



abaqus 顯式分析如何加載重力?
我想做車橋互制的abaqus顯式分析模型,我的模型是用一個車體以及車輪中間加一個彈簧來模擬懸掛,用隱式分析做得出來。但如果是顯式分析,在一剛開始分析將車體及車輪加載到橋面時車體以及車輪都會彈起,如果將車輪和橋面留有2mm的間距則能去除彈起的問題但分析結果仍然錯誤.....
2346 4
用戶_125334 ??? 8月前
ZEMAX軟件技術應用專題:利用Kogelnik方法模擬體積全像光柵的繞射效率 
體積全像在許多類型的光學系統中很受歡迎,例如:抬頭顯示器(HUD)、擴增實境(AR)和虛擬實境(VR)的頭戴型顯示器(HMD)。全像能夠將光線繞射到任何所需的角度,其波長和角度的選擇性使其能夠創造更輕、更緊密的光學系統。OpticStudio長期以來一直支持理想全像的模擬。然而,為了準確地說明體積全像的特性,除了考慮繞射光線的傳播方向外,還必須考慮繞射效率、材料收縮或折射率變化等因素。
2122
w**elab86_Swsp ??? 3年前
ZEMAX軟件技術應用專題:在 OpticStudio 中模擬高階雷射光束 
不幸的是,對於唯一的 e 值,這一點不會出現(還依賴於 p、m 和光束極性)。但是,確定何時產生不同的解決方案很簡單。該解決方案與相應的 Hermite-Gaussian 結果不一致(對於大 e,它們應該如此)。在這種情況下,應使用高斯束腰光束選項來模擬光束模式。雷射的一般輸出可以從近軸波動方程的解中找到。對於雷射增益孔徑中的矩形、圓形和橢圓對稱性,已經找到了該方程的三組正交解。
2057
w**elab86_Swsp ??? 3年前
Moldex3D模流分析之螺桿分析模組 
螺桿特性:?區段長度及其類型?螺紋距離及其寬度?溝槽深度材料:需要熱力學與流變性特性。Moldex3D「材料精靈」會自動提供。製程條件:必須指定如螺桿位置等運作條件。Moldex3D「加工精靈」會自動提供一些重要的製程條件。在執行 ScrewPlus 模擬後,將自動更新熔化溫度資訊。
2202
Moldex3D 中國 ??? 1年前
塑膠模具「雙色模」前模頂出設計方案以及注意事項 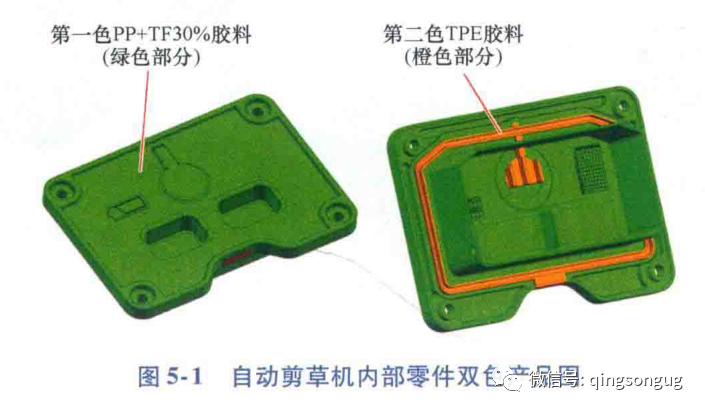
如圖所示:前模頂出,目的是防止產品粘前模,因為產品70%以上的膠位在前模,如果不追加前模頂出的話,粘模是必須,為了解決粘前模的問題,所以第一色追加前模頂出,當產品旋轉180度時,在成型第二色時,只有軟膠,而且是平面,不存在粘前模風險。注意:為了防止產品旋轉180度后在空氣中存在收縮,沒有封膠面有硬膠做避空0.1~0.2mm,封膠面做預壓0.05~0.1mm。
3640
UG模具設計材料 ??? 3年前
消失模涂料采購要點匯總:流平性、涂掛性、涂層強不開裂! 
一、消失模專用涂料產品介紹及使用方法:公司生產的消失模涂料均為干粉涂料,憑借15年消失模涂料生產經驗和耐火材料產地的優勢。專業生產出各種材質(鑄鐵,鑄鋼,高錳鋼,合金鋼,不銹鋼)的消失模鑄造涂料。我公司產品具有良好的流平性和涂掛性,涂層強度高不開裂,透氣性好,抗粘砂性能優異,剝落性好,可自然風干。
2484 1 1
鑄造工程師 ??? 3年前
新能源汽車用聚丙烯基微發泡材料應該更關注熔體粘度還是熔體強度? 
例如,在擠出吹塑過程中,既需要適當的粘度來保證物料能順利通過機頭和口模(剪切流動),又需要足夠的熔體強度來保證型坯的穩定性(拉伸流動)。選擇合適的樹脂牌號或通過改性調整兩者之間的平衡至關重要。有時需要面對權衡(trade-offs)。例如,為了提高熔體強度而增加分子量或引入長鏈分支,可能會同時提高粘度,使得加工所需的壓力和能耗增加。加工工藝參數對兩者也有顯著影響。
2358 1 1
國高材高分子材料產業創新中心 ??? 8月前
新能源汽車用聚丙烯基微發泡材料應該更關注熔體粘度還是熔體強度? 
例如,在擠出吹塑過程中,既需要適當的粘度來保證物料能順利通過機頭和口模(剪切流動),又需要足夠的熔體強度來保證型坯的穩定性(拉伸流動)。選擇合適的樹脂牌號或通過改性調整兩者之間的平衡至關重要。有時需要面對權衡(trade-offs)。例如,為了提高熔體強度而增加分子量或引入長鏈分支,可能會同時提高粘度,使得加工所需的壓力和能耗增加。加工工藝參數對兩者也有顯著影響。
2333 1 1
國高材高分子材料產業創新中心 ??? 8月前
塑料螺旋流動測試:評估材料充模能力的核心方法 
最終測得的流動長度(螺旋流動度) 即是材料在該套條件下流動性的量化體現。粘度越低,流動越長,其潛在的充模能力也越強。核心裝置:測試使用標準化的螺旋模具,通常為阿基米德螺線形,具有恒定的矩形流道截面和明確的厚度。模具中心設有進料口,材料由此注入。
2321
國高材高分子材料產業創新中心 ??? 4月前
知識篇——消失模鑄件炭黑、與皺皮缺陷怎樣消除? 
因為負壓度越高,充型速度越快,澆注時間變短,致使低粘度的液相產物來不及轉變為高粘度液相分解產物,光亮碳出現減少;負壓度越高,越有利于模樣熱解產物通過涂料層進人砂層,越有利于減少皺皮形成或出現。(8)工藝參數配合的影響:澆注溫度,澆注速度,真空度等工藝參數配合不當會引起皺皮。當澆注速度加快時,流股變粗,如果沒有相應提高真空度,常會出現皺皮。
4894 4 1
鑄造工程師 ??? 2年前
影響塑膠成型的工藝參數
>模溫低-降低熔料的流動性﹐易產生成型不足和熔接痕﹐熔料冷卻時﹐內外層冷卻不一致﹐易產 生內應力﹒總之﹐熔料溫度偏高﹕易分解﹔易產生內應力﹔熔體的表面粘度下降﹐流動性好﹐對于溫度敏感的塑料尤其是這樣﹐充模容易﹐易溢料﹑溢邊﹔收縮率加大﹐易產生凹陷﹔此外﹐結晶度下降﹔取向程度下降等﹒熔料溫度不均﹕易產生內應力﹐如實際模腔中﹐各點的溫度是不均勻的﹐熔體的流動屬非溫流動﹒熔料溫度偏低﹕不易分解﹔表面粘度大
2082
鑄造工程師 ??? 3年前
Zemax光學設計技術教程:如何使用Jones Matrix表面 
在模擬的過程中,會將入射光因為元件表面鍍膜、反射和吸收而造成的能量損耗納入考量。一般的情況下,OpticStudio可以對大多數的鍍膜或雙折射材料進行完整的分析。但有時因為分類數據報告(Prescription data)不夠齊全,在進行模擬時會需要簡化後的模型。舉例而言,當我們無法得到真實的鍍膜資訊時,OpticStudio中的理想(IDEAL)和表定(TABLE)鍍膜設定就可以派上用場。
2425
w**elab86_Swsp ??? 3年前
塑膠件的結構設計:拔模斜度篇(上) 
拔模斜度除了上面提到的方便零件從模具中取出來外,還有以下好處:減少因頂出過程中的摩擦而損壞零件表面的可能性;確保其他表面紋理和飾面的均勻性和完整性;最大限度地減少零件因頂出不順暢導致的變形;減少成型零件的磨損,減少損壞模具的機會;通過消除或減少對復雜頂出設置的需求來縮短整體冷卻時間;直接和間接降低總體生產成本。
8352 6 2
結構攻城獅 ??? 3年前
粘砂(結疤)、冷隔、氣孔?4步有效解決覆膜砂鑄件缺陷 
(2)制芯時在模具上會粘有酚醛樹脂和砂粒,必須進行及時清理并噴上脫模劑,否則會越積越多開模時會把砂芯拉斷或變形。 (3)熱芯盒模具靜模上的彈簧頂桿,由于長期在高溫狀態下工作會產生彈性失效而造成砂芯斷裂或變形。必須及時更換彈簧。
3314
鑄造工程師 ??? 4年前
模壓橡膠制品成型工藝中的問題與對策(一) 成型中的質量問題 
所 謂 模 具成 型 , 就 是 將 混 煉 膠 填充 到 金屬模具的模腔中,經過硫化成為橡膠制品 的過程。但由于模腔內殘留有空氣及硫化產 生的氣體,所以模具的結構要能夠通過由膠 料流動所形成的壓力及排除殘留的氣體。膠 料要流動并要接觸已被加熱到硫化溫度的模 具,所以,膠料要保持適當的流動性。模腔 的側面不能阻礙膠料流動,硫化后制品要具 有良好的脫模性。
3152 2
想飛更高 ??? 2年前
消失模鑄造氣孔缺陷解決方法
消失模鑄造中容易出現的氣孔缺陷:1、澆注溫度低,充型前沿金屬液不能使泡沫充分分解汽化,未分解的殘留物質來不及浮集到上面及冒口中,汽化分解生成的氣體及殘留物不能及時排出鑄型而凝固在鑄件中,另外,模樣分解不充分,液相殘留物會堵塞涂料層,使熱解氣體排出受阻,腔內形成反壓力,充型流動性下降,凝固快。
2678
鑄造工程師 ??? 3年前
Moldex3D模流分析之塑化效應分析 
它涉及具有粘性(液體狀)和彈性(橡膠狀)特性的材料的行為,并顯示出對施加應力或應變的時間依賴性響應,? 粘彈性可以應用于材料隨時間推移而變形、松弛和恢復,考慮溫度、加載速率和施加應力的持續時間等因素。? Moldex3D粘彈性分析可協助顯示填充/保壓/冷卻/退火階段的殘余應力,并提供更精確的翹曲和光學雙折射結果。
1689
Moldex3D 中國 ??? 10月前
注塑成型工藝對產品性能有何影響? 
04 模具溫度 模具溫度是指在成型過程中的模腔表面的溫度,模具溫度影響熔體的充模流動行為、制品的冷卻速度和成型后的制品性能等。模溫的設定主要取決于熔料的粘度。熔料粘度較低的可以采取低模溫注射以縮短冷卻時間,提高生產效率。熔料粘度較高的應采用高模溫注射成型。 一般說來提高模溫可以使制件的冷卻速率均勻一致,防止凹痕和裂紋等成型缺陷產生。
3244
Im智能注塑 ??? 3年前
Moldex3D模流分析SYNC之功能介紹 
射出成型中擠壓/保壓 (Packing/holding) 的過程基本上,當熔融的塑料在模穴內固化的同時,施加擠壓壓力。塑料的密度補償了塑料從熔融狀態到固態的體積收縮行為 (Volumetric contraction behavior)。保壓壓力可以設定為等于原始射出填充壓力 (一次性射出壓力),或使用更大的壓力,通常最大可以高達射出壓力的 2 倍。
2399 1 1
Moldex3D 中國 ??? 2年前
塑膠件的結構設計:拔模斜度篇(下) 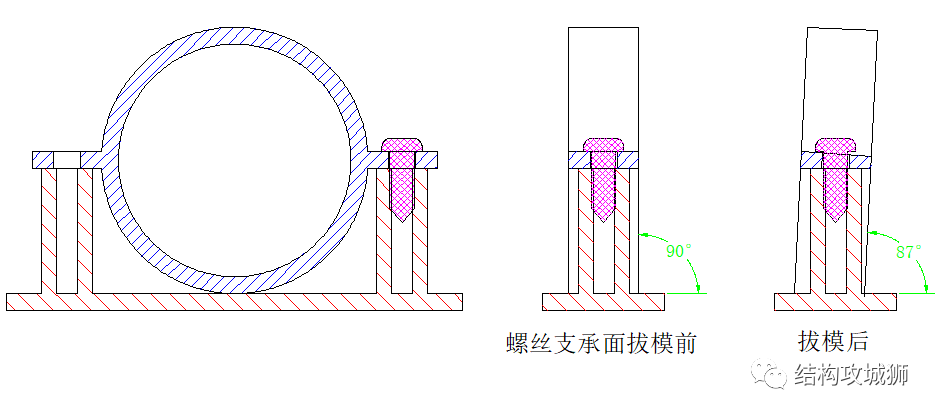
具體實現方法:金屬套筒使用低摩擦性的金屬做成,且對外表面拋光,減小與塑膠的摩擦力,套筒上設置有一整條槽,使得套筒能具有一定的彈性變形空間,與之相配的金屬內芯有一條凸起的鍵,套筒和內芯組成了模芯(FIG. 6)。
5969 5 1
結構攻城獅 ??? 3年前
20條/頁 
 7
7 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
