



錯誤的注塑模具溫度(注塑技術大神絕對不說的秘密) 
所以注塑模具溫度高的時候塑料成分就更貼近注塑模具表面,填充會更好,亮度和光澤都會更高。但是注塑模具溫度也不能太高,太高容易粘模,還會在塑件局部地方出現明顯的亮斑。而注塑模具溫度太低,也會造成塑件抱模太緊,脫模的時候容易拉傷塑件,特別是塑件表面的花紋。 多段注塑可以解決位置上的問題,比如產品進膠時有氣紋的話可以采取分段注塑的方式。
2641
Im智能注塑 ??? 4年前
注塑成型的影響因素丨模具溫度 
模具溫度是注塑成型中最重要的變量——無論注塑何種塑料,必須保證形成模具表面基本的濕潤。一個熱的模具表面使塑料表面長時間保持液態,足以在型腔內形成壓力。如果型腔填滿而且在凍結的表皮出現硬化之前,型腔壓力可將柔軟的塑料壓在金屬上,那么型腔表面的復制就高。另一方面,如果在低壓下進入型腔的塑料暫停了,不論時間多短,那么它與金屬的輕微接觸都會造成污點,有時被稱為澆口污斑。
3107
模具論壇 ??? 4年前
解決注塑模具成型難題,型創科技&ACMT技術平臺助您一臂之力! 
技術視頻 點擊圖片 即可直達1 科學注塑系列 塑件變形導因剖析及解決對策塑膠殘余應力大揭秘射出成型周期科學注塑參數射出成型相關參數說明
3127
ACMT協會 ??? 2年前
注塑模具如何清洗?五種清洗方法 
注塑模具如何清洗?五種清洗方法 注塑模具如何清洗?[東莞勝明自動化,15724026335]模具經過高溫和高壓后,難免會遇到生銹的現象,注塑模具生銹原因有冷卻水回潮,熔料分解的氣體腐蝕等,平時涂抹潤滑油也會產生油垢,這些污垢在模具表面堆積,也會影響生產的產品質量,所以對模具的清洗是關鍵。給大家介紹五種清洗方法。
2862
勝明干冰機 ??? 4年前
滴壺+三通+手柄注塑模具設計+3d 
圖2 滴壺+三通+手柄模具圖圖3 分模面流道圖由于PVC為具有腐蝕性的塑料,其模具鋼材必須采用不銹鋼。因此,本套模具的前后模仁鋼材采用S136H. PVC是熱敏感性材料,其注塑成型工藝性較差,原因是過高的熔膠溫度或過長的受熱時間很容易使PVC分解,因此控制熔融溫度是注塑PVC產品的關鍵。
2106
模具論壇 ??? 4年前
【專業知識】一張圖讓你看清注塑模具的結構組成! 
當產品在模具內成型冷卻后,模具前后模分離打開,由推出機構--頂針在注塑機的頂桿推動下將塑料制品及其在流道內的凝料推出或拉出模具開腔和流道位置,以便進行下一個注塑成型工作循環。 二、塑膠模具按結構分一般由模架、模仁、輔助零件、輔助系統、輔助設置、死角處理機構等幾個部分組成。
2970
機械工程師 ??? 4年前
關于注塑模具排氣的標準,你知道嗎? 
首先要了解不合理的排氣會產生以下不良:1、氣體堆積會浸蝕模具表面及分模線;2、顏色問題:出現色差,使顏色變黑或變亮;咬花面亮霧不一3、要增加模具拋光:浪費時間、錢及并使鋼材易腐蝕;4、不可能使產品達到客人要求的標準;5、會產生過多的結合線(這此結合經不牢固,并且不美觀);6、會浪費太多的注塑壓力,增加注塑機工作的難度;7、需使用過高的料筒溫度(增加注塑機工作難度
2275 1
高分 ??? 4年前
UG NX注塑模具設計教程之2D排位實例講解 
進膠系統設計在設計進膠系統時要查閱注塑機資,需知道注塑機炮咀SR、定位環規格,唧咀SR要比炮咀SR大1-2個R,定位環要比注塑機上孔小單邊0.1mm,國內注塑機定位孔一般是直徑100,定位環直徑99.8。撐握潛進膠和打底進膠的設計原理和方法。一套模具同樣的產品不會做兩種進膠,但我們在學習時要學兩種進膠。
9194
張偉一 ??? 3年前
定位齒條注塑模具設計要點+3d 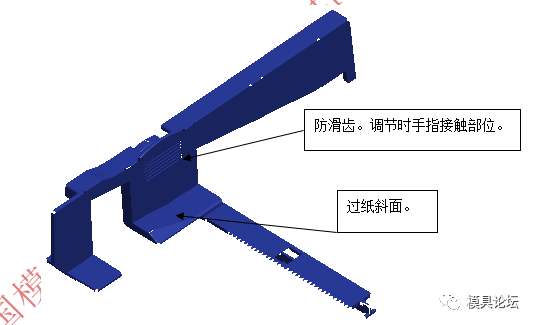
齒條部位必須設計成鑲件,是這種模具設計的關鍵,這樣便于齒形部位利用慢走絲加工。塑件利用頂針頂出。由于頂針處于滑塊底部,模具設計了回位行程開關,監測頂出系統及時回位。模具前后模仁的冷卻運水全部采用了直通運水,有效保證注塑的正常進行。圖1 定位齒條產品圖 圖2 定位齒條模具圖 圖3 滑塊結構
2692
模具論壇 ??? 3年前
注塑模具毛邊怎么去除?干冰噴砂機微粒型干冰清洗機精密清洗標椎配件采購 
注塑模具如何清洗[東莞勝明自動化,15724026335]?模具經過高溫和高壓后,難免會遇到生銹的現象,注塑模具生銹原因有冷卻水回潮,熔料分解的氣體腐蝕等,平時涂抹潤滑油也會產生油垢,這些污垢在模具表面堆積,也會影響生產的產品質量,所以對模具的清洗是關鍵。 注塑模具毛邊怎么去除?
2036
勝明干冰機 ??? 4年前
【干貨】雙色模具的設計及注塑成型
雙色模具是指兩種塑膠材料在同一臺注塑機上注塑,分兩次成型,但是產品只出模一次的模具。一般這種模塑工藝也叫雙料注塑,通常由一套模具完成,且需要專門的雙色注塑機。雙色模具目前市場上日益盛行,這種工藝可以使產品的外觀更加漂亮,易于換顏色而可以不用噴涂,但對設計及注塑成型的要求高。
3555
張偉一 ??? 3年前
注塑模具試模行為規范
注塑模具試模行為規范一、前言當我們接到一副新模具需打樣試模時,我們總是渴望能早一些試出一個結果且禱求過程順利以免浪費工時并造成困擾。但在此我們必須提醒二點.第一、模具設計師及制造技師有時也會發生錯誤,在我們試模時若不提高警覺,可能會因小的錯誤而產生大的損害。第二、試模的結果是要保證以后生產的順利。
2142
模具論壇 ??? 4年前
從注塑到裝車——應力雙折射儀如何護航車載透明件全流程質量? 
比如注塑成型是將融化的高分子材料填充至模具里,隨著溫度的差異一邊固化一邊流動,研發者必須把握流動狀況來提升產品良率。雖然可以通過模擬軟件大概推測模流方向,但是并不能保證實際成品無法準確得知。但是通過應力雙折設備的軸方位信息,就可以準確的知道實際的模流方向,就是這么神奇!
2410
國高材高分子材料產業創新中心 ??? 1年前
做注塑模具設計基本知識,不懂你就可以放棄這門行業了
按外形分有;立式的、臥式的、《這兩種最常用的》按注塑量分為:超小型注塑機、小型注塑機、中型注塑機、大型注塑機、超大型注塑機。也就是注射量從幾毫克到幾十千克不等,按合模力分為:幾噸到幾千噸不等(歡迎關注汽車工藝師微信auto1950)。75、鎖模力和撐模力之間有何關系?注塑機的鎖模力要大于撐模力,否則模具會模內壓力撐開。76、公母模的定位方式有哪些?
3098 3 3
Im智能注塑 ??? 3年前
基于有限元分析改善落料沖孔模具上墊板零件的應力與應變 
7 結束語模具工作時上墊板主要受凸模的沖裁力作用,受力形式為懸空結構形式,對上墊板進行有限元應力、應變分析,實物試沖結果與有限元分析結果一致,更改上墊板原結構,有效減少了零件工作過程中的應力、應變,滿足了模具的使用需求。參考文獻[1] 王迎春. CAE軟件在模具設計過程中的應用研究[J].現代制造技術與裝備,2010(6):18-19.
4146
Whitney ??? 2年前
如何優化注塑工藝,提高PC/ABS電鍍性能? 
總結: 注塑工藝中注塑溫度、注塑速度和壓力、模具溫度、保壓、螺桿轉速等均會對PC/ABS的電鍍性能產生影響。 而最直接的不良影響就是過高的產品內應力,內應力過大會影響到電鍍粗化階段的刻蝕的均勻性,進而影響到最終產品的電鍍結合力。 總之,要結合產品結構、模具狀態及成型機臺的狀態,通過設定合適的注塑工藝,設法降低材料的內應力,可明顯提高PC/ABS材料的電鍍性能。
2117
Im智能注塑 ??? 3年前
【讓隱形應力無所遁形—1】注塑件總是莫名翹曲、開裂?元兇可能就是它——看不見的“內應力” 
這些看似不同的問題,其根源往往指向同一個內部因素——塑料制品內部的殘留應力。它是在注塑成型過程中,由于不均勻的冷卻、收縮、分子取向等因素“凍結”在產品內部的內部力量。這種應力肉眼無法看見,傳統檢測往往只能等到問題最終爆發(開裂、變形)后才能事后分析,導致調試周期長、廢品率高、質量風險大。
1333
ACMT協會 ??? 4月前
注塑成型過程時產生氣體與模具有關系嗎? 
⑤ 排氣不良,降低充模速度,增加了制件成形的周期(尤其是高速注塑),嚴重影響生產效率。
2187
高分 ??? 4年前
注塑調的不僅是機器,更是材料!塑料性能參數對注塑成型工藝的影響 
在注塑時,為了充填高剛性材料的型腔,往往需要更高的注射壓力。但高壓力會產生更高的剪切應力,如果分子鏈取向被“凍結”在制品中,就會形成各向異性,導致沿流動方向的強度遠高于垂直方向,使零件在受力時易于從弱處開裂。因此,對于高剛性材料,通過提高熔體和模具溫度來降低粘度、減少分子取向,并通過合理的保壓設置來降低內應力,是確保制品實現理論力學性能的關鍵。
2712 1 1
國高材高分子材料產業創新中心 ??? 8月前
注塑模調機工藝.
二、可能出現問題的原因 (1).彎曲是因為注塑件內有過多內部應力。(2).模具填充速度慢。(3).模腔內塑料不足。(4).塑料溫度太低或不一致。(5).注塑件在頂出時太熱。(6).冷卻不足或動、定模的溫度不一致。(7).注塑件結構不合理(如加強筋集中在一面,但相距較遠)。 三、補救方法 (1).降低注塑壓力。(2).減少螺桿向前時間。(3).增加周期時間(尤其是冷卻時間)。
2275 1
模具論壇 ??? 4年前
20條/頁 
 34
34 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
