



基于ANSYS Workbench 仿真分析液壓閥塊內部油路極限壁厚 
摘 要:在液壓閥塊設計過程中,如何確定液壓閥塊內部孔道間的壁厚是一個很關鍵的問題,壁厚過大則液壓閥塊整體尺寸偏大,材料浪費且不經濟,壁厚過小則存在擊穿的風險,存在一定的安全隱患。
5053 4 1
小白Johnny ??? 2年前
內聚力cohesive 不等壁厚膠體如何處理?
cohesive材料參數表征的是等壁厚材料的參數;在實際工程應用中出現涂膠量成梯形非等壁厚,這種情況如何處理(粘接接觸);能仿真出不同厚度的膠的影響嗎如何實現 不同厚度粘性不同這種類型分析
2555 2 5
宋珊珊 ??? 3年前
大壁厚陶瓷光固化3D打印工藝,因泰萊激光實現新突破 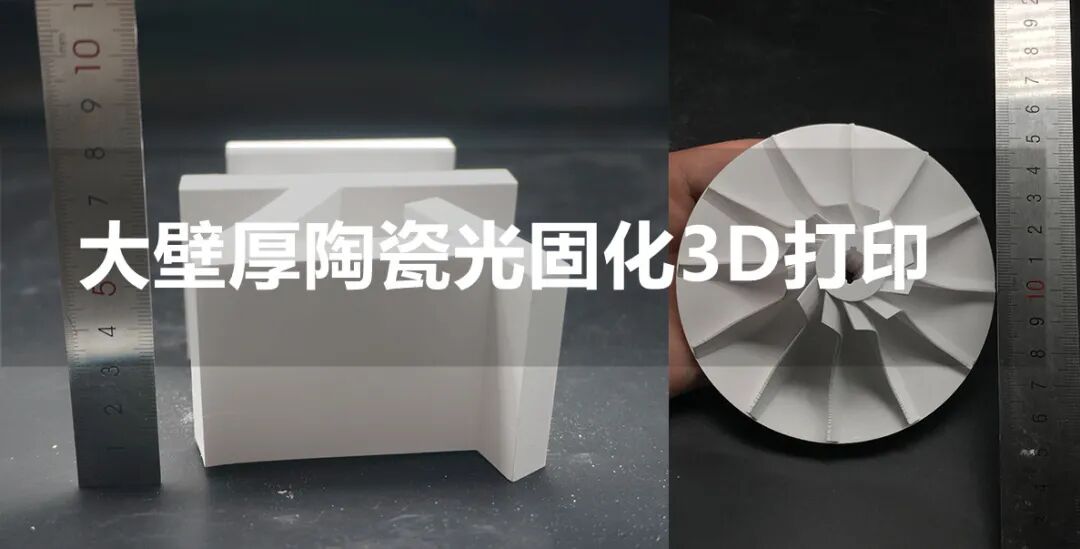
△蜂窩板△陶瓷型芯△實心圓柱因泰萊激光自2016年開始一直專注于陶瓷3D打印技術,針對光固化陶瓷3D打印中大壁厚陶瓷件普遍存在的脫脂燒結后開裂問題,這幾年因泰萊激光在研發上持續投入、組織技術攻關,對漿料配制、生坯打印成型、生坯的脫脂和燒結各過程進行有效控制,經過大量測試研究后,最終規避了大壁厚陶瓷件開裂風險,技術取得重大突破, 整個打印生產過程僅需一周的時間,便可得到合格的大壁厚陶瓷結構件
2206
南極熊3D打印 ??? 3年前
壁厚8mm,57.2kg鑄件制作全程,6項關鍵工藝一一剖析 
.產品介紹該產品為船用換熱器的封堵,材質為CF8M,重量57.2kg,整體壁厚8mm?原工藝為鋼板沖壓后成型后用板材管材焊接而成,生產效率較低,制造工藝復雜,成本較高,而且需要較高的探傷檢測費用,且外觀需要表面處理才能達到良好的粗糙度,尺寸精度不能滿足使用的要求?采用精密鑄造一體成型省去了昂貴的焊接費用,且達到尺寸精度要求,表面粗糙度達到Ra6.3
2121
鑄造工程師 ??? 3年前
基于ABAQUS軟件,在壓力容器中建立柱坐標系,表征壁厚的非均勻分布 
基于ABAQUS軟件,用殼單元進行波紋管(管道連接件)的建模,在波紋管中心建立柱坐標系,輸入壁厚減薄的公式表征壁厚的非均勻分布。備注:需要提前在場邊量添加STH命令,厚度結果在后處理查看。
797 1
漸明 ??? 1月前
LS-DYNA厚壁筒受內壓分析與柱坐標系結果處理 

本課程主要目的:使用LS-DYNA進行厚壁筒受內壓分析;使用LS-DYNA顯示算法、隱式算法進行彈性問題分析;使用殼單元、實體單元進行問題分析;在柱坐標系下進行后處理并顯示計算結果。
1020 2
CAENET_FSL ??? 4年前
承壓設備厚板中頻感應加熱局部熱處理試驗研究 
這是因為感應加熱的熱源產生于被加熱工件表面以下 10 mm 的范圍內,熱量從外壁傳到內壁需要熱傳遞的推動力,這就帶來沿壁厚的溫差,傳遞熱量越多溫差越大。在整個感應加熱階段,最大溫差在 6~17 ℃。在 705 ℃的保溫階段,馬鞍形厚板的內壁溫度與外壁溫度最大溫差為 11.3 ℃。
2949 1
FMMM ??? 2年前
【揭秘塑料制品玄機】超高精密設計,肉厚竟然能影響流動? 
肉厚對流動的影響 當產品設計同時有壁厚與壁薄區域,肉厚設計(thickness of part)的效應如圖1所示。 圖1:產品設計同時有壁厚與壁薄區域 肉厚較厚處,流動阻力較小,塑料比較容易流動。
2873
ACMT協會 ??? 2年前
注塑模調機工藝.
厚的注塑件冷卻時間長,會產生較大的收縮,因此厚度大是凹痕產生的根本原因,設計時應加以注意,要盡量避免厚壁部件,若無法避免厚壁不見,應設計成空心的,厚的部件就平滑過度到公稱壁厚,用大的圓弧代替尖角,可以消除或者最大限度地減輕尖角附近產生的凹痕。
2275 1
模具論壇 ??? 4年前
Abaqus厚壁管材擠壓仿真案例講解

1842
紅沙西石 ??? 2年前
CAE模流分析101招-第 37招、產品設計之厚度篇~【肉厚影響篇】 
圖4:CPU Socket 不同肉厚的產品流動波前速度差異分布舉圖4、5、6、7的軟件 分析與現場試模短射圖為例,從中都可以得到以下經 驗,當產品設計本身的肉厚值分布不同,造成的流動 波前速度差異會明顯有領先與落后現象。厚度設計差 異越大,流動的速度差異越明顯,厚壁區快速填滿, 而薄壁區則呈現停滯現象,且容易有短射或包封的問 題產生。
2956 2
型創科技2023 ??? 2年前
ZEMAX軟件技術應用專題:利用Kogelnik方法模擬體積全像光柵的繞射效率 
[2] 厚度: 假設全像是厚的。經驗上,我們是確保以下條件來保證耦合波理論仍然適用: 多階繞射: 這與厚度的限制相同。對於厚的全像,輸入光線的能量將只轉移到直接穿透的0階波或繞射的+1階波上。對於薄的全像,其他繞射階數的效率可能不為零,如-1 -2 +2 -3 +3 ...。這些額外階數不在耦合波理論的考慮中。
2122
w**elab86_Swsp ??? 3年前
鋁合金薄壁殼體低壓鑄造工藝方案設計 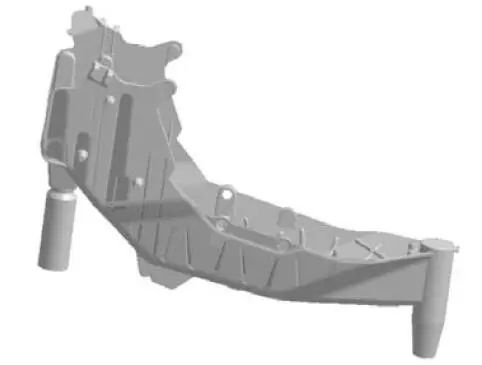
最終獲得了成形質量高且力學性能良好的鋁合金薄壁殼體鑄件。1 原工藝分析1.1 鑄件結構與原始澆注系統本文研究對象為鋁合金薄壁殼體,鋁合金牌號為A356。其外觀如圖1所示,鑄件特征為形狀細而長,縱向高度差異大,壁厚較薄的異型鋁合金殼體。
3275
鑄造工程師 ??? 3年前
基于ANSYS的波紋管波形參數對平面失穩影響的分析 
表1 屈曲載荷與波紋參數的關系2.2.1 壁厚當波紋管壁厚由0.6 mm增加到1.4 mm, 對應的屈曲載荷也在不斷增大,壁厚的增加可以提高波紋管的屈曲強度和平面穩定性,但是壁厚的增加會對波紋管的補償能力造成一定的影響,疲勞壽命也會降低,給成形也帶來了困難,產品造價相應提高[9]。
2835 8 2
Infiniteelements ??? 2年前
鑄鋼節點怎么設計? 
目 前,中國和日本的鑄鋼材料標準均未列出壁厚分組 及相應的指標值,但中國標準在附錄條款中說明所 規定的力學性能指標可用于壁厚小于WO mm的 鑄件,并且屈服強度值還可用于t >100 mm鑄件的 設計;德國1992年DIN17182規定了不同壁厚的不 同強度等力學指標,但2005年修訂后的DIN EN10293則取消了壁厚分組,同時對G17Mn5QT, G20Mn5N只規定了壁厚50 mm與30 mm
2239
用戶_53202 ??? 1年前
澆鑄時間如何確定?4種鑄件澆注方式對應鑄件類型全面解析 
為壁厚系數,與鑄件的壁厚有關(如表3所示)。表3系數SZ和鑄件壁厚的關系(3)依據生產實踐,對于質量大于1000 kg的鑄鐵件,澆注時間可按下式計算:式中:t為澆注時間(s);G,為型內金屬液總質量,包括澆、冒口系統質量(kg);S,為壁厚系數,與鑄件的壁厚有關(如表4所示)。
5034
鑄造工程師 ??? 4年前
澆注工藝對減少鑄造缺陷有哪些作用 看實戰案例 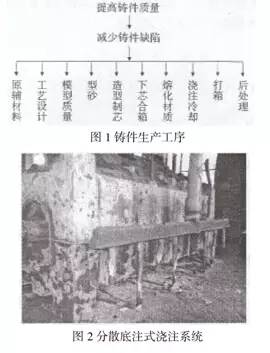
為壁厚系數,與鑄件的壁厚有關(如表3所示)。表3系數SZ和鑄件壁厚的關系(3)依據生產實踐,對于質量大于1000 kg的鑄鐵件,澆注時間可按下式計算:式中:t為澆注時間(s);G,為型內金屬液總質量,包括澆、冒口系統質量(kg);S,為壁厚系數,與鑄件的壁厚有關(如表4所示)。
2351 1
鑄造工程師 ??? 3年前
常用金屬重量計算公式,留著總有用處
寬×長度 黃銅板重量(公斤)=0.0085×厚×寬×長度 鋁板重量(公斤)=0.00171×厚×寬×長度 園紫銅管重量(公斤)=0.028×壁厚×(外徑-壁厚)×長度 園黃銅管重量(公斤)=0.0267×壁厚×(外徑-壁厚)×長度 園鋁管重量(公斤)=0.00879×壁厚×(外徑-壁厚)×長度 注:公式中長度單位為米,面積單位為平方米
2419
數控編程教學 ??? 4年前
[案例]薄壁彎管在內壓和彎矩作用下的彈塑性坍塌分析 ![[案例]薄壁彎管在內壓和彎矩作用下的彈塑性坍塌分析](https://img.jishulink.com/msimage/202604/c58169cfd63e85c197b22d951cc128ff.png?image_process=resize,fw_294,fh_172,)
截面屬性Section-LEG,直管段:壁厚0.37截面屬性Section-LBOW,彎管段:壁厚0.41步驟 4:裝配與定位1.將直管彎管部件實例化裝配,直管和彎管間tie(若彎管用ELBOW31B單元,直管用B31單元)。---對應elbowcollapse_elbow31b_b31.inp2.若用S8R5單元則只有一個零件,不需裝配。
2383 1
dwg_2931 ??? 1月前
基于NX Nastran的顯微鏡部件結構靜力分析及優化設計 
設計鑄件時,壁厚是衡量壓鑄工藝的一個重要指標[12]。壓鑄件的壁厚與整個產品壓鑄件鑄造工藝十分密切。因此在優化時需要考慮壓鑄件的壁厚,零件壁厚偏厚會使壓鑄件的力學性能明顯下降[13]。根據壓鑄件的表面積,鋁合金(ZL101)壓鑄件的合理壁厚如表2所示。
4763 5 1
Whitney ??? 2年前
20條/頁 
 28
28 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
