



【米思米機械設備知識分享】- 立銑刀和端銑刀種類區別有哪些 
立銑刀常用于銑鍵槽,凸臺,過中心刃的立銑刀還可以鉆孔,往上排屑。端銑刀圓盤外型,有三面刃也有上刀片的刀盤,切削速度快,吃刀深度小,走刀量小。剛性大,基本用于銑平面,大切削量,一般只能徑向進給,不能軸向鉆孔。 立銑刀使用要點如下:· 請確認被切削材料。· 請確認切削條件。
2239
MISUMI米 ??? 3年前
UG/NX 編程教程 入門UG加工模塊工具條功能詳解 
8.過切檢查:對已經生成的刀軌與工件進行過切檢查運算。9.列出過切:列出過切檢查的信息。10.進給率:對選定的刀片操作進行進給率參數調節。11.后處理:對選定程序組輸出機床運行代碼文件。十一、UG加工模塊工具條之對象操作 此工具條中的功能主要是對創建的刀片操作進行編輯處理,主要應用于后期修刀片操作。
5022
張偉一 ??? 3年前
曾經有一份工作擺在我面前,直到我撞機了... 
3)刀片的焊接工藝不正確,造成焊接應力過大或焊接裂縫。對策:①避免采用三面封閉的刀片槽結構。②正確選用焊料。③避免采用氧炔焰加熱焊接,并且在焊接后應保溫,以消除內應力。④盡可能改用機械夾固的結構4)刃磨方法不當,造成磨削應力及磨削裂紋;對PCBN銑刀刃磨后刀齒的振擺過大,使個別刀齒負荷過重,也會造成打刀。對策:①采用間斷磨削或金剛石砂輪磨削。
1927
模具設計UG編程教學 ??? 4年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇? 
當銑刀軸心線位于工件寬度之內時,切入時的最初沖擊載荷沿切削刃由距離最敏感刀尖較遠的部位承受,而且在退刀時刀片比較平穩的退出切削。對于每一個刀片來說,當要退出切削時切削刃離開工件的方式是重要的。接近退刀時剩余的材料可能使刀片間隙多少有所減少。當切屑脫離工件時沿刀片前刀面將產生一個瞬時拉伸力并且在工件上常常產生毛刺。這個拉伸力在危險情況下危及切屑刃安全。
2479 1 1
數控編程網 ??? 3年前
UG編程教程入門UG加工模塊工具條功能詳解
8.過切檢查:對已經生成的刀軌與工件進行過切檢查運算。9.列出過切:列出過切檢查的信息。10.進給率:對選定的刀片操作進行進給率參數調節。11.后處理:對選定程序組輸出機床運行代碼文件。十一、UG加工模塊工具條之對象操作 此工具條中的功能主要是對創建的刀片操作進行編輯處理,主要應用于后期修刀片操作。
2652
張偉一 ??? 3年前
U鉆:孔加工最常用的刀具之一!
U鉆的切削參數嚴格按照廠家的說明,但也要考慮不同品牌的刀片,機床的功率,加工中可以參考機床的負載值大小,做適當調整,一般采用高轉速,低進給。 5. U鉆刀片要經常檢查,及時更換,不同刀片不可裝反。 6. 根據工件的硬度和刀具懸伸的長度來調整進刀量,工件越硬,刀具懸伸量越大,走刀量應越小。 7.
2694
數控編程網 ??? 4年前
剝開工件,銑出技巧!順銑還是逆銑,如何選擇?
當銑刀軸心線位于工件寬度之內時,切入時的最初沖擊載荷沿切削刃由距離最敏感刀尖較遠的部位承受,而且在退刀時刀片比較平穩的退出切削。對于每一個刀片來說,當要退出切削時切削刃離開工件的方式是重要的。接近退刀時剩余的材料可能使刀片間隙多少有所減少。當切屑脫離工件時沿刀片前刀面將產生一個瞬時拉伸力并且在工件上常常產生毛刺。這個拉伸力在危險情況下危及切屑刃安全。
2028
數控編程網 ??? 3年前
都說鏜孔難,鏜孔為什么難? 
(容差≤0.02mm)可增加精細鏜加工步驟,鏜削余量不小于0.05mm避免加工面彈性讓刀 鏜刀對刀過程中,須注意避免鏜刀工作部(刀片和刀座)與對刀塊發生沖擊,損壞刀片及刀座導向槽使鏜刀調整值發生變化影響孔徑加工精度 鏜削加工過程中注意保持冷卻充分,增加加工部位的潤滑效果以減少切削力 各加工步驟中嚴格排屑,防止切屑參與二次切削影響孔徑加工精度與表面質量
2346
數控編程教學 ??? 3年前
MIM技術革新刀具市場,你知道嗎? 
,一端與菜刀刀片焊接后進行開鋒刀刃,另一端則裝上木頭刀柄與防滑的裝飾件等。
4244 7 3
ACMT協會 ??? 2年前
干貨分享:外圓車削技巧 
易于振動的零件一次走刀完成切削 (例如管件)建議通過一次走刀完成整個切削,以將切削力沿軸向引導至夾頭/主軸方向。
2633
數控編程網 ??? 3年前
CNC加工中出現這些問題,你懂得怎么處理嗎 
3、飛刀上刀片要測刀桿、光底面時可用一個刀片。 4、單獨出一條對刀程序、可避免R刀平刀飛刀之間的誤差。 四·撞機-編程: 原因: 1、安全高度不夠或沒設(快速進給G00時刀或夾頭撞在工件上)。 2、程序單上的刀具和實際程序刀具寫錯。 3、程序單上的刀具長度(刃長)和實際加工的深度寫錯。
2309
數控編程網 ??? 4年前
CNC加工中出現這些問題,你懂得怎么處理嗎?
三、對刀問題原因:1、操作員手動操作時不準確。2、刀具裝夾有誤。3、飛刀上刀片有誤(飛刀本身有一定的誤差)。4、R刀與平底刀及飛刀之間有誤差。 改善:1、手動操作要反復進行仔細檢查,對刀盡量在同一點。2、刀具裝夾時要吹干凈或碎布擦干凈。3、飛刀上刀片要測刀桿、光底面時可用一個刀片。
2314
數控編程教學 ??? 4年前
都說鏜孔難,鏜孔為什么難? 
同時,在確保徑向切削刀最小的情況下,使用最大刀尖半徑可獲得更堅固的切削刃、更好的表面紋理以及切削刃上更均勻的壓力分布。4、刃口處理的選用:刀片的切削刃倒圓(ER)也會影響切削力。一般而言,非涂層刀片的切削刃倒圓比涂層刀片(GC)的倒圓要小,這一點應予以考慮,特別是在長刀具懸伸和加工小孔時。
2593 1
數控編程網 ??? 3年前
“重新設計”——文具 
卷筆刀:以圓周旋轉代替鉛筆剃刀,另加一個銷固定刀片,以便在刀片變鈍時輕松更換。剪刀:設計師采用了重新設計的樞軸機構的普通剪刀原型。為了更換圍繞圓形樞軸旋轉的刀片,在剪刀軸處設立了 V形機制。
2050
工業設計學渣 ??? 3年前
CNC數控編程常規 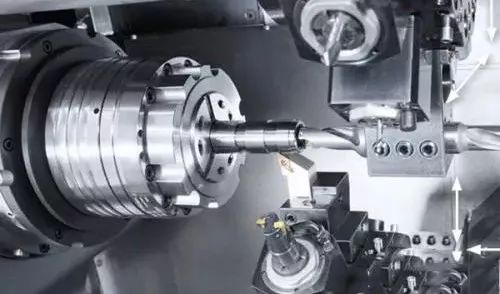
3、飛刀上刀片要測刀桿、光底面時可用一個刀片。 4、單獨出一條對刀程序、可避免R刀平刀飛刀之間的誤差。 四、撞機-編程: 原因: 1、安全高度不夠或沒設(快速進給G00時刀或夾頭撞在工件上)。 2、程序單上的刀具和實際程序刀具寫錯。 3、程序單上的刀具長度(刃長)和實際加工的深度寫錯。
3690 1
數控編程網 ??? 2年前
數控編程課堂 :這樣銑鍵槽不僅能提高加工效率,還能提高刀具壽命。 
而坡走銑是刀具直接進入實心材料中切除材料,這樣減少刀具換刀時間,可以提高效率。 好處二:提高刀具壽命。在難材料加工中,容易出現加工硬化現象,從而造成刀片某一處老磨損。那么出現這個問題怎么解決呢?清風我給出了一個簡單的辦法:調整加工參數中的(Ap)切深,也就是不要老是讓刀片一個地方去和硬化皮接觸就行了。而坡走銑的刀路正好符合這一點。
3286
數控編程教學 ??? 4年前
數控加工中心加工螺紋的三種方法
螺紋銑削的刀具分為機夾式硬質合金刀片銑刀和整體式硬質合金銑刀兩種,機夾式刀具既能加工螺紋深度小于刀片長度的孔,也能加工螺紋深度大于刀片長度的孔;而整體式硬質合金銑刀用于加工螺紋深度小于刀具長度的孔; 螺紋銑削數控編程注意點:以免造成刀具的損壞或加工錯誤。
2097
數控編程網 ??? 4年前
數控加工中心加工螺紋的三種方法
螺紋銑削的刀具分為機夾式硬質合金刀片銑刀和整體式硬質合金銑刀兩種,機夾式刀具既能加工螺紋深度小于刀片長度的孔,也能加工螺紋深度大于刀片長度的孔;而整體式硬質合金銑刀用于加工螺紋深度小于刀具長度的孔; 螺紋銑削數控編程注意點:以免造成刀具的損壞或加工錯誤。
2129
機械加工網 ??? 4年前
不銹鋼材料加工難點分析
由于陶瓷刀具有優越的耐熱性和耐磨性,切削用量對刀具磨損壽命的影響比硬質合金刀具要小。一般情況下,用陶瓷刀具加工時,進給量對刀具的破損影響最為敏感。因而,根據工件材料的性質,在機床功率、工藝系統剛度和刀片強度許可的前提下,在鏜削不銹鋼零件時,盡可能選擇高的切削速度、較大的背吃刀量和比較小的進給量。
2276
數控編程網 ??? 3年前
不銹鋼材料加工難點分析
由于陶瓷刀具有優越的耐熱性和耐磨性,切削用量對刀具磨損壽命的影響比硬質合金刀具要小。一般情況下,用陶瓷刀具加工時,進給量對刀具的破損影響最為敏感。因而,根據工件材料的性質,在機床功率、工藝系統剛度和刀片強度許可的前提下,在鏜削不銹鋼零件時,盡可能選擇高的切削速度、較大的背吃刀量和比較小的進給量。
2246
數控編程網 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
