



CAD驅動的模面優化解決復雜沖壓件的斷裂(上) 
工業案例2:CAD驅動的模面優化解決復雜沖壓件的斷裂(上)項目背景■沖壓產品的成形性往往受到其本身幾何特征的諸多限制,特別是那些遠離入口圓角的特征,控制的手段非常有限。這樣在實際沖壓中解決起來往往效果不佳。
2141
C3PChina ??? 3年前
直擊:現場沖壓連續模工藝、料帶設計原則,值得收藏 
料帶帶料點設計原則通常情況連續模的帶料點會設計在沒有折彎的位置。
2980
UG編程模具設計實戰 ??? 4年前
熱沖壓成形模具設計要點 
、高溫成形、淬火、保溫、開模的過程,熱沖壓模具設計主要包括模具型面設計、模具冷卻系統設計和模具結構設計等。
3440 1
金屬加工前沿 ??? 3年前
車身覆蓋件修邊模正側交刀結構研究 
即無論正、側修邊,下刀刃壁與沖壓方向平行。否則,不能維持量產沖壓作業。沖壓工藝設計初期,布局交刀位置,由于多為2D 曲線,空間結構不十分明晰。待模具3D 結構設計完成,交刀時適應量產基本一目了然。為規避異常交刀,體現“共面”原則,一般需要調整交刀點,會引起排廢料重新考量;或者改造工藝面,實現正側修交刀段共面;或改造工藝面,取消交刀,節省一個斜楔機構,成本降低。
2767
FMMM ??? 4年前
“精算”那些事 第五篇: 沖壓有限元仿真知多少 
階段四:模面細化階段 板材精算仿真1:成形精細仿真 此階段的仿真主要是依據結構變形仿真 成形仿真出現的模具工具體、機床撓度等彈性變形、產品成形過程中料厚的變化(變薄、增厚) 及其它模面工程相關(R避空、工藝補充區域避讓、刀具補償、局部強壓等)重新構建工具體模面、并進行精算分析(采用兩到三款成形仿真軟件進行驗證分析)。
5565 3
金屬加工前沿 ??? 2年前
沖壓同步工程(SE)在汽車車身開發中的應用
現以某車型后底板為例,介紹沖壓SE驗證成形工藝性的流程。確定工藝方案→制作模面b)→確定分模線c)→確定拉延筋線c)→確定板料線c)→CAE分析d)。
4363 4 1
金屬加工前沿 ??? 3年前
沖壓自動化改造模具要求 
2.模具情況1)模具高度.下模面到地面的高度H應控制在950~1450mm之間,另:相鄰兩套模具下模面的高低落差需控制在300mm以下,高低落差越小機器人的生產效率越高。2)產品盡量少翻轉。因為機器人只能正面拿料與放料,所以每增加一個翻轉就需配套增加一個翻轉臺與一臺機器人。考慮兼容性,多款產品的翻轉工序盡量設計在同一個工序。比如都設計在第三工序翻轉,僅供參考。
2185
金屬加工前沿 ??? 3年前
精度較高的五金沖壓件所用復合模正倒裝的比較 
在五金沖壓件加工廠,用于沖壓加工的模具類型有單工序模、級進模、復合模三類。其中復合模加工出的五金沖壓件比單工序模和級進模加工出的沖壓件精度要高。所以精度較高的五金沖壓件所選用的模具類型通常都是選用復合模。今天就為大家了解下復合模。 復合模在沖壓的一次行程中,能在同一工位上完成兩道或兩道以上的沖壓工序。正因為復合模是在沖模的同一位置一次沖出工件,不存在定位誤差,所以其沖裁精度才高。
2675
東一金屬 ??? 2年前
高速沖壓模具吊緊緩沖組件的設計原則 
圖4 整體式大壓料板結構圖圖5 分開式小壓料板結構圖 一般設計原則:對于整體式大壓料板,總共設置6 個吊緊緩沖組件;對于分開式小壓料板,單側設置4 個吊緊緩沖組件,總共設置8 個吊緊緩沖組件。 以往上模吊緊緩沖組件的設計,很大程度上來自于設計人員的經驗。
2465 1
金屬加工前沿 ??? 3年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
6.開始斷定各個工序的沖壓設備。三.沖壓零件毛坯規劃及排樣圖設計1.按沖壓件性質尺度,核算毛坯尺度,制作毛坯圖2.按毛坯性質尺度,規劃排樣圖,進行資料利用率核算。要規劃多種排樣計劃,通過比較挑選其間的最佳計劃。四.沖壓模具設計1.斷定沖壓加工各工序的模具結構辦法,并制作模具簡圖。2.對指定的1-2個工序的模具進行具體的結構規劃,并制作模具作業圖。
2007
UG編程模具設計實戰 ??? 3年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
(9)核算沖壓力,最終選定沖壓設備,進行模具與沖壓設備相關尺度的校核(閉合高度、作業臺面、模柄裝置尺度等)。 學無止境,沒有最好,只有更好。
2189
模具設計UG編程教學 ??? 3年前
沖壓模具設計前的規劃與步驟 
三.沖壓零件毛坯規劃及排樣圖設計 1.按沖壓件性質尺度,核算毛坯尺度,制作毛坯圖 2.按毛坯性質尺度,規劃排樣圖,進行資料利用率核算。要規劃多種排樣計劃,通過比較挑選其間的最佳計劃。 四.沖壓模具設計 1.斷定沖壓加工各工序的模具結構辦法,并制作模具簡圖。 2.對指定的1-2個工序的模具進行具體的結構規劃,并制作模具作業圖。
4397 2
金屬加工前沿 ??? 2年前
沖壓行業模具款型智能切換技術設計應用 
同時該項技術可以實現對舊設備舊模具進行改造,并可以使整個工廠和模具的上模氣源標準化,適用范圍廣,適用于所有汽車沖壓設備和沖壓模具設計。
4448 1
FMMM ??? 2年前
級進模中卸料裝置和限位裝置如何設計 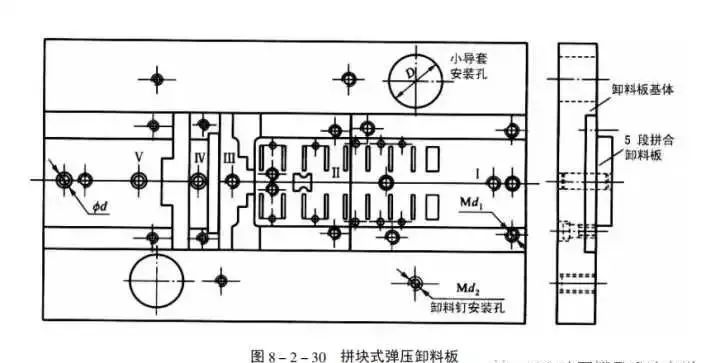
當模具的精度要求較高,且模具有較多的小凸模時,可在彈壓卸料板和凸模固定板之間設計一限位墊板,能起到控制凸模行程較準確的限位作用。 文章來源:沖壓幫
4466
金屬加工前沿 ??? 2年前
冷沖壓知識:沖壓模具十八般武藝,活到老,學到老! 
通過檢查廢料,你可以判斷上下模間隙是否正確。如果間隙過大,廢料會出現粗糙、起伏的斷裂面和一窄光亮帶區域。間隙越大,斷裂面與光亮帶區域所成角度就越大。如果間隙過小,廢料會呈現出一小角度斷裂面和一寬光亮帶區域。過大間隙形成帶有較大卷邊和邊緣撕裂的孔,令剖面稍微有一薄邊緣突出。太小的間隙形成帶稍微卷邊和大角度撕裂,導致剖面或多或少地垂直于材料表面。
2176 1
模具設計UG編程教學 ??? 3年前
生產制造 | VISI沖壓模具標準件使用案例 
三浮升銷?沖壓連續模中的浮升銷是一個非常重要且巧妙的組件。它的核心作用是在模具內部形成一個支撐面,將條料或帶料托舉到一定高度,以確保生產過程的順暢進行。軟件可以直接調用浮升銷組件。組件中包含浮升銷、彈簧、固定螺絲。組件中零件參數可以進行修改,例如直徑、行程、落差高度、間隙等。可以滿足工程師對于不同模具的設計需求。
3135
海克斯康設計與仿真 ??? 6月前
汽車沖壓生產車間工藝概述
沖壓工藝及沖模設計的影響及提高沖模壽命的措施。(1)冷沖壓用原材料的影響例如:原材料厚度公差不符合要求、材料性能波動、表面質量差和不干凈等A.沖壓前應對原材料的牌號、厚度、表面質量進行嚴格檢查B.保證材料表面質量和清潔(2)排樣和搭邊的影響排樣方法與搭邊值對模具壽命影響非常大,不必要的往復送料排樣法和過小的搭邊值往往是造成模具急劇磨損和凸凹模啃傷的重要原因。
2805 1
金屬加工前沿 ??? 3年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
通過檢查廢料,你可以判斷上下模間隙是否正確。如果間隙過大,廢料會出現粗糙、起伏的斷裂面和一窄光亮帶區域。間隙越大,斷裂面與光亮帶區域所成角度就越大。如果間隙過小,廢料會呈現出一小角度斷裂面和一寬光亮帶區域。過大間隙形成帶有較大卷邊和邊緣撕裂的孔,令剖面稍微有一薄邊緣突出。太小的間隙形成帶稍微卷邊和大角度撕裂,導致剖面或多或少地垂直于材料表面。
2377
模具設計UG編程教學 ??? 4年前
沖壓工藝仿真中界面接觸壓力計算精度研究 
在成形模具磨損評估上,一般利用工藝仿真結果,基于磨損預測公式,例如Archad模型,對給定沖壓工藝和模具幾何輪廓下模面磨損量進行評估。然而,在沖壓工藝仿真中,為了兼顧計算精度和效率,采用殼單元,且單元大小也更為粗大。這些計算處理方面的差異,將引起界面接觸壓力計算誤差,進而影響模具磨損評估的可靠性。
5401 7
FMMM ??? 2年前
我國精密沖壓模具面臨的幾個難題 
三、模具試模與安全可靠性 試模是精沖模設計制作完成后對模具的一個理論實驗、點評和檢測的一個過程,是模具設計、制作問題的實際顯示地,也是沖壓模具設計、制作技能以及專業人員技術水平的綜合反映。而模具的可靠性和穩定性則是模具設計制作質量好壞的點評基準和模具正常運用的保障。
2206 3
金屬加工前沿 ??? 3年前
20條/頁 
 34
34 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
