



注塑模具如何清洗?五種清洗方法 
5、干冰清洗 干冰清洗又稱冷噴,是用壓縮空氣氣流推送一種介質(zhì),使介質(zhì)撞擊表面,從而清潔表面或?qū)?em>表面進(jìn)行處理。使被清洗物體表面的污垢、油污、殘留雜質(zhì)等迅速冷凍,從而凝結(jié)、脆化、被剝離,且同時(shí)隨氣流清除。干冰屬于耗材易揮發(fā),需要專業(yè)儲存;清洗時(shí)必須佩帶防護(hù)面具,口罩,眼鏡等防護(hù)工具。與其他清洗方式不同的是,干冰清洗時(shí)一般不需要從注壓機(jī)上拆下注塑模具,可直接清洗,節(jié)省停工成本。
2862
勝明干冰機(jī) ??? 4年前
【專業(yè)知識】一張圖讓你看清注塑模具的結(jié)構(gòu)組成! 
型芯形成制品的內(nèi)表面,型腔(凹模)形成制品的外表面形狀。合模后型芯和型腔便構(gòu)成了模具的型腔。按工藝和制造要求,有時(shí)型芯和凹模由若干拼塊組合而成,有時(shí)做成整體,僅在易損壞、難加工的部位采用鑲件。 3.調(diào)溫系統(tǒng): 為了滿足注射工藝對模具溫度的要求,需要有調(diào)溫系統(tǒng)對模具的溫度進(jìn)行調(diào)節(jié)。對于熱塑性塑料用注塑模,主要是設(shè)計(jì)冷卻系統(tǒng)使模具冷卻(也可對模具進(jìn)行加熱)。
2970
機(jī)械工程師 ??? 4年前
讓注塑產(chǎn)品“光鮮亮麗”的高光注塑技術(shù)是什么? 
注射完成,在保壓冷卻時(shí),則對模具進(jìn)行降溫處理,又可以大大縮短制品的冷卻時(shí)間,從而提高生產(chǎn)效率。蒸汽無痕高光注塑技術(shù)目前在國內(nèi)尚屬于一項(xiàng)先進(jìn)的生產(chǎn)工藝。由于這一技術(shù)大大 改善了制品的表面質(zhì)量和表面強(qiáng)度,并可取消后續(xù)的噴涂或噴漆等工藝、既保護(hù)了環(huán)境 和操作人員的人身健康,又因減少工藝流程,省去了昂貴的二次加工費(fèi)用,在大幅度降低生產(chǎn)成本的同時(shí),節(jié)省能源與材料。
2727
Im智能注塑 ??? 3年前
基于紫外線表面激活技術(shù)的新包膠注塑工藝 
前言隨著多色注塑需求的日益漸長,軟硬材料兩者之間如何牢固粘結(jié)成為人們密切關(guān)注的技術(shù)難點(diǎn),不同材料之間要形成不可分離的粘結(jié)需要提高材料表面的張力,尤其是硅橡膠和熱塑性材料的粘結(jié),必須借助其他工藝才能得以實(shí)現(xiàn),例如:電暈處理、等離子處理以及火焰處理等。在2017 年阿博格技術(shù)節(jié)上,ARBURG(阿博格)展示了一種可替代工藝:紫外線表面激活,并將這個(gè)功能集成在機(jī)械手的夾具中。
2459 2 1
ACMT協(xié)會 ??? 2年前
注塑模具毛邊怎么去除?干冰噴砂機(jī)微粒型干冰清洗機(jī)精密清洗標(biāo)椎配件采購 
注塑模具如何清洗[東莞勝明自動化,15724026335]?模具經(jīng)過高溫和高壓后,難免會遇到生銹的現(xiàn)象,注塑模具生銹原因有冷卻水回潮,熔料分解的氣體腐蝕等,平時(shí)涂抹潤滑油也會產(chǎn)生油垢,這些污垢在模具表面堆積,也會影響生產(chǎn)的產(chǎn)品質(zhì)量,所以對模具的清洗是關(guān)鍵。 注塑模具毛邊怎么去除?
2036
勝明干冰機(jī) ??? 4年前
錯(cuò)誤的注塑模具溫度(注塑技術(shù)大神絕對不說的秘密) 
塑料和填料相比,在溫度高的時(shí)候,塑料更容易向表面遷移。所以注塑模具溫度高的時(shí)候塑料成分就更貼近注塑模具表面,填充會更好,亮度和光澤都會更高。但是注塑模具溫度也不能太高,太高容易粘模,還會在塑件局部地方出現(xiàn)明顯的亮斑。而注塑模具溫度太低,也會造成塑件抱模太緊,脫模的時(shí)候容易拉傷塑件,特別是塑件表面的花紋。
2641
Im智能注塑 ??? 4年前
四大考量、五大訣竅 助力提升模具設(shè)計(jì) 
另外不銹鋼還能耐玻璃纖維的磨損,并經(jīng)過高度拋光處理,可令塑料部件獲得超卓的表面質(zhì)量。由于PEEK必須在高溫高壓下注塑,因此必須小心地對模具工具進(jìn)行熱處理。熱處理過程是在最終拋光之前,和CNC加工之后進(jìn)行。2、模具拋光和熱處理前進(jìn)行粗磨由于S136不銹鋼并非一種價(jià)格低廉的工具鋼,因此建議僅加工一部分模塑工具插件,以降低總工具成本。
2121
UG模具設(shè)計(jì)材料 ??? 4年前
注塑成型的影響因素丨模具溫度 
模具溫度是注塑成型中最重要的變量——無論注塑何種塑料,必須保證形成模具表面基本的濕潤。一個(gè)熱的模具表面使塑料表面長時(shí)間保持液態(tài),足以在型腔內(nèi)形成壓力。如果型腔填滿而且在凍結(jié)的表皮出現(xiàn)硬化之前,型腔壓力可將柔軟的塑料壓在金屬上,那么型腔表面的復(fù)制就高。另一方面,如果在低壓下進(jìn)入型腔的塑料暫停了,不論時(shí)間多短,那么它與金屬的輕微接觸都會造成污點(diǎn),有時(shí)被稱為澆口污斑。
3107
模具論壇 ??? 4年前
注塑模調(diào)機(jī)工藝.
收縮痕注塑件缺陷的特征 通常與表面痕有關(guān),而且是塑料從模具表面收縮脫離形成的。 二、可能出現(xiàn)問題的原因 (1).熔融溫度不是太高就是太低。(2).模腔內(nèi)塑料不足。(3).冷卻階段時(shí)接觸塑料的面過熱。(4).流道不合理、澆口截面過小。(5).模溫是否與塑料特性相適應(yīng)。
2275 1
模具論壇 ??? 4年前
分析比較:3D打印與傳統(tǒng)CNC、注塑和金屬注射成型之間的工藝差異 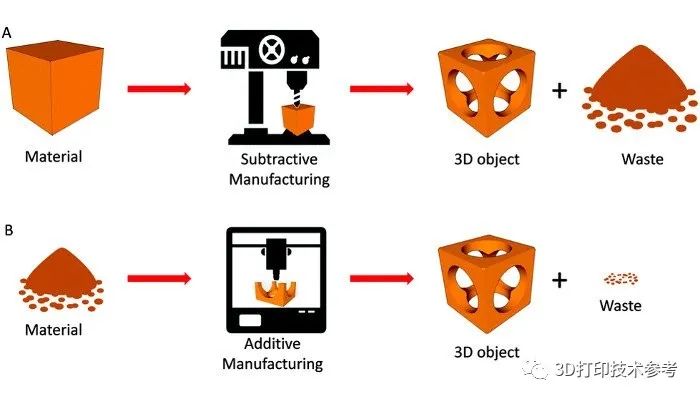
那么,3D打印技術(shù)與注塑成型又有什么區(qū)別呢? 生產(chǎn)模式 注塑成型工藝只要有注塑模具,就可以低成本、大規(guī)模地生產(chǎn)標(biāo)準(zhǔn)化產(chǎn)品,因此,對于傳統(tǒng)大批量、大規(guī)模制造來說,目前注塑成型仍然是最佳選擇。
3211
南極熊3D打印 ??? 3年前
注塑調(diào)的不僅是機(jī)器,更是材料!塑料性能參數(shù)對注塑成型工藝的影響 
含水率超標(biāo)的物料在注塑機(jī)料筒內(nèi)高溫環(huán)境下,水分會汽化導(dǎo)致熔體出現(xiàn)水解降解,分子鏈斷裂。表現(xiàn)為制品表面銀紋、氣泡、強(qiáng)度驟降、沖擊韌性喪失。因此,吸濕性參數(shù)強(qiáng)制要求生產(chǎn)前必須進(jìn)行嚴(yán)格的預(yù)干燥處理。干燥溫度、時(shí)間和料層厚度都必須根據(jù)材料的吸濕特性來設(shè)定,并確保干燥后的物料得到防潮保護(hù)。熱穩(wěn)定性: 材料在加工溫度下耐受熱降解的時(shí)間(滯留時(shí)間)是有限的。
2712 1 1
國高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 8月前
基于SimSolid的塑膠模具溫度場瞬態(tài)分析 
;4.熱條件輸入 通過時(shí)間曲線的振幅因子,控制不同時(shí)間的水路溫度輸入; 定義需要計(jì)算的預(yù)熱溫度場輸入,可以是功率也可以是溫度,或者是變化的溫度場輸入,比如開始時(shí)100℃,1小時(shí)后變更為90℃等,可以通過上述實(shí)際曲線進(jìn)行控制; 定義上下與注塑機(jī)接觸面的熱交換系數(shù),定義模具四周表面對流區(qū)域及換熱系數(shù);如果有特殊區(qū)域,如有隔熱板區(qū)域,可以單獨(dú)定義。
2811 2 1
王毅 ??? 7月前
如何優(yōu)化注塑工藝,提高PC/ABS電鍍性能? 
相關(guān)研究表明,相較于注塑溫度為230℃的產(chǎn)品,溫度提高到260℃-270℃時(shí),鍍層結(jié)合力提高約50%,同時(shí)表面外觀不良率也大大降低。 然而,注塑溫度也不能過高,如果超過了材料的裂解溫度,將會導(dǎo)致注塑產(chǎn)品表面的外觀不良,進(jìn)而影響其電鍍性能。 注塑速度和壓力 較低的注塑壓力和適當(dāng)?shù)?em>注塑速度有利于提高PC/ABS的電鍍性能。
2117
Im智能注塑 ??? 3年前
注塑人要收藏的注塑生產(chǎn)不良缺陷原因
一、注塑件常見品質(zhì)問題塑膠件成型后,出現(xiàn)一些不良問題,會影響裝配效率或整機(jī)性能,與預(yù)定的質(zhì)量標(biāo)準(zhǔn)(檢驗(yàn)標(biāo)準(zhǔn))有一定的差異,不能滿足公司的品質(zhì)要求。除了加強(qiáng)員工的質(zhì)量意識培訓(xùn)、對有不良的配件及時(shí)處理(比如挑選、加工等);這些缺陷可能是由如下幾方面造成:模具、原材料、工藝參數(shù)、設(shè)備、環(huán)境、人員。
3274
Im智能注塑 ??? 3年前
高科技——推薦一款讓模具制作更快的三維藍(lán)光掃描儀 
但是有了三維藍(lán)光掃描儀之后,對注塑模具及產(chǎn)品進(jìn)行1:1的外形尺寸數(shù)據(jù)獲取后,只需要對獲取得到的外形尺寸從STL到STP的后處理過程即可,這樣一來就大大的優(yōu)化了逆向抄數(shù)的工作.
2014
汽車零部件模具與注塑 ??? 4年前
技術(shù)干貨丨基于SimSolid的塑膠模具溫度場瞬態(tài)分析 
(注塑核心區(qū)域溫度達(dá)到90℃以上,整個(gè)計(jì)算過程簡化了進(jìn)水口與出水口的溫度差異,默認(rèn)為95℃恒溫。)塑膠模具溫度場瞬態(tài)分析1.模具初始模型輸入導(dǎo)入整套塑膠模具模型,所有模型不經(jīng)過任何精簡或者處理,直接由NX導(dǎo)入到 SimSolid;合計(jì)零部件數(shù)目430個(gè),抑制2個(gè)多余的小體積零件,自動識別出螺栓153個(gè)。
2405 1
ALTAIR ??? 9月前
滴壺+三通+手柄注塑模具設(shè)計(jì)+3d 
模具溫度應(yīng)有冷卻水控制裝置,使模溫能在30℃~60℃之間可控。5. 模具應(yīng)表面光潔、鍍鉻防腐蝕。 圖6 司筒針運(yùn)水連接板尺寸規(guī)格
2106
模具論壇 ??? 4年前
汽車儀表板工藝介紹 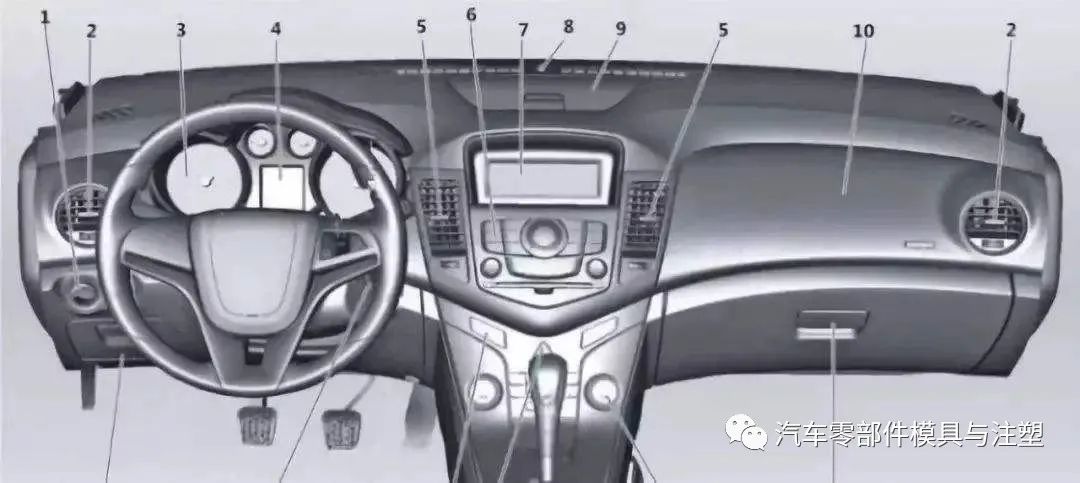
關(guān)于材質(zhì)及工藝,我可以舉個(gè)例子,一般平價(jià)車的儀表總成用的大多是注塑成型的PP 聚丙烯塑料,優(yōu)點(diǎn)是成本低,但表面比較硬,色澤和質(zhì)感比較差,也就是我們評測中常說的塑料感重或是廉價(jià)感,有些車型會在表面噴漆處理來改善質(zhì)感。
6935 1
汽車零部件模具與注塑 ??? 3年前
PE注塑開裂的原因分析及解決辦法? 
提高模溫來降低冷卻的速率 當(dāng)開裂產(chǎn)生在材料內(nèi)部(不在表面)這個(gè)是PE等透明材料注塑的普遍問題,我們經(jīng)常能在PE零件臨近斷裂時(shí)發(fā)現(xiàn)它內(nèi)部產(chǎn)生裂痕。產(chǎn)生的原因通常是,在注塑過程中腔體中的壓力不適(過高或過低),使材料內(nèi)部產(chǎn)生額外的壓力。可以采用的解決辦法就是,調(diào)整注塑模具(腔體)中的壓力。
4697
Im智能注塑 ??? 4年前
射出模具數(shù)字化設(shè)計(jì)與智能制造技術(shù)分析 
基于Cimatron E 的手表殼體數(shù)字化注塑模具設(shè)計(jì)[J]. 塑料科技,2014,42(10):97-101. [8]. 范鈞,王雷剛. 基于逆向工程的注塑模具數(shù)字化快速開發(fā)精度分析[J].
3931 2 1
ACMT協(xié)會 ??? 2年前
20條/頁 
 28
28 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺客服
TOP
