



在ls-dyna中進(jìn)行導(dǎo)線建模的時(shí)候,如何打開(kāi)大變形?
有關(guān)高壓線建模過(guò)程中,使用ANSYS進(jìn)行分析的時(shí)候可以打開(kāi)大變形開(kāi)關(guān),但是在使用LS-DYNA的時(shí)候,有控制大變形的開(kāi)關(guān)嗎?應(yīng)該如何去做
2244 2
灣 ??? 1年前
影響制件淬火變形的主要因素 
②鋼的原始組織:材料原始組織的缺陷,如混晶、合金元素偏析、碳化物形態(tài)、大小和數(shù)量均會(huì)對(duì)淬火變形產(chǎn)生不利影響,可采用預(yù)備熱處理正火+回火、球化退火等方式消除不良組織,預(yù)防淬火變形。2、制件的尺寸和形狀:結(jié)構(gòu)簡(jiǎn)單、單一、對(duì)稱(chēng)的制件變形較小,復(fù)雜、尺寸大、截面變化大、形狀不對(duì)稱(chēng)的制件變形大,因?yàn)橹萍煌课焕鋮s的速度快慢不一致,冷卻效果不均勻,組織轉(zhuǎn)變存在時(shí)間差。
2659 1
材料熱處理工藝 ??? 3年前
影響制件淬火變形的主要因素
②鋼的原始組織:材料原始組織的缺陷,如混晶、合金元素偏析、碳化物形態(tài)、大小和數(shù)量均會(huì)對(duì)淬火變形產(chǎn)生不利影響,可采用預(yù)備熱處理正火+回火、球化退火等方式消除不良組織,預(yù)防淬火變形。 2、制件的尺寸和形狀: 結(jié)構(gòu)簡(jiǎn)單、單一、對(duì)稱(chēng)的制件變形較小,復(fù)雜、尺寸大、截面變化大、形狀不對(duì)稱(chēng)的制件變形大,因?yàn)橹萍煌课焕鋮s的速度快慢不一致,冷卻效果不均勻,組織轉(zhuǎn)變存在時(shí)間差。
2921
材料熱處理工藝 ??? 4年前
基于自動(dòng)迭代法的鑄件變形補(bǔ)償技術(shù)的開(kāi)發(fā)與應(yīng)用 
變形缺陷對(duì)鑄件質(zhì)量的影響主要表現(xiàn)在以下幾個(gè)方面:1)影響鑄件的尺寸精度;2)影響后續(xù)的機(jī)加工,變形量過(guò)大可能導(dǎo)致鑄件有些面加工過(guò)深,有些面加工不到。3)對(duì)于加工過(guò)深的部位,由于壓鑄件表面致密層被去掉而使鑄件內(nèi)部的孔洞缺陷(如氣孔、縮松等)外露,影響到鑄件外觀及密封性能(針對(duì)有密封要求的零件)。
2384 5 4
C3PChina ??? 3年前
焊接應(yīng)力的消除方法 
殘余應(yīng)力對(duì)非封閉截面(如工字形截面)桿件的影響比封閉截面(如箱形截面)的影響大。 ④ 對(duì)加工精度的影響:焊接殘余應(yīng)力的存在對(duì)焊件的加工精度有不同程度的影響。焊件的剛度越小,加工量越大,對(duì)精度的影響也越大。 ⑤ 對(duì)尺寸穩(wěn)定性的影響:焊接殘余應(yīng)力隨時(shí)間發(fā)生一定的變化,焊件的尺寸也隨之變化。
3045 1
化工設(shè)備人 ??? 4年前
基于ABAQUS數(shù)值的混凝土防滲墻內(nèi)力及變形敏感性分析 
綜合來(lái)看,混凝土彈性模量對(duì)墻的變形影響非常小。在不同彈性模量的混凝土工況下,最大水平位移出現(xiàn)在墻頂?shù)?60mm。(2)防滲墻小主應(yīng)力和和大主應(yīng)力隨高程的增大而減小。總體來(lái)看,防滲墻厚度對(duì)小主應(yīng)力的影響程度大于對(duì)大主應(yīng)力的影響程度,墻體厚度對(duì)墻的變形影響不顯著。(3)通常在防滲墻內(nèi)部并不施加鋼筋。因此計(jì)算中不允許墻體出現(xiàn)拉應(yīng)力。對(duì)于大壩高度較大的工程,一般混凝土彈性模量不能超過(guò)5GPa。
4382 7
CAEer吳皓 ??? 2年前
模具熱處理變形與開(kāi)裂的預(yù)防措施 
摘要 :模具由于品種規(guī)格較多、形狀復(fù)雜和表面粗糙度值低,因此其制造難度較大。模具熱處理后產(chǎn)生的變形將嚴(yán)重影響模具的質(zhì)量和使用壽命,一旦在熱處理中開(kāi)裂將造成模具的報(bào)廢,因此,減少和預(yù)防模具熱處理變形及避免其開(kāi)裂是廣大模具熱處理工作者的重要研究課題。
4021 2 1
FMMM ??? 3年前
【案例】圓柱體坯料鍛造鐓粗-ALE網(wǎng)格自適應(yīng)大變形分析 
分析步2個(gè)動(dòng)態(tài)顯示分析步,Nlgeom大變形勾上打開(kāi),分析步時(shí)間分別為0.000428, 0.00012。其它默認(rèn)。接觸坯料頂部和外側(cè)表面與剛性模具之間的接觸使用一個(gè)接觸對(duì)來(lái)模擬。坯料表面在模型中指定為一個(gè)表面定義。接觸表面之間的機(jī)械相互作用被假定為連續(xù)、粗糙的摩擦接觸。
1764
dwg_2931 ??? 1月前
主動(dòng)變形智能復(fù)合材料設(shè)計(jì)與變形模擬報(bào)告
主動(dòng)變形智能復(fù)合材料
設(shè)計(jì)與變形模擬報(bào)告
主動(dòng)變形智能復(fù)合材料
設(shè)計(jì)與變形模擬報(bào)告 
由于反壓電效應(yīng),MFC可以產(chǎn)生較大的軸向力和驅(qū)動(dòng)彎矩,使結(jié)構(gòu)發(fā)生變形或振動(dòng)。在分析MFC的反壓電效應(yīng)之前,有必要進(jìn)行如下討論:MFC的厚度相對(duì)于其長(zhǎng)度和寬度可以忽略。例如,實(shí)驗(yàn)中MFC的幾何尺寸為103×35× 0.3mm,因此應(yīng)力應(yīng)變關(guān)系可以看作是簡(jiǎn)單層合板的彈性本構(gòu)問(wèn)題。此時(shí),彈性柔度系數(shù)矩陣可寫(xiě)成公式如下。
3001 2
力學(xué)AI有限元 ??? 1年前
橡膠=汽車(chē)半條命:淺談ABAQUS橡膠大變形仿真5大注意事項(xiàng) 
圖4、不同網(wǎng)格尺寸對(duì)大變形仿真的影響(左1mm/中2mm/右3mm)2:網(wǎng)格階次的選擇在大變形的仿真計(jì)算中,建議優(yōu)先選用線性單元,一階單元較二階單元能更好地模擬橡膠的扭曲大變形,不易發(fā)生單元畸變。圖5、不同網(wǎng)格屬性對(duì)大變形仿真的影響(左:二階單元 /右一階單元)此外還應(yīng)設(shè)置盡可能小的時(shí)間步長(zhǎng),以保證求解結(jié)果的精度和可靠性。
4768 9 2
想飛更高 ??? 2年前
3個(gè)工藝、6個(gè)操作快速解決鋁零件加工變形!! 
①前角:在保持刀刃強(qiáng)度的條件下,前角適當(dāng)選擇大一些,一方面可以磨出鋒利的刃口,另外可以減少切削變形,使排屑順利,進(jìn)而降低切削力和切削溫度。切忌使用負(fù)前角刀具。②后角:后角大小對(duì)后刀面磨損及加工表面質(zhì)量有直接的影響。切削厚度是選擇后角的重要條件。粗銑時(shí),由于進(jìn)給量大,切削負(fù)荷重,發(fā)熱量大,要求刀具散熱條件好,因此,后角應(yīng)選擇小一些。
2252
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 3年前
3個(gè)工藝、6個(gè)操作快速解決鋁零件加工變形!! 
①前角:在保持刀刃強(qiáng)度的條件下,前角適當(dāng)選擇大一些,一方面可以磨出鋒利的刃口,另外可以減少切削變形,使排屑順利,進(jìn)而降低切削力和切削溫度。切忌使用負(fù)前角刀具。 ②后角:后角大小對(duì)后刀面磨損及加工表面質(zhì)量有直接的影響。切削厚度是選擇后角的重要條件。粗銑時(shí),由于進(jìn)給量大,切削負(fù)荷重,發(fā)熱量大,要求刀具散熱條件好,因此,后角應(yīng)選擇小一些。
2503
模具設(shè)計(jì)UG編程教學(xué) ??? 3年前
不同雙重介質(zhì)幾何模型構(gòu)建對(duì)煤體甲烷壓力、變形的影響 
模型1、2的位移變形情況,也隨著甲烷壓力分布不同存在差別。以有效應(yīng)力分析為例:模型1的有效應(yīng)力在注氣孔邊界存在應(yīng)力集中,但集中點(diǎn)僅限于部分,基質(zhì)右下角的應(yīng)力大于周?chē)膽?yīng)力,逐漸向右上變轉(zhuǎn)移,最后各個(gè)位置應(yīng)力保持一致。模型2的注氣孔附近應(yīng)力均大于周?chē)鷳?yīng)力,其與模型1存在明顯差異,這就與甲烷壓力分布有很大關(guān)系。從上述模型比較分析來(lái)看,基質(zhì)、裂隙不同的構(gòu)建方式影響甲烷壓力分布,進(jìn)而影響煤體變形。
3428 4 1
康康學(xué)長(zhǎng) ??? 4年前
怎樣理解材料力學(xué)中的強(qiáng)度和剛度的 
破壞類(lèi)型 脆性斷裂:在沒(méi)有明顯的塑形變形情況下發(fā)生的突然斷裂。如鑄鐵試件在拉伸時(shí)沿橫截面的斷裂和圓截面鑄鐵試件在扭轉(zhuǎn)時(shí)沿斜截面的斷裂。塑形屈服:材料產(chǎn)生顯著的塑形變形而使構(gòu)件喪失工作能力,如低碳鋼試樣在拉伸或扭轉(zhuǎn)時(shí)都會(huì)發(fā)生顯著的塑形變形。
2727 1 2
化工設(shè)備人 ??? 4年前
吸能防沖構(gòu)件壓潰變形模擬 
) 結(jié)論有限元模型可以較為準(zhǔn)確地模擬吸能構(gòu)件的壓潰變形過(guò)程,并可進(jìn)一步分析其防沖吸能性能,吸能構(gòu)件厚度、材料強(qiáng)度及其塑性變形特征均為其防沖吸能性能的關(guān)鍵影響因素。
2661 4 3
Abaqus_JUN ??? 9月前
案例分享 | 基于Simufact的前縱梁點(diǎn)焊焊接變形仿真優(yōu)化 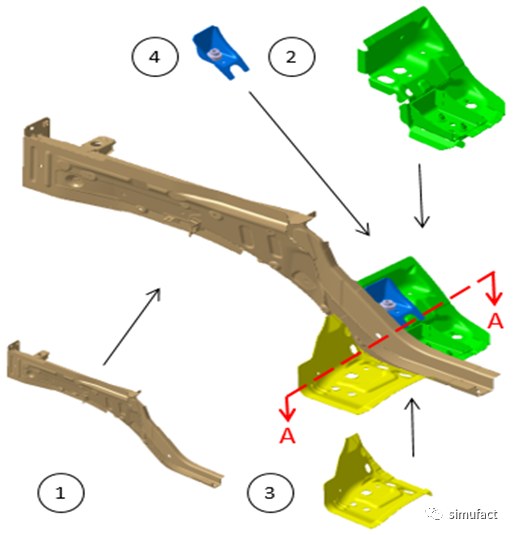
某一焊接順序示意圖b)工裝優(yōu)化方案共設(shè)計(jì)兩種方案用于比夾具定位與焊接區(qū)域距離對(duì)焊接變形影響;共設(shè)計(jì)兩種方案用于對(duì)比補(bǔ)焊夾具增加定位夾具與否的影響。支撐夾緊及補(bǔ)焊定位點(diǎn)示意圖c)搭接間隙管控共設(shè)計(jì)兩種方案用于評(píng)價(jià)搭接間隙對(duì)三面搭接焊接變形的影響。
4241 10 5
仿真客 ??? 3年前
如何防止齒輪嚙合和齒輪變形所產(chǎn)生的噪音 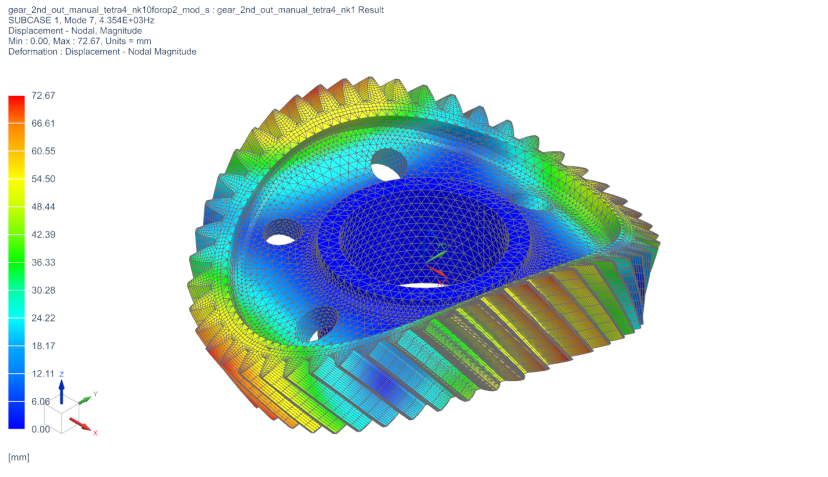
齒輪系統(tǒng)動(dòng)力學(xué)過(guò)程中的這種變化對(duì)傳動(dòng)系統(tǒng)的功率密度具有顯著影響。 齒圈變形會(huì)導(dǎo)致嚙合關(guān)系發(fā)生變化。這反過(guò)來(lái)又會(huì)影響系統(tǒng)內(nèi)的動(dòng)態(tài)載荷、平移速度和摩擦力,如以下視頻所示。這些特性的變化會(huì)導(dǎo)致功率損耗和振動(dòng)增加,貢獻(xiàn)傳動(dòng)系統(tǒng)中的大部分噪聲。在極端情況下,這些變化可能會(huì)導(dǎo)致永久性損壞。 6.
2777 4
聲學(xué)工程師小吳 ??? 2年前
CAE模流分析101招 -第 43 招、模具水路設(shè)計(jì)對(duì)產(chǎn)品翹曲變形的影響【水路設(shè)計(jì)篇】 
圖 5:統(tǒng)計(jì)圖中傳統(tǒng)水路的變形量值大且分布廣 圖 6:統(tǒng)計(jì)圖中異型水路的變形量值小且集中此文章摘錄自ACMT- SmartMolding雜志-(2020/9月刊)未經(jīng)授權(quán),請(qǐng)勿轉(zhuǎn)載!
2394 2
型創(chuàng)科技2023 ??? 3年前
有效防止精密鑄造蠟?zāi)?em>變形?8種有效措施可收藏! 
在壓型一蠟?zāi)R昏T件的生產(chǎn)過(guò)程中,蠟?zāi)5某叽绶€(wěn)定性和變形程度,極大地影響了鑄件的質(zhì)量狀態(tài)。 針對(duì)易變形件要從第一道工序一射蠟就采用在蠟?zāi)V蟹湃胱璧K物限制收縮變形,開(kāi)澆道根后粘澆道,壓蠟后在水中冷卻等有效措施,使蠟?zāi)L幵谝粋€(gè)良好的質(zhì)量狀態(tài)之下。大量生產(chǎn)實(shí)踐證明,這些預(yù)防措施是有效并且十分必要的。 1.
3125 9 6
鑄造工程師 ??? 3年前
擠壓溫度對(duì)TA2大口徑管材組織與性能的影響 
鈦材料熱導(dǎo)率低,在擠壓過(guò)程中坯料表面與心部產(chǎn)生極大溫差,當(dāng)擠壓溫度為400℃時(shí),溫差可達(dá)200~250℃,此外,鈦材料在塑性變形過(guò)程中會(huì)產(chǎn)生大量的變形熱,以上特點(diǎn)導(dǎo)致鈦合金管材擠壓過(guò)程中容易產(chǎn)生組織不均勻和表面拉裂等缺陷。因此,研究擠壓溫度對(duì)TA2大口徑管材組織和力學(xué)性能的影響非常必要。大口徑鈦合金管材,均采用熱擠壓法生產(chǎn),工藝流程相對(duì)成熟,關(guān)鍵在于是否擁有大型擠壓機(jī)。
2445 1
FMMM ??? 4年前
20條/頁(yè) 
 102
102 跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
