



【加工知識】薄板鈑金件中沉孔的標注及加工探討! 
(通常我們在沉孔中并沒有什么特殊要求,沉頭螺釘沉下去,不穿過,即為合格。對于尺寸方面不會有過于苛刻的要求,也很難對這些尺寸進行檢測。) 加工方面 加工者拿到圖紙,看見薄板上的沉孔標注為標準標注后,不應(yīng)拘泥于標注的尺寸,應(yīng)該明白設(shè)計者對于該沉孔的用途,準備放置多大的沉頭螺釘。如同標注中的螺孔M2、M3之類,能夠清楚明白,并使得加工結(jié)果滿足需求。在加工時,應(yīng)該注意: 1.
3114
機械工程師 ??? 4年前
基于python分析中心孔的均勻薄板受到單軸壓力將有限元的近似解與基于彈性力學(xué)理論的精確解進行對比 
一、問題描述有半徑為a中心孔的均勻薄板受到單軸壓力,應(yīng)力為1000MPa,中心孔半徑a = 0.5 in., 薄板高2h,寬2w,h = 3 in., w = 6 in., 彈性模量E = 2(10)6 psi,泊松比v=0.3,解決平面應(yīng)力問題,并將有限元的近似解與基于彈性力學(xué)理論的精確解進行對比。
2951 2 1
力學(xué)AI有限元 ??? 1年前
CAE前處理 | 高階單元在薄板網(wǎng)格劃分時的注意事項(2) 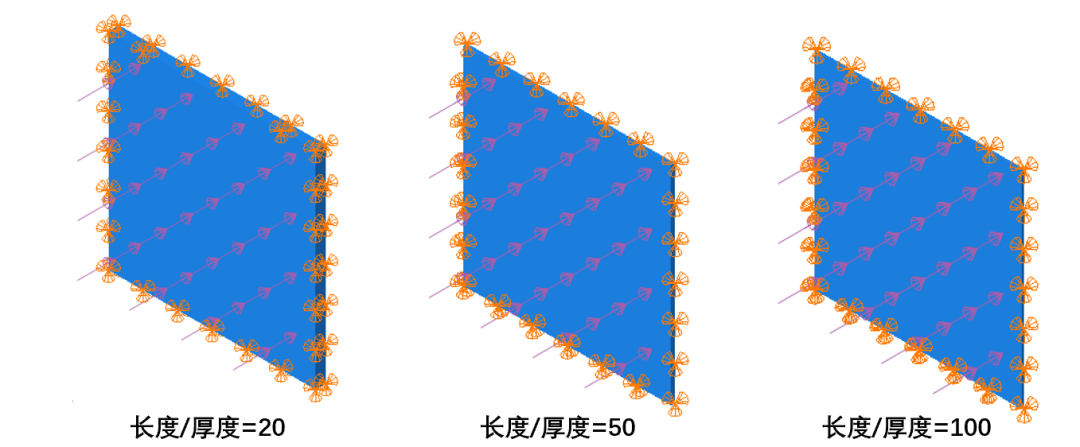
還需要對比驗證下面通過一個簡化機床架案例對上述結(jié)論進行基本驗證 案例:機床架 機床架示意,模型來源于GrabCAD官網(wǎng)如圖所示機床架簡化模型,現(xiàn)固定其底部螺栓孔位,在前置刀軌處施加豎直向下1000N的集中載荷,試分析其典型部位變形結(jié)果和應(yīng)力結(jié)果由于該模型主要為薄板結(jié)構(gòu),統(tǒng)計沿著加載彎曲方向核心板材的長度
2791 1
仿真客 ??? 3年前
鈑金件常用材料,表面處理及缺陷總結(jié) 
9、擋孔:對于有螺母孔的位置,焊接錯位導(dǎo)致螺母孔被擋。 10、離空:兩個零件的配合不夠理想,中間有間隙。 11、銼痕:產(chǎn)品表面產(chǎn)生缺陷以后,用銼進行返修,以致后來留下痕跡。 12、拋光痕:產(chǎn)品經(jīng)過拋光后留下的痕跡。 焊接缺陷:虛焊、漏焊、焊偏、焊穿、焊渣、焊點凹陷、焊點扭曲、焊點裂縫、焊點毛刺、焊點間距。
5063 4
機械工程師 ??? 2年前
基于comsol的微孔吸聲棉消聲器分析 
</p><p><strong>微孔板吸聲結(jié)構(gòu)的理論</strong>在板厚小于1.0mm的薄板上穿以孔徑小于等于1.0mm的微孔,穿孔率為1~5%,后部留有一定的厚度(5-20cm)空氣層,該層不填任何吸聲材料 ,這樣即構(gòu)成了微穿孔板吸聲結(jié)構(gòu)。
3578 89
琳泓comsol ??? 6年前
鈑金件常用材料,表面處理及缺陷總結(jié)
9、擋孔:對于有螺母孔的位置,焊接錯位導(dǎo)致螺母孔被擋。 10、離空:兩個零件的配合不夠理想,中間有間隙。 11、銼痕:產(chǎn)品表面產(chǎn)生缺陷以后,用銼進行返修,以致后來留下痕跡。 12、拋光痕:產(chǎn)品經(jīng)過拋光后留下的痕跡。 焊接缺陷:虛焊、漏焊、焊偏、焊穿、焊渣、焊點凹陷、焊點扭曲、焊點裂縫、焊點毛刺、焊點間距。
5057 4 1
機械工程師 ??? 2年前
手把手教-電池包Icepak分析(附模型及分析流程) 
1.1 幾何簡化一般需要對幾何體進行以下處理:a) 去除倒角及倒圓角;b) 刪除電池包內(nèi)各類緊固件、箱體加強筋并填充所有的螺紋孔、零部件安裝孔;c) 去除小錯位或小間隙(一般<0.5mm,也可在后續(xù)的網(wǎng)格gap中設(shè)置消除);d) 對不規(guī)則孔采用等效方孔或圓孔代替,后續(xù)轉(zhuǎn)化為Icepak可識別的opening對象;e) 對于薄板(一般<2mm),如箱體,采用面
3707
面條CAE ??? 2年前
【行業(yè)知識】鉆頭的顏色對鉆頭的選擇有影響嗎? 
為提高定位精度,可采取以下措施: 1)先鉆中心孔; 2)用立銑刀銑孔座; 3)選用切入性好、剛性好的鉆頭; 4)降低進給速度。 4、毛刺的處理 鉆削加工中,在孔的入口及出口處會出現(xiàn)毛刺,尤其是在加工韌性大的材料及薄板時。
2648
機械工程師 ??? 4年前
【米思米機械設(shè)備知識分享】- 攻絲機原理是什么有哪些應(yīng)用 
而同時決定于優(yōu)良的加工物品,不會造成粗細不同螺紋,針對薄板和輕合金屬,合成樹脂等軟質(zhì)品也能攻出完美螺紋。攻絲機同時還可以配置多軸器進行多軸同步加工,生產(chǎn)效率大大提高。
2281
MISUMI米 ??? 3年前
應(yīng)力集中系數(shù)手冊下載 
當構(gòu)件承受圖示的應(yīng)力狀態(tài)時,裂隙端點附近的應(yīng)力分布為: 當薄板或長柱在裂隙方向及其垂直方向受到均布剪力q時,其裂隙端點(裂隙形式和圖相同)附近的應(yīng)力分布為: 如果在公式中令r趨于零,則各個應(yīng)力分量的數(shù)值趨于無限大。這就表示,在裂隙的端點,應(yīng)力是無限大的。上述應(yīng)力集中現(xiàn)象及應(yīng)力集中系數(shù)的計算是在彈性力學(xué)基礎(chǔ)上確定的。
6872
分享菌 ??? 4年前
HyperMesh與ANSYS聯(lián)合仿真(一) 
下面筆者用一個簡單的 帶孔薄板拉伸( 平面應(yīng)力問題)的例子來講解一下HyperMesh與ANSYS聯(lián)合仿真的關(guān)鍵步驟及注意事項。 本例仍然使用公眾號文章《ANSYS與材料力學(xué)之軸向拉伸和壓縮(六)》中使用 的模型、載荷及邊界條件。 Step1:設(shè)置求解器選項。
4039 16 3
仿真客 ??? 3年前
焊接技巧100招 
上墊圈應(yīng)具有一個比下墊圈更大的孔,以避免上墊圈也被焊接在一起。然后通過墊圈的兩個孔進行塞焊,應(yīng)使焊縫處于下墊圈部分。操作者可以采取一些其他的方法得到足夠的熱量并進行焊接,注意要防止周圍屏柵或金屬絲網(wǎng)燒穿,見圖3(b)和(c)。 ③ 另一種方法是采用一個帶孔的金屬板條,將孔對準需要焊接的部位,并放置散熱墊圈,然后進行塞焊,見圖3(d)。
2655 2
金屬加工前沿 ??? 3年前
PCB 板為何會翹曲?其變形后為什么有這么多危害? 
薄板電鍍時需要拉直: 0.4~0.6mm 超薄多層板作板面電鍍和圖形電鍍時應(yīng)制作特殊的夾輥,在自動電鍍線上的飛巴上夾上薄板后,用一條圓棍把整條飛巴上的夾輥串起來,從而拉直輥上所有的板子,這樣電鍍后的板子就不會變形。 若無此措施,經(jīng)電鍍二三十微米的銅層后,薄板會彎曲,而且難以補救。 6.
2568 1
電子設(shè)計聯(lián)盟 ??? 3年前
沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
,孔與邊,孔與彎曲處之間有足夠距離3、彎曲半徑不能過小,折彎高度適宜4、薄板可以通過加強筋方式提高剛度和強度5、注意板料的纖維方向 厚板三合一送料機雙工位拆垛機,獨立工位機械手拆垛機械手視頻文章來源:沖壓智能制造聯(lián)盟
5977 2
金屬加工前沿 ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
比如彎曲件附加定位工藝孔沖制、成形工藝中增加變形減輕孔沖裁以轉(zhuǎn)移變形區(qū)等。好了,以上7點就是精密沖壓件在加工時必須要注意的地方,不知道看官朋友們看明白沒有呢?有什么不同的看法嗎?可以在下方評論區(qū)說出來,我們一起交流!
2175
UG編程模具設(shè)計實戰(zhàn) ??? 3年前
定位與夾緊,搞機加工你學(xué)會了嗎?
4、利用孔夾緊的夾緊器使用 5 軸加工機進行多面同時加工或者模具加工時,為了防止夾具和工具對加工造成影響,一般會選擇 使用孔夾緊的方式是比較合適的。與從工件上方進行夾緊和側(cè)面進行夾緊的方式相比,利用孔夾緊的方式對工件產(chǎn)生的負荷更小,可以有效方使工件變形。
2266
數(shù)控編程網(wǎng) ??? 3年前
做為模具人的你,精密沖壓件必須注意的7點,一定得牢記! 
比如彎曲件附加定位工藝孔沖制、成形工藝中增加變形減輕孔沖裁以轉(zhuǎn)移變形區(qū)等。好了,以上7點就是精密沖壓件在加工時必須要注意的地方,不知道看官朋友們看明白沒有呢?有什么不同的看法嗎?可以在下方評論區(qū)說出來,我們一起交流!UG模具設(shè)計/UG編程在線教學(xué)汗水不會辜負你的努力如論多忙我們都要不斷的學(xué)習(xí)充實自己,實力是價值最直觀的體現(xiàn)學(xué)習(xí)什么時候都不晚,從現(xiàn)在開始。
1900
模具設(shè)計UG編程教學(xué) ??? 3年前
“精算”那些事 第五篇: 沖壓有限元仿真知多少 
上圖為一個底盤件的案例 :翻邊與翻孔間距只有9MM 產(chǎn)品料厚3MM 。如規(guī)劃工藝為先翻邊再翻孔、其凹模最邊緣壁厚僅9MM ,其結(jié)構(gòu)強度能否滿足量產(chǎn)使用???
5568 3
金屬加工前沿 ??? 2年前
定位與夾緊,搞機加工你學(xué)會了嗎? 
4、利用孔夾緊的夾緊器使用 5 軸加工機進行多面同時加工或者模具加工時,為了防止夾具和工具對加工造成影響,一般會選擇 使用孔夾緊的方式是比較合適的。與從工件上方進行夾緊和側(cè)面進行夾緊的方式相比,利用孔夾緊的方式對工件產(chǎn)生的負荷更小,可以有效方使工件變形。
2081
機械加工網(wǎng) ??? 4年前
Moldex3D模流分析之Tokyo Seiki公司使用模流大幅減少試模次數(shù) 
透過 Moldex3D 的精密模流計算,Tokyo Seiki 公司於當?shù)厥?em>開先例提供客戶圖文並茂的 CAE 分析報告,取代簡單的數(shù)字分析,以提升客戶對於產(chǎn)品品質(zhì)的信心,此行銷策略已成功協(xié)助 Tokyo Seiki 公司開發(fā)許多新客戶。Mr.
2210
Moldex3D 中國 ??? 3年前
20條/頁 
跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓(xùn)客服
- 平臺客服
TOP
