的主要問題 上述對于鑄鋼件補縮中的方法,在長期的常規生產實踐中均得到了證實,是正確可靠的,當鑄件壁厚 變得厚大,鑄件重量變得巨大時,這些通用的法則是否完全適用,這是一個需要探討的問題,主要有以下 幾方面。
3089 1 1
鑄造工程師 ??? 3年前
基于ANSYS的波紋管波形參數對平面失穩影響的分析 
表1 屈曲載荷與波紋參數的關系2.2.1 壁厚當波紋管壁厚由0.6 mm增加到1.4 mm, 對應的屈曲載荷也在不斷增大,壁厚的增加可以提高波紋管的屈曲強度和平面穩定性,但是壁厚的增加會對波紋管的補償能力造成一定的影響,疲勞壽命也會降低,給成形也帶來了困難,產品造價相應提高[9]。
2834 8 2
Infiniteelements ??? 2年前
鑄鋼節點怎么設計? 
目 前,中國和日本的鑄鋼材料標準均未列出壁厚分組 及相應的指標值,但中國標準在附錄條款中說明所 規定的力學性能指標可用于壁厚小于WO mm的 鑄件,并且屈服強度值還可用于t >100 mm鑄件的 設計;德國1992年DIN17182規定了不同壁厚的不 同強度等力學指標,但2005年修訂后的DIN EN10293則取消了壁厚分組,同時對G17Mn5QT, G20Mn5N只規定了壁厚50 mm與30 mm
2238
用戶_53202 ??? 1年前
塑料連接器產品翹曲常見原因分析及改善方案 
增強剛度的最佳方法是加肋而不是增加壁厚,肋的厚度應為壁厚的50%-75%,在肋與壁的結合處加圓角可以進一步改善強度。圓角半徑應該是肋厚度的40%-60%,肋根厚度不宜超過壁厚的25%,肋的高度不應超過肋厚度的5倍,同時肋的拔模斜度不應小于0.5度。
2495
國高材高分子材料產業創新中心 ??? 3月前
塑膠的結構設計:加強筋篇(中) 
圖b:當壁厚均勻時,塑件件整體冷卻較均勻,外觀無縮痕。 圖c:當加強筋底部較厚,底部圓角較大時,加強筋與壁厚結合處有一較大的膠位冷卻緩慢,外觀縮痕較深。 圖d:當減小加強筋底部厚度,底部圓角保持原樣時,冷卻緩慢的膠位變小,外觀縮痕變淺。
5262 2
結構攻城獅 ??? 4年前
干貨收藏!四大考量、五大訣竅 助力提升模具設計 
壁厚設計壁厚管理對于控制應力標記至關重要,同時確保設計滿足最小壁厚的同時與相鄰部位的厚度保持最大程度的一致性。4、在澆口附近施加高注射壓力澆口是代表高初始注射壓力的區域,而窄的壁厚也意味著增加注射壓力會受到限制。如果不平衡,這兩種力會對模具造成剪切,多余料甚至損壞效果。因此,增加澆口附近的壁厚,降低注射壓力或同時實施兩個動作都是良好的設計實踐。
2121
UG模具設計材料 ??? 4年前
Moldex3D模流分析之敦吉科技利用Moldex3D改善連接器外觀不良及提高尺寸精度 
仿真結果顯示,設變2可以有效改善特定區域的體積收縮情形,同時使體積收縮分布更均勻。然而改變厚度分布后,產品外壁卻出現了包封(圖六),因此敦吉科技再將膠口尺寸由1 mm加大為1.5 mm,將包封位置由外壁移動到分型面上。圖四 設變2:側邊滑塊減膠圖五 設變2的包封問題敦吉科技根據模擬分析結果,測量頂端和底部4個孔洞在體積收縮后的大小,以評估尺寸準確度。
2081
Moldex3D 中國 ??? 3年前
20條/頁 
 57
57 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
