



壓鑄鋁汽車零部件自動化批量高效去毛刺打磨工藝技術(shù)方法 
壓鑄鋁毛刺怎么去壓鑄鋁拋光增亮技術(shù)壓鑄鋁拋光怎么處理自動化高效率的壓鑄件打磨去毛刺解決方案鋁合金壓鑄件表面處理方法鋁合金壓鑄件表面處理工藝有哪些
4620 7
jerrylu ??? 2年前
基于壓鑄車門的設(shè)計與仿真 
在德國所斯特生產(chǎn) 的 尼 桑,運用真空壓鑄技術(shù)生產(chǎn)出了面積為0.5m2 的零件,壁 厚僅為0.2~0.3mm,實現(xiàn)了減重30%。1 研究現(xiàn)狀 壓鑄的材料和設(shè)備現(xiàn)已比較成熟,在2020年特斯拉 的6000t舉行壓鑄機已經(jīng)投入生產(chǎn),并將車身后部底板的 七十多個零部件制造成一體部件,極大的提高了生產(chǎn)效率 并且降低了成本,同時也對汽車的輕量化起到了積極的作 用。
4070 3 1
清風徐來asd ??? 2年前
蓋世汽車研究院:一體化壓鑄推動汽車輕量化 
一體化壓鑄從傳統(tǒng)結(jié)構(gòu)件(減震塔、前后縱梁)發(fā)展到下車體(后底板、前機艙、前底板),最后到白車身,對應(yīng)單車價值量和壓鑄機的噸位也在持續(xù)提升。特斯拉于2016年開發(fā)出了用于一體式壓鑄技術(shù)的鋁合金配方,2019年提出“一體鑄造”技術(shù),2020年的特斯拉電池日發(fā)布會上,馬斯克稱特斯拉ModelY將采用一體壓鑄生產(chǎn)車身后底板總成。
4841 3
汽車新能源研究 ??? 2年前
精密鋁合金壓鑄件汽車、摩托車變速箱殼體怎樣去毛刺除飛邊批鋒研磨拋光? 
壓鑄鋁毛刺怎么去壓鑄鋁拋光增亮技術(shù)壓鑄鋁拋光怎么處理自動化高效率的壓鑄件打磨去毛刺解決方案鋁合金壓鑄件表面處理方法鋁合金壓鑄件表面處理工藝有哪些
4446 5 1
jerrylu ??? 2年前
C家精講 | 大型壓鑄件計算時間測試,一體化車身,電池包下殼體前支架,大型5G通訊件殼體 
Cast-Designer 大型壓鑄件計算時間測試一體化車身(充型凝固、應(yīng)力變形)電池包下殼體前支架大型5G通訊件殼體 近幾年,鋪墊蓋地的大型化,一體化,薄壁化壓鑄件的面市。各大壓鑄機供應(yīng)商都在不斷突破,6000噸、9000噸、萬噸+。而對于模擬軟件,被問得最多的問題之一就是計算時間。
2104 1
C3PChina ??? 4年前
特斯拉3D打印砂型模具,助力一體化壓鑄降本增效 
2023年9月,路透社日前報道稱,特斯拉在一體化壓鑄上取得技術(shù)突破。通過這項技術(shù),特斯拉可將電動汽車幾乎所有復(fù)雜車身底部零件壓鑄成一個整體,而非僅壓鑄約400個零部件。該技術(shù)將令特斯拉生產(chǎn)成本減半,或改變傳統(tǒng)的電動汽車制造方式。 消息人士表示,全新的制造技術(shù)意味著可以在18至24個月內(nèi)從頭開始開發(fā)一款汽車,而目前大多數(shù)競爭對手需要3至4年的時間。
4084 3
南極熊3D打印 ??? 2年前
壓鑄PQ實戰(zhàn)分享 by 敖鴻鵠 
那么我們再看這里我們的壓鑄機他要達到多少?他要在4米6相當于是說這樣話我壓鑄機我要到多少的速度,我要倒8米,空打8米,這樣的話我才可以能夠滿足這個條件,那么顯然的話跟我客戶現(xiàn)場的機器都是不配套的。
2096
C3PChina ??? 4年前
基于自動迭代法的鑄件變形補償技術(shù)的開發(fā)與應(yīng)用 
鑄件變形的傳統(tǒng)消除對策與挑戰(zhàn)方法一:工藝參數(shù)調(diào)整:實際生產(chǎn)中,在不改變產(chǎn)品結(jié)構(gòu)的情況下,通過模具設(shè)計、噴涂、壓鑄工藝參數(shù)的調(diào)整等方法,盡可能控制鑄件的變形量在技術(shù)要求范圍之內(nèi)。這種方法,往往不能完全獲得變形量在規(guī)定值范圍內(nèi)的壓鑄毛坯件。且存在加工穩(wěn)定性的問題。方法二:增加鑄件的加工余量:對于需要機加工的零件而言,則是增加鑄件的加工余量,保證鑄件在機加工后能達到規(guī)定的尺寸精度。
2384 5 4
C3PChina ??? 3年前
AnyCasting壓鑄局部擠壓功能 附anycasting國標數(shù)據(jù)庫下載 
近年來,針對這類問題,許多壓鑄廠實施局部擠壓輔助技術(shù)來解決上述難題。該技術(shù)就是在金屬液壓鑄充型之后,經(jīng)過一定時間,即在鑄件凝固過程中,在厚壁處通過加壓桿施加壓力,進行強制補縮,來消除該處的縮孔縮松缺陷。局部擠壓工藝的參數(shù):擠壓深度、擠壓壓力、擠壓延遲時間和擠壓持續(xù)時間對壓鑄件的質(zhì)量有著重大影響。
2215
懵懂心 ??? 4年前
【工藝知識】壓鑄件的表面處理,產(chǎn)品結(jié)構(gòu)設(shè)計你真的需要看看! 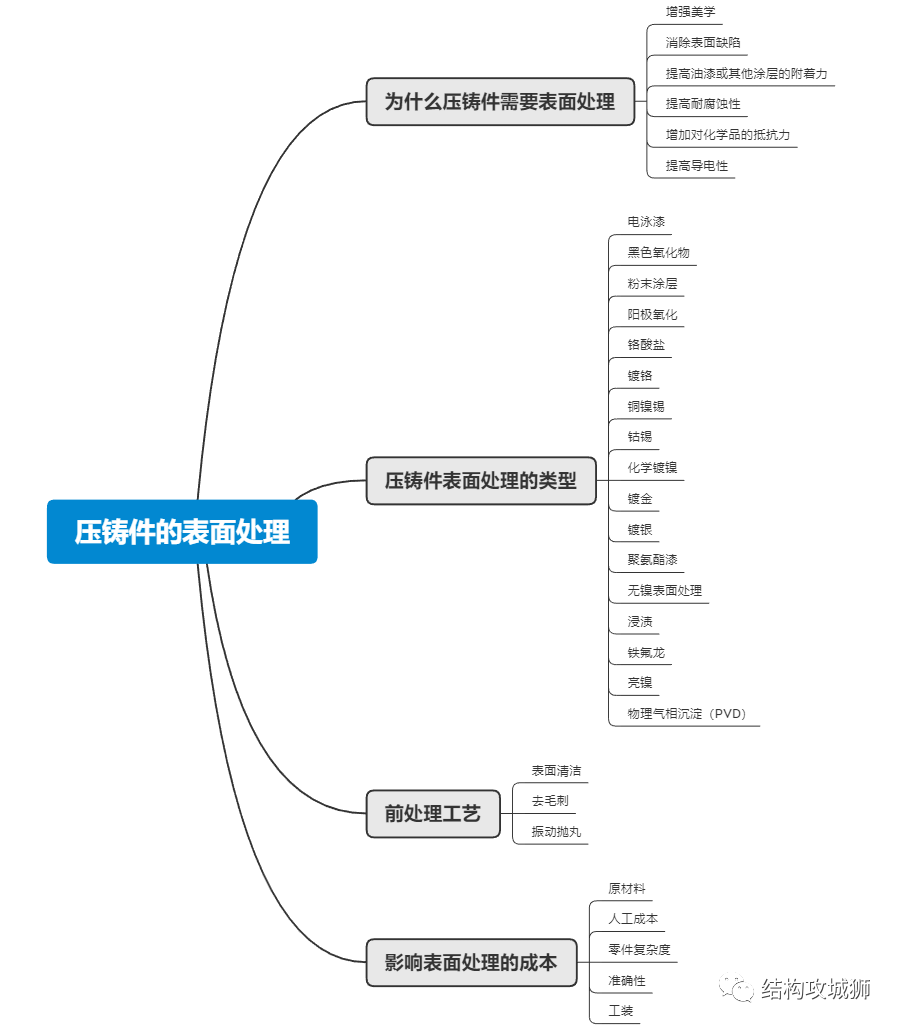
14、浸漬這是一個很好的選擇,可以在機加工后去除鑄件的“表皮”,從而形成無泄漏部件、密封孔隙并形成防水部件。這是減少廢品和提高產(chǎn)量的可行選擇。 由于浸漬可防止泄漏,因此可用于水管管道或汽車工業(yè)以固定發(fā)動機部件。
3293
機械工程師 ??? 3年前
鎖模力問題解析與解決方案 
測量鎖模力的原因 1、鎖模力是注塑機/ 壓鑄機重要技術(shù)參數(shù)。注塑機/ 壓 鑄機操作面板上顯示的鎖模力,通常是通過 壓力傳感器測量油缸或油路中的油壓作為鎖模力。這種方法不能反應(yīng)實際鎖模力大小。要獲取實際鎖模力大小,需要在拉桿上安裝傳感器,測量實際拉桿受力,四根拉桿受力之和就是實際鎖模力。 2、鎖模力是注塑機/ 壓鑄機重要技術(shù)指標。
3469 2
型創(chuàng)科技2023 ??? 2年前
鎖模力問題解析與解決方案 
哥林柱不平衡會造成的影響 生產(chǎn)不穩(wěn)定 射出不平衡 產(chǎn)品有毛邊 哥林柱斷裂 成型窗口小 鎖模力不足鎖模力是影響產(chǎn)品品質(zhì)重要因素之一鎖模力大小、鎖模力均衡度>>>影響>>>合格率測量鎖模力的原因 1、鎖模力是射出機/壓鑄機重要技術(shù)參數(shù)。
3382
ACMT協(xié)會 ??? 2年前
?球場燈壓鑄模PQ實戰(zhàn)案例 3/3 
“中鑄微課”,5月28日,壓鑄件PQ實戰(zhàn)分享敖鴻鵠:06年入行,08年開始模擬分析,壓鑄設(shè)計與評估,現(xiàn)場改善,擅長北美壓鑄標準與數(shù)據(jù)分析。 壓鑄機的實時數(shù)據(jù),實際速度與設(shè)計速度的差異這個差異,可以說是肯定的,就算有實時反饋,在設(shè)計初期,也不具備實時速度數(shù)據(jù)。
2086
C3PChina ??? 4年前
FLOW-3D CAST模流分析解決方案,亮相2026鑄博會&壓鑄展&有色展 
FLOW-3D 團隊專業(yè)解析技術(shù)難題與軟件功能,現(xiàn)場實時演示高效仿真流程,直觀展現(xiàn)工作界面與關(guān)鍵技術(shù)細節(jié),并友好洽談合作。 FLOW-3D CAST 為各種金屬鑄造工藝提供完整的流場和熱力學場全方位解決方案,特別在一體化壓鑄與半固態(tài)成型方面展現(xiàn)出卓越優(yōu)勢。
706
FLOW3D 流體仿真 ??? 12天前
Moldex3D模流分析之金屬成型解決方案 
30分鐘設(shè)計一個流道;1小時驗證一個方案、1個工作日分析4-5個方案 將專家系統(tǒng)與CAE技術(shù)有效結(jié)合在一起,專為鑄造企業(yè)量身打造的產(chǎn)品和模具設(shè)計解決方案 Cast-Designer包括五大模塊: 1)基于鑄件的DFM評估(產(chǎn)品可鑄性分析); 2)設(shè)計專家系統(tǒng);包括流道、溢流槽、冷卻水道、排氣系統(tǒng) 3)前端分析系統(tǒng);包括充型、凝固、應(yīng)力變形;目前唯一具有雙核芯求解器
2205 1 1
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之金屬成型解決方案 
30分鐘設(shè)計一個流道;1小時驗證一個方案、1個工作日分析4-5個方案將專家系統(tǒng)與CAE技術(shù)有效結(jié)合在一起,專為鑄造企業(yè)量身打造的產(chǎn)品和模具設(shè)計解決方案 Cast-Designer包括五大模塊:1)基于鑄件的DFM評估(產(chǎn)品可鑄性分析);2)設(shè)計專家系統(tǒng);包括流道、溢流槽、冷卻水道、排氣系統(tǒng)3)前端分析系統(tǒng);包括充型、凝固、應(yīng)力變形;目前唯一具有雙核芯求解器
2121
Moldex3D 中國 ??? 3年前
鎂鋁鋅合金壓鑄件筆記本電腦中框零部件如何去毛刺飛邊除氧化皮研磨拋光? 
電子數(shù)碼產(chǎn)品零部件鎂合金筆記本中框去毛刺研磨拋光工藝技術(shù)方法:手機、筆記本、數(shù)碼相機、平板電腦這些數(shù)碼產(chǎn)品的零部件中,中框、外殼這些金屬制品多是由鋁合金、鎂合金、鋅合金這些軟質(zhì)金屬材料經(jīng)壓鑄工藝后再經(jīng)CNC精密機械加工生產(chǎn)而成,這些金屬結(jié)構(gòu)件在生產(chǎn)過程中經(jīng)常會產(chǎn)生一些毛刺、刀紋、污跡。因此產(chǎn)品表面的自動化精密研磨拋光處理工藝就顯得尤為重要。
4994 7 1
jerrylu ??? 2年前
FLOW-3D亮相2025上海壓鑄展,聚焦一體化與半固態(tài)壓鑄 
通過LED大屏分享公司介紹、產(chǎn)品亮點和先進的鑄造仿真應(yīng)用案例,直觀展現(xiàn) FLOW-3D CAST 在一體化與半固態(tài)壓鑄中的應(yīng)用優(yōu)勢;展位軟件體驗區(qū)直觀呈現(xiàn)最新版用戶界面與先進功能。FLOW-3D 工程師與國內(nèi)外同仁開展深度交流,面對面解答技術(shù)難題。
3403 3 1
FLOW3D 流體仿真 ??? 10月前
案例 | 汽車結(jié)構(gòu)件減震塔的鋁合金壓鑄工藝優(yōu)化 
壓鑄機為臥式冷室壓鑄機,橫澆道截面積為Ar=(3~4)Ag=1371.545mm2,橫澆道厚度D=(8~10)T=15mm;橫澆道選用金屬液熱量損失小、且加工方便的常見的扁梯形。根據(jù)壓鑄機壓室尺寸,直澆道直徑(壓室直徑)為120mm。利用計算得到的直澆道、橫澆道以及內(nèi)澆口的參數(shù),設(shè)計了該減震塔零件的澆注系統(tǒng),如圖2所示。
2853 1
FLOW3D 流體仿真 ??? 1年前
【制造工藝】一文全懂鑄造工藝,竟然還分這么多類型 
其中尤以離心鑄鐵管、內(nèi)燃機缸套和軸套等鑄件的生產(chǎn)最為普遍。 (6)金屬型鑄造(gravity die casting) 金屬型鑄造:指液態(tài)金屬在重力作用下充填金屬鑄型并在型中冷卻凝固而獲得鑄件的一種成型方法。
2870 1
機械工程師 ??? 4年前
20條/頁 
 50
50 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
