



ZEMAX軟件技術應用專題:如何在OpticStudio中設計DOE透鏡或超穎透鏡 
請注意,POP基於標量繞射理論,因此不適用於特徵尺寸通常為次波長的超穎透鏡。有興趣嘗試在OpticStudio中設計DOE或超穎透鏡嗎?請查看OpticStudio產品頁面以了解更多訊息並獲得免費試用版。參考文獻:[1] Chen, W.T., Zhu, A.Y. & Capasso, F.
2188
w**elab86_Swsp ??? 3年前
ZEMAX軟件技術應用專題:用於數位元投影光學中均勻照明的陣列透鏡 (蒼蠅眼) 
後表面可以是平面、球面、圓錐面、多項式非球面或環形表面。這使得陣列中透鏡元件表面形狀的定義和優化具有了極大的靈活性。下圖顯示了透鏡陣列1物體,它是由7 x 5個矩形透鏡組成的透鏡陣列,每個矩形透鏡都可以看作一個球面透鏡的矩形區域。其它可以用於該應用程式的物體包括透鏡陣列2物件和六邊形透鏡陣列(Hexagonal Lenslet Array)物件。
2001
w**elab86_Swsp ??? 3年前
Ansys Zemax光學設計軟件技術教程:眼科鏡片設計 
材料庫我們可以在附件的玻璃庫OPHTALMIC.AGF找到許多常用的眼科鏡片材料。請將該檔案複製到OpticStudio的材料庫資料夾((GLASSCAT)。你可以在Setup Ribbon > Project Preferences > Folders裡面找到玻璃庫(Glass)的資料夾位置。
2212
w**elab86_Swsp ??? 3年前
ZEMAX軟件技術應用專題:如何使用ZOS-API創建飛行時間用戶分析 
ZOS-API(應用程式介面(Application Programming Interface)) 支援 OpticStudio 的連接和定制。連接應用程式和 OpticStudio 有 4 種程式模式,但它們可以分為兩大類: 完全控制(獨立(Standalone)模式和自訂擴展(User Extensions)模式),這種情況下,使用者通常完全控制鏡頭設計和使用者介面。
2080
w**elab86_Swsp ??? 3年前
Zemax光學設計技術教程:如何使用Jones Matrix表面 
任意兩種材料間的介面都可以使入射光產生偏極化的現象,而OpticStudio可以將這個結果完整的呈現。除此之外,OpticStudio也為一般的偏極化裝置提供了理想的模型。
2425
w**elab86_Swsp ??? 3年前
ZEMAX軟件技術應用專題:如何為光學相干斷層掃描系統建模 
光束應均勻地分成兩臂,其中一個在樣品體積上會聚,以最小化給定掃描的照射面積。 光源應為一束準直的寬帶光束;大帶寬意味著低相干性和高精度定位產生相干性的深度。深度掃描也稱為軸向掃描或A掃描,它根據反射到樣品中的距離來測量反射光的強度。 儘管它在OCT系統的類型之間有所不同,但深度掃描通常由參考鏡執行,以使樣品返回的光對應於樣品和參考之間的特定光程差(OPD)。
2221
w**elab86_Swsp ??? 3年前
模具銅公(電極)的加工方法和注意事項! [行業技術] ![模具銅公(電極)的加工方法和注意事項! [行業技術]](https://img.jishulink.com/upload/202207/d26821b0e69246d5a0c4d3117092d8c0.png?image_process=resize,fw_294,fh_172,)
前模開粗或光刀時通常要限定走刀范圍,要記住你所設的范圍是刀具中心的范圍,不是刀具邊界的范圍,不是刀所加工到的范圍,而大一個刀具半徑。前模開粗常用的刀路方法是曲面挖槽,平行式光刀。前模加工時分型面,枕位面一般要加工到準數,而碰穿面可以留 0.1 余量,以備配模。
2214
模具設計UG編程教學 ??? 3年前
數控編程課堂:加工中心,你真的懂嗎?干貨們!一文詳解加工中心
(3)龍門加工中心:其主軸多數為垂直設置,帶有ATC系統,并帶有可更換的主軸頭附件,系統軟件功能較多,能一機多用,適合加工大型零件。 (4)萬能加工中心:萬能加工中心即五面加工中心,具有立式加工中心和臥式加工中心的功能,工件一次裝夾后,能完成除安裝面以外的所有側面和頂面的加工。
2263 1 1
數控編程教學 ??? 4年前
UG加工環境與加工術語,工藝安排,加工初始設置 
;(7)如果未在共享數據中定義的幾何,在面銑操作對話框定義;(8)定義面銑操作對話框中的參數;(9)單擊面銑操作對話框中的生成按鈕生成刀軌。
2939
張偉一 ??? 3年前
鑄鐵試驗平臺:時間與應力的“博弈”,只為一張“不妥協”的基準面 
除了時效處理,加工環節也是這場“博弈”的重要組成部分。在粗加工、精加工、刮研過程中,工人會嚴格控制加工量、加工速度,避免因加工受力過大,產生新的內應力。每一道加工工序后,都會進行短暫的時效處理,釋放加工過程中產生的應力,確保基準面的精度不受影響。可以說,每一次加工,都是一次與內應力的“小博弈”,只為守護基準面的平整與穩定。
805
河北威岳 ??? 2月前
閥門密封面研磨的基本原理 
研磨鑄鐵、銅及奧氏體不銹鋼材料的密封面時,研磨壓力為 0.1~0.3MPa;淬硬鋼和硬質合金密封面為 0.15~0.4MPa。粗研時取較大值,精研時取較小值。 5 研磨余量 由于研磨是光整加工工序,故切削量很小。研磨余量的大小取決于上道工序的加工精度和表面粗糙度。在保證去除上道工序加工痕跡和修正密封圈幾何形狀誤差的前提下,研磨余量愈小愈好。
2095
閥門圈 ??? 4年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
②后角:后角大小對后刀面磨損及加工表面質量有直接的影響。切削厚度是選擇后角的重要條件。粗銑時,由于進給量大,切削負荷重,發熱量大,要求刀具散熱條件好,因此,后角應選擇小一些。精銑時,要求刃口鋒利,減輕后刀面與加工表面的摩擦,減小彈性變形,因此,后角應選擇大一些。③螺旋角:為使銑削平穩,降低銑削力,螺旋角應盡可能選擇大一些。
2252
UG編程模具設計實戰 ??? 3年前
模具設計之分型面的選擇,實用的資料! 
9:模具零件易于加工 選擇分型面時,應把模具分割成易于加工的零件,減小機加工難度。10:R分型 對于很多產品,分型面處有一整圈R角的,這時的分型得考慮到R最佳分型,不能出現尖的一邊。現在很多學習 UG模具設計的小伙伴越來越多,很多人問我有沒有資料第一本書看什么比較好,根據你們的需求,我將一些資料進行了分類管理,希望你們能前途無量。看下面!
4399 2
UG模具設計-UG數控編程徐老師 ??? 3年前
機床加工不同工藝能達到的最高精度有多高? 
根據產品零部件的功能不同,所需要達到的加工精度也不同,工程師所選擇的加工工藝也不會相同。 這一點極其考驗CNC機床加工工廠的加工實力和工程師的專業經驗。 (IT公差等級表)1-車床加工 。一般都進行車削工藝加工,即車刀在平面內作直線或曲線移動的切削加工。 車削加工一般對工件的內外圓柱面、端面、圓錐面、成型面和螺紋等部位及逆行加工。
2480
2103707493 ??? 2年前
塑膠件的結構設計:分型面(線)篇 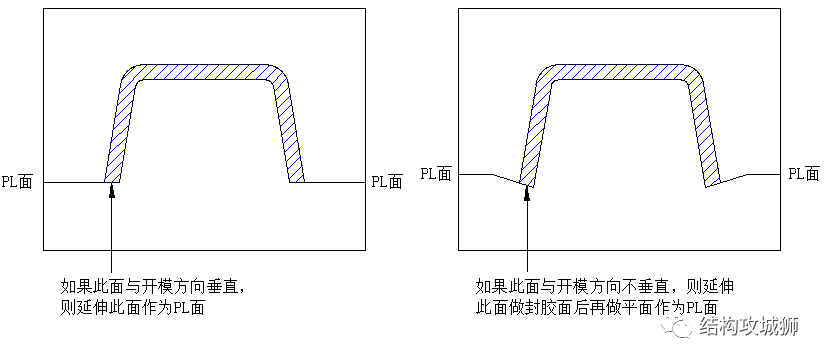
4、分型面的選擇應有利于模具的加工通常在模具設計過程中,分型面越簡單,越容易加工,加工精度就越能得到保證。下圖中,原始設計的分型面在小圓角處,帶小圓角的分型面不方便加工以及后續省模困難,優化后設計,應該分型面圓角去除。對于多個在同一側的枕位,可以考慮合并成一個大枕位,簡化分型面結構,便于加工。
11174 1
結構攻城獅 ??? 3年前
5軸機床原來這么牛:1次加工28個零件 
這樣的夾具設計,能將原本的加工時間264秒縮短到202秒(裝夾時間不計)。這意味著加工時間已經減少了23.5% 不僅如此,由于加工程序已經將零件的三個加工面合并在一個加工程序中,這樣單個程序的循環時間就變成了95分鐘,在這期間,機器一直在保持加工,無需等待操作人員的頻繁裝夾,這將大大減少操作人員的勞動強度。
2013
數控編程網 ??? 4年前
生產制造 | 產品加工-EDGECAM創建多方向坐標系 
例如下圖,當加工一個有復雜斜面的零件時,把坐標系旋轉到斜面方向,能更方便地設置刀具軸向和加工路徑方向,實現復雜零件的加工和工藝規劃,大大提高零件加工的準確性和效率,降低生產成本,提高企業競爭力。</p><p>接下來我們就以下圖模型為例,為各位講解如何在EDGECAM中創建多方向坐標系來滿足加工。
2807
海克斯康設計與仿真 ??? 1年前
不銹鋼材料加工難點分析
但是加大頂角后,鉆頭的橫刃變寬,造成切削阻力增大,因而必須對鉆頭橫刃進行修磨,修磨后橫刃的斜角為47°~55°,橫刃前角為3°~5°,修磨橫刃時,應將切削刃與圓柱面轉角處修磨成圓角,以增加橫刃強度。由于不銹鋼材料彈性模量較小,切屑層下的金屬彈性恢復大,加之加工過程中加工硬化嚴重,后角太小會加快鉆頭后刀面的磨損,而且增加了切削溫度,降低鉆頭的壽命。
2276
數控編程網 ??? 3年前
不銹鋼材料加工難點分析
但是加大頂角后,鉆頭的橫刃變寬,造成切削阻力增大,因而必須對鉆頭橫刃進行修磨,修磨后橫刃的斜角為47°~55°,橫刃前角為3°~5°,修磨橫刃時,應將切削刃與圓柱面轉角處修磨成圓角,以增加橫刃強度。由于不銹鋼材料彈性模量較小,切屑層下的金屬彈性恢復大,加之加工過程中加工硬化嚴重,后角太小會加快鉆頭后刀面的磨損,而且增加了切削溫度,降低鉆頭的壽命。
2246
數控編程網 ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
②后角:后角大小對后刀面磨損及加工表面質量有直接的影響。切削厚度是選擇后角的重要條件。粗銑時,由于進給量大,切削負荷重,發熱量大,要求刀具散熱條件好,因此,后角應選擇小一些。精銑時,要求刃口鋒利,減輕后刀面與加工表面的摩擦,減小彈性變形,因此,后角應選擇大一些。 ③螺旋角:為使銑削平穩,降低銑削力,螺旋角應盡可能選擇大一些。
2505
模具設計UG編程教學 ??? 3年前
20條/頁 
 61
61 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
