



讓注塑產品“光鮮亮麗”的高光注塑技術是什么? 
如何生產出無熔痕、無流痕、無流線、無縮痕,表面高光的外殼產品,對于平板電視機、電腦液晶顯示器、空調、汽車內飾件來說尤為重要。使用高光注塑技術就可以很好地解決此問題。高光注塑的工藝原理:在合模前及合模過程中對模具進行加溫、合模完成后,溫度達到設定條件即進行注射。注射過程中模具繼續維持高溫,這樣可以使膠料注射時在模具內保持很好的流動性。
2728
Im智能注塑 ??? 3年前
注塑模調機工藝.
收縮痕注塑件缺陷的特征 通常與表面痕有關,而且是塑料從模具表面收縮脫離形成的。 二、可能出現問題的原因 (1).熔融溫度不是太高就是太低。(2).模腔內塑料不足。(3).冷卻階段時接觸塑料的面過熱。(4).流道不合理、澆口截面過小。(5).模溫是否與塑料特性相適應。
2275 1
模具論壇 ??? 4年前
如何將注塑成型缺陷分類? 
注塑及其工作過程 注塑機主要由合模系統、注射系統、加熱冷卻系統、液壓系統、潤滑系統、電控系統、安全保護與監測系統組成。注塑周期主要由閉模、注射座前移、注射保壓、預塑計量、冷卻、開模、頂出制品等程序組成。 注射成型加工過程是一個涉及材料、模具、注射機、成型工藝等多方面因素的復雜加工流程。
2610 1
高分 ??? 4年前
注塑調的不僅是機器,更是材料!塑料性能參數對注塑成型工藝的影響 
溫度: 采用較高的熔體溫度和模具溫度(接近HDT測試的上限條件),以確保熔體充分流動、完美復制鏡面模具,并減少熔接痕和流痕。 壓力與速度: 采用較高的注射速度和中等的保壓壓力,快速充填以獲得光亮表面,同時避免過保壓導致內應力。 冷卻: 在保證高光外觀的前提下,權衡冷卻時間對效率的影響。
2714 1 1
國高材高分子材料產業創新中心 ??? 8月前
塑料窗體填充Moldflow分析及應用 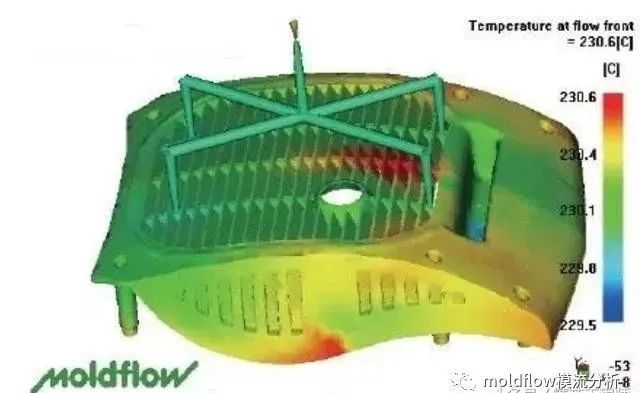
注塑成型的溫度條件主要是指熔體溫度(料溫)和模具溫度(模溫)兩方面的內容,其中料溫影響熔體塑化和注射充模過程,而模溫則同時影響充模和冷卻定型。注塑成型過程需要選擇和控制的壓力包括注射壓力、保壓壓力和塑化壓力。
2672
鑄造工程師 ??? 2年前
如何優化注塑工藝,提高PC/ABS電鍍性能? 
注塑壓力過大,將導致產品內部分子的過分擠壓,產生較高的產品內應力,進而導致產品粗化不均及電鍍結合力較差; 適當提高注塑速度,可以使澆口位置的剪切加大,導致流體溫度的提高,進而會提高整個材料的流動性,有利于產品的充填,降低產品的內應力;但剪切太大會導致材料的裂解,產生氣痕,起皮,毛邊等問題。
2117
Im智能注塑 ??? 3年前
射膠速度分段與注塑制品質量的關系
當熔體經過射嘴和流道到達入水口時,熔體前鋒的表面可能已經冷卻凝固,或者由于流道突然變窄而造成熔體的停滯,直到建立起足夠的壓力推動熔體穿過入水口,這就會使通過入水口的壓力出現峰形。 高壓將損傷材料并造成諸如流痕和入水口燒焦等表面缺陷,這種情況可以通過剛好在入水口前減速的方法克服上述缺陷。這種減速可以防 止入水口位的過度剪切,然后再將射速提高到原來的數值。
2227 1
高分 ??? 4年前
錯誤的注塑模具溫度(注塑技術大神絕對不說的秘密) 
內應力的表示方式為應力痕明顯!原因是:成型內應力的形成基本上是由于冷卻時不同的熱收縮率造成,當制品成型后,它的冷卻是由表面逐漸向內部延伸,表面首先收縮硬化,然后漸至內部,在這過程中由于收縮快慢之差而產生內應力。當塑件內的殘余內應力高于樹脂的彈性極限,或在一定的化學環境的侵蝕下時,塑件表面就會產生裂紋。
2641
Im智能注塑 ??? 4年前
注塑人要收藏的注塑生產不良缺陷原因
4、熔接痕(紋)①模具方面:A、澆口數量太多,即進膠點多,進膠口截面積過小;B、模具無冷料穴或冷料穴位置不正確;C、模具冷卻系統設計不合理,熔體在模中冷卻太快且不均勻。②原料方面:A、脫模劑用量太多,或使用不符合的脫模劑;B、熔體的流動性差,在成型時易產生熔接痕;C、原料中含水份較多或揮發物含量過高。
3275
Im智能注塑 ??? 3年前
塑膠產品外觀白痕解決方向 
像圖1這個產品,它的澆口在上方的非外觀面,我們通過打短射樣件發現該白痕在充填開始就存在。說明這個問題和后面的保壓階段無關。既然問題出現在充填階段,我們就需要了解一下熔膠在普通注塑下的流動行為。(圖2)這是熔膠在模穴內的流動,我們稱為噴泉流場。熔膠在模穴內分為三層:固化層、剪切層、中心流動層。
4026 2
型創科技2023 ??? 2年前
6大典型注塑缺陷分析與實操技巧 
,塑料在封閉的模具內流動冷卻固化是不可視的,成型品的外觀及翹曲缺陷是多年來一直困擾廣大注塑工作者的問題。
2485
汽車零部件模具與注塑 ??? 4年前
經驗分享 | 6大典型注塑缺陷分析與實操技巧 
,塑料在封閉的模具內流動冷卻固化是不可視的,成型品的外觀及翹曲缺陷是多年來一直困擾廣大注塑工作者的問題。
2756
汽車零部件模具與注塑 ??? 4年前
影響塑膠成型的工藝參數
﹐流動性差﹐充模困難﹐易產生成型不足﹑熔接痕﹑冷塊或僵塊等﹒(二)壓力1、鎖模力﹕必需足夠﹐否則溢料﹐溢毛邊等﹒2、注塑壓力﹕<1>太高時﹐塑料在高壓下﹐強迫冷凝﹐易產生內應力有利于提高塑料的流動性﹐易產生溢料﹑溢邊﹐對模腔殘余壓力大﹐塑料易粘模﹐脫模困難﹐塑件變形﹐但不產生氣泡等﹒<2>太低時﹐塑料的流動性下降, 成型不足, 產生熔接痕﹐不利于氣體從中溢出
2082
鑄造工程師 ??? 3年前
【T0 量產之科學化試模?】 
注塑壓力是另一個需要探究的重要加工參數,兩階段的成型加工壓力 - 充填壓力和保壓壓力。通常充填壓力設定得比保壓壓力較高。在低壓的情況下可能發生諸如空孔、收縮、短射等缺陷;而在高壓情況下可能導致毛邊、破裂等不良現象。另外是由于注塑速度差異所引起的缺陷,注射速度的控制,對于解決噴流痕和外觀流痕等問題至關重要。
6304 1
ACMT協會 ??? 2年前
【專業知識】一張圖讓你看清注塑模具的結構組成! 
對于熱塑性塑料用注塑模,主要是設計冷卻系統使模具冷卻(也可對模具進行加熱)。模具冷卻的常用辦法是在模具內開設冷卻水通道,利用循環流動的冷卻水帶走模具的熱量;模具的加熱除可利用冷卻水通熱水或熱油外,還可在模具內部和周圍安裝電加熱元件。
2970
機械工程師 ??? 4年前
塑料件加工發脆,怎么辦? 
工藝條件--降低料筒和噴嘴的溫度;降低背壓、螺桿轉速和注塑速度,減少過多剪切熱的產生,避免聚合物分解;如果是熔解痕強度不足導致的發脆,則可以通過增加熔體溫度,加大注塑壓力的方法,提高熔解痕強度
2097
模具論壇 ??? 4年前
塑膠的結構設計:加強筋篇(中) 
1、加強筋背部外表面縮痕的形成過程:注塑件的縮痕大都產生在背面有筋、突起物(定位柱)或內圓角相對的位置等局部壁厚偏大的結構處。在這些結構處會出現材料堆集,該處在成形加工時所需的冷卻時間延長。
5263 2
結構攻城獅 ??? 4年前
基于Moldex3D可降解國際象棋的注塑仿真模擬 
注塑壓力應在一定范圍之內,能保證熔體充填速度即可,壓力過大則會對機器產生不利影響。通過圖7分析充填壓力可以看出,進澆點處充填壓力最大為29.766MPa,澆口處壓力為20 MPa左右,流道壓力降較小,說明流道設計合理。圖7 充填壓力分析 2.3 縫合線分析縫合線也被稱作熔接線、熔接痕或結合線,當兩個熔體流動波前相遇時,便產生了縫合線。
4291 3
鑄造工程師 ??? 2年前
注塑成型過程中如何防止塑料熔體破裂? 
臥式成型注塑機《臥式成型注塑機工作原理》2.立式成型注塑機《立式成型注塑機工作原理》 二、注塑成型加工簡介 眾所周知,當熔體在高速,高壓條件下注入容積較大的型腔時,極易產生熔體破裂現象,此熔體表面出現橫向斷裂,斷裂面積為粗糙地夾雜在塑件表層形成流痕。
2979
Im智能注塑 ??? 4年前
TIR Lens 之光學元件設計原則 
噴流 / 包封問題改善一般在鏡片產品設計上,為了不影響光學導光效能,澆口尺寸會盡量縮小,但會造成注塑時噴流痕及包封產生,在不修改澆口尺寸的前提下,僅能調整注塑參數避免噴流發生,調整方法有二:一是在充填流道時,使用較高射速充填,然后進入澆口時,降低注塑速度;二則是提高模具溫度及塑料溫度,以降低噴流痕發生。其原理為延長熔膠冷卻固化時間,降低凝固層生成速率,減緩噴流效應。
4039
型創科技2023 ??? 2年前
20條/頁 
 11
11 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
