



球鐵縮孔縮松、夾渣、石墨漂浮3大常見缺陷如何解決? 
由此可見,殘余鎂量及殘余稀土量會增加球鐵的白口傾向,使石墨膨脹減小,故當它們的含量較高時,亦會增加縮孔、縮松傾向。(4)壁厚:當鑄件表面形成硬殼以后,內部的金屬液溫度越高,液態收縮就越大,則縮孔、縮松的容積不僅絕對值增加,其相對值也增加。另外,若壁厚變化太突然,孤立的厚斷面得不到補縮,使產生縮孔縮松傾向增大。
2354
鑄造工程師 ??? 4年前
球鐵高性能低成本,但縮孔縮松、夾渣、石墨漂浮三大常見缺陷該如何解決? 
本文將討論球鐵件的主要常見缺陷:縮孔、縮松、夾渣、皮下氣孔、石墨漂浮、球化不良及球化衰退。 1 縮孔縮松 1.1影響因素 (1)碳當量:提高碳量,增大了石墨化膨脹,可減少縮孔縮松。此外,提高碳當量還可提高球鐵的流動性,有利于補縮。生產優質鑄件的經驗公式為C%+1/7Si%>3 9%。
2561
鑄造工程師 ??? 4年前
鋁合金薄壁殼體低壓鑄造工藝方案設計 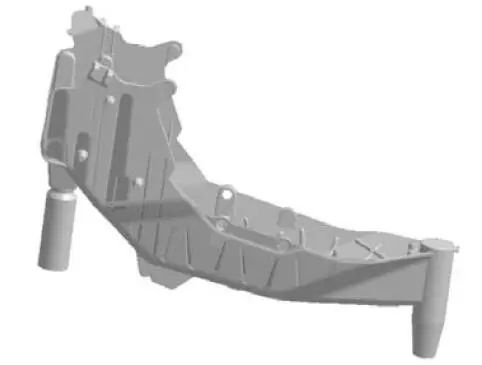
圖1 鋁合金薄壁殼體三維模型圖2 初步澆注系統三維模型1.2 原澆注系統數值模擬結果分析數值模擬結果預測鑄件會產生如圖3所示的縮松、縮孔缺陷,通過分析得出,產生縮松、縮孔缺陷的原因可能有以下兩個:①鑄件中段以及右端某些位置離內澆道的距離過遠導致補縮路徑過長,使鑄件難以得到補縮產生縮松、縮孔;②鑄件結構上存在一些難以順序凝固的復雜結構。
3272
鑄造工程師 ??? 3年前
ProCAST有限元鑄造工藝模擬軟件 附鑄造工藝仿真ProCAST從入門到精通下載 
ProCAST-鑄造模擬解決方案ProCAST是一款使用有限元方法(FEM)的鑄造仿真軟件。可以對包括考慮角度因子的熱輻射在內的熱傳導(熱對流),包括鑄型填充的流體流動以及全耦合溫度場計算(熱力學)的應力進行模擬。此外,軟件還可以進行微觀組織、熱處理、晶粒結構和縮孔縮松等模擬。功能介紹縮孔通過ProCAST的標準求解器可以計算出宏觀縮孔的位置。
4094 9 3
zhongteng7281 ??? 4年前
船用汽輪機后汽缸下半鑄件的鑄造工藝設計 
4 結論(1)在后汽缸下半鑄件鑄造工藝設計過程中,采用ProCAST 鑄造模擬軟件計算鑄件模數,計算結果準確并簡化了冒口計算過程。(2)對充型過程進行流場模擬,做到了平穩充型。(3)對凝固過程進行了詳細的模擬優化,做到了鑄件整體順序凝固,消除了縮松縮孔缺陷。 (4)采取合理的尺寸控制措施,保證了鑄件尺寸符合要求。
4452
我愛汽輪機仿真 ??? 2年前
金屬的定向凝固、同時凝固、均衡凝固各有什么優缺陷? 
均衡凝固的優點:均衡凝固作為鑄件件工藝的設計原則,能有效地克服縮孔、縮松、氣孔、渣孔和裂紋等鑄造缺陷。與定凝固原則要求冒口晚于鑄件凝固相比,均衡凝固可使用尺寸較小的冒口,提高工藝成品率;由于冒口不放在熱節上,可以消除冒口根部的縮孔和縮松缺陷,減少鑄件廢品率。
3754 1
鑄造工程師 ??? 3年前
高牌號球墨鑄鐵前蓋鑄造缺陷分析及工藝優化 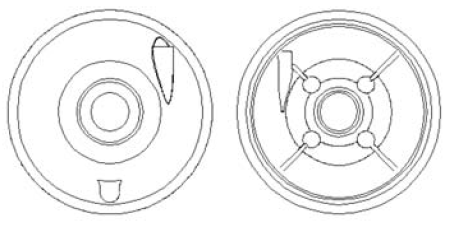
由于濕型砂砂型硬度不及鐵型覆砂工藝,因此鑄件在凝固過程中不能完全實現球墨鑄鐵的自補縮,需要采取相應的防縮措施。在前期的生產中,我廠采用冷鐵工藝來解決鑄件內部的縮松問題。但在批量生產中發現,冷鐵工藝不僅成本高,而且質量不穩定,氣孔和縮孔廢品比例較高。對原始工藝進行了改進,徹底解決了前蓋內部縮松問題,保證產品穩定生產。
4615
鑄造工程師 ??? 2年前
大型鑄鋼件補縮3大常見問題,詳細探究各解決方案 
圖 7 模擬結果 從模擬結果可以看到,在冒口與冒口之間存在著縮孔。而在實際生產中對鑄件進行超聲波探傷,其結 果也發現冒口與冒口中間存在著縮松,對此并對鑄件進行了解剖,發現確有缺陷存在,如圖 8 所示。
3089 1 1
鑄造工程師 ??? 3年前
淺談重力鑄件模流分析 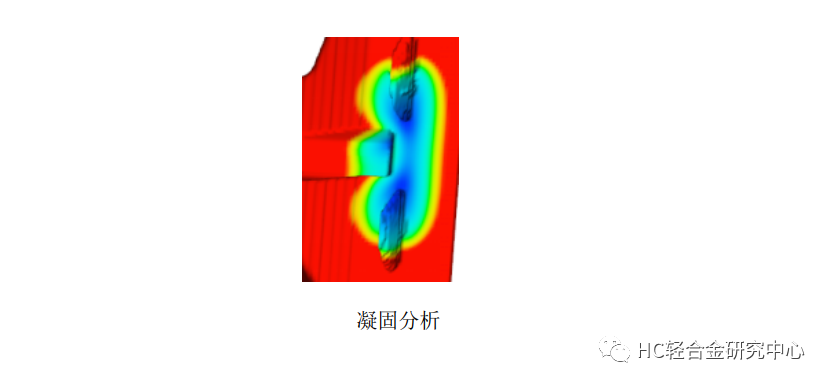
可見產品凝固方向由四周到中間,由產品到澆口,澆口補縮效果明顯,符合順序凝固方式。產品內部無產生縮孔、縮松的缺陷風險。2.5模擬分析結論從模擬的結果來看,鋁液在傾轉流動過程中無明顯的卷氣現象,凝固過程也符合順序凝固方式,產品內部無熱節,無縮孔的質量風險。因此該支架的澆注系統工藝方案能夠保證鑄件的質量,模具可以按照此工藝方案進行設計、加工。
4208 5 1
鑄造工程師 ??? 2年前
以發動機缸蓋類、輪類鑄件為案例,分析鑄件澆注系統、冒口設計、上下箱設計! 
生產實踐中泵、殼、閥類(液壓)致密性鑄件采用圖4所示加工面(大面)朝下的傳統鑄造工藝方案較為多見,但其鑄件易產生錯箱、縮孔、縮松、氣孔類鑄造缺陷。 為解決圖4所示泵、殼、閥類液壓鑄件(通稱高致密性鑄件)的縮孔、縮松缺陷,一些鑄造廠通常所采用的工藝措施亦是加大冒口,乃至設置保溫冒口,其鑄件的縮孔、縮松缺陷亦難有效地解決,鑄件的致密度很難達到其較高的致密性技術要求。
2473
鑄造工程師 ??? 4年前
電爐鑄鐵爐料最佳配比,高牌號灰鐵的孕育和變質處理要點匯總 
某公司為了節約成本,多用廢鋼,在兩個月內試制合成高牌號灰鑄鐵,廢鋼用量一度達60%,有一段時間除加入廢鋼外另加回爐料和少量鐵屑,最初質量不錯,但一段時間后發現鑄件批量縮孔、縮松和有白色硬斑,并且持續不斷越來越嚴重。 此缺陷成因:初步判斷是鐵水中MnS的含量過高而引起的鑄件顯微縮孔、縮松,MnS富集形成白色硬斑。
2853
鑄造工程師 ??? 4年前
鑄鐵件出現白口,加工硬度高,該如何解決? 
硬度大缺陷的鑄件將造成加工難度大、出現縮孔、縮松、機械性能不合格等,使鑄件報廢。孕育鑄鐵出現白口缺陷的原因1、鐵水原因鐵水原因包括化學成分、熔煉質量和原材料遺傳性等。首先,鐵水化學成分的原因。
3873
鑄造工程師 ??? 4年前
AnyCasting壓鑄局部擠壓功能 附anycasting國標數據庫下載 
該技術就是在金屬液壓鑄充型之后,經過一定時間,即在鑄件凝固過程中,在厚壁處通過加壓桿施加壓力,進行強制補縮,來消除該處的縮孔縮松缺陷。局部擠壓工藝的參數:擠壓深度、擠壓壓力、擠壓延遲時間和擠壓持續時間對壓鑄件的質量有著重大影響。AnyCasting軟件的局部擠壓功為用戶對局部擠壓進行深入研究提供了可視化的技術工具。
2213
懵懂心 ??? 4年前
球鐵無冒口工藝的鐵液成份、澆注溫度、冷鐵工藝、鑄型強度、孕育處理、鐵液過濾和鑄件模數參數分析 
由球墨鑄鐵的凝固特點認為球鐵件易于出現縮孔縮松缺陷,因而其實現無冒口鑄造較為困難。闡述了實現球鐵件無冒口鑄造工藝所應具備的鐵液成份、澆注溫度、冷鐵工藝、鑄型強度和剛度、孕育處理、鐵液過濾和鑄件模數等條件,用大模數鑄件和小模數鑄件鑄造工藝實例佐證了自己的觀點。
2328
鑄造工程師 ??? 4年前
離心鑄造工藝講解 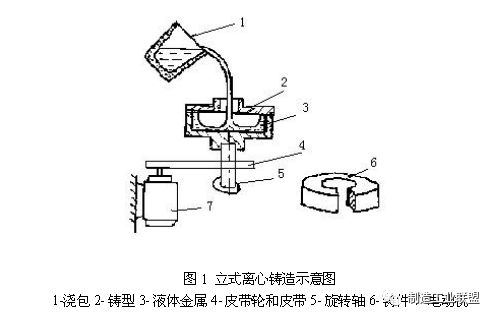
,氣體和非金屬夾雜也易于自液體金屬中排出,因此離心鑄件的組織較致密,縮孔(縮松)、氣孔、夾雜等缺陷較少; 4)消除或大大節省澆注系統和冒口方面的金屬消耗; 5)鑄件易產生偏析,鑄件內表面較粗糙。
5702 4
鑄造工程師 ??? 2年前
球墨鑄鐵經驗匯總:原材料選擇、熔煉工藝制定、溫度控制、爐前球化孕育處理
鑄型要有足夠的剛性,以獲得無縮孔的鑄件。工藝設計上亦可考慮實現無冒口鑄造; 4)球鐵具有粥狀凝固的特點,冒口的有效補縮距離短,可多設置冒口,或冒口與冷鐵相配合等措施來消除縮孔、縮松。 鑒于上述特點,在設計鑄態鐵素體球鐵鑄造工藝時澆注系統一般采用半封閉或開放式。 5、開箱時間 不同的鑄件在鑄型中的冷卻速度是不同的。
3377 4 2
鑄造工程師 ??? 3年前
大型混流式水輪機轉輪用鑄鋼件夾雜缺陷預測與工藝優化 
水輪機部件鑄造過程中會產生多種缺陷,主要包括夾渣和縮松縮孔等。夾渣主要是在金屬液流動過程中產生的,縮松縮孔主要是在金屬液凝固過程中產生的,因此,研究金屬液充型流動、凝固降溫是控制水輪機鑄造工藝的基礎。隨著計算機領域的高速發展,數值模擬技術已越來越多地應用于實際生產中,其不僅僅降低了人力、物力,而且大大提高了生產效率。
4277 1
雙螺桿泵 ??? 2年前
“兩步法”蠕化處理工藝在蠕墨鑄鐵中的應用 
這也導致玻璃模具鑄件容易出現縮松缺陷,如圖4所示。如果出現過球化現象,鑄件的縮孔和縮松缺陷將更加嚴重。鑄件的縮松缺陷影響了模具機加工性能,常出現鉆頭刀具折斷,冷卻孔不垂直等問題。
2994
鑄造工程師 ??? 3年前
原材料的選擇、熔煉工藝的制定、溫度的掌握,如何控制鑄態鐵素體球墨鑄鐵件質量?
鑄型要有足夠的剛性,以獲得無縮孔的鑄件。工藝設計上亦可考慮實現無冒口鑄造; 4)球鐵具有粥狀凝固的特點,冒口的有效補縮距離短,可多設置冒口,或冒口與冷鐵相配合等措施來消除縮孔、縮松。 鑒于上述特點,在設計鑄態鐵素體球鐵鑄造工藝時澆注系統一般采用半封閉或開放式。 5、開箱時間 不同的鑄件在鑄型中的冷卻速度是不同的。
2218 1 1
鑄造工程師 ??? 3年前
模流門診 | 水冷板漏氣飛邊1分鐘精準定位 
智鑄超云卷氣壓力結果智鑄超云氣體含量結果智鑄超云縮孔縮松結果根據精準的診斷結果,針對泄漏問題(主要源自氣孔),梅工給出了明確的解決方向:在鑄件末端(卷氣易聚集區域)增加渣包,并將渣包連接至有效的排氣系統。這是解決卷氣、減少氣孔最直接有效的方法之一。
1864
Supreium適創科技 ??? 9月前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
