



Moldex3D仿真分析之運(yùn)用冷卻水路回路精靈有效建構(gòu)模具冷卻系統(tǒng) 
然而對(duì)許多大型產(chǎn)品的模具而言,水路數(shù)量多且復(fù)雜,這導(dǎo)致在分析之前,須耗費(fèi)大量時(shí)間整理模具中各群水路的進(jìn)出途徑。Moldex3D Studio的冷卻水路回路精靈提供可整理、編輯水路線條的便利工具,能有效、快速整理復(fù)雜的水路路線,加速前處理進(jìn)程;并以線條代替3D實(shí)體水路,減少網(wǎng)格生成的失敗率,提升仿真分析速度。冷卻水路回路精靈能自動(dòng)生成最長(zhǎng)的適當(dāng)水路曲線,并標(biāo)示進(jìn)出口。
1426
Moldex3D 中國(guó) ??? 1月前
模具水路設(shè)計(jì)要點(diǎn)以及注意事項(xiàng) 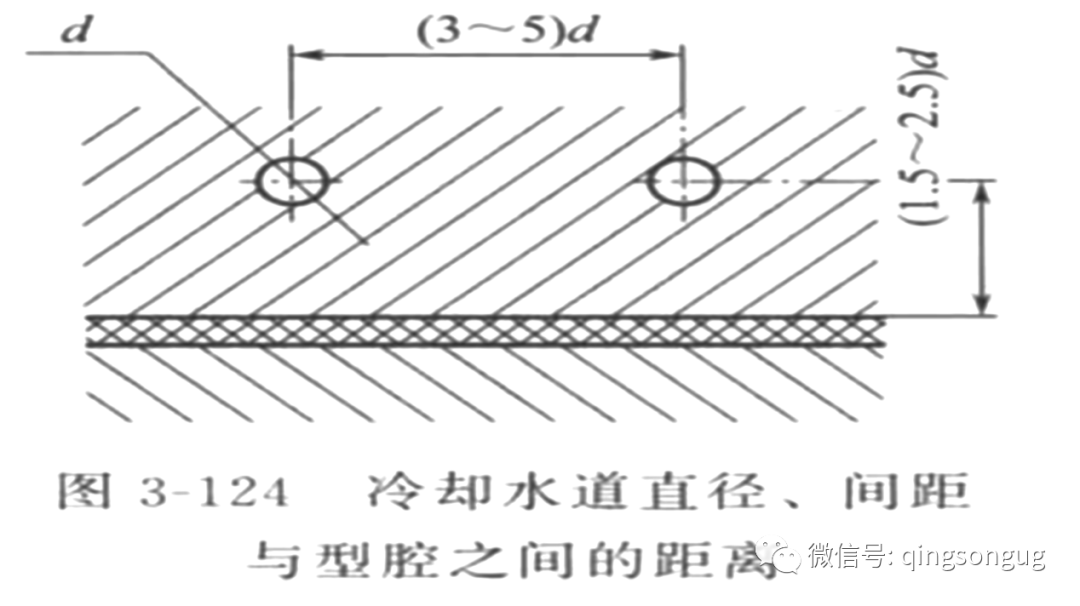
重點(diǎn):模具成型周期中冷卻時(shí)間占成型周期75%以上,所以說(shuō)水路設(shè)計(jì)是直接決定產(chǎn)品成型周期和產(chǎn)品質(zhì)量的最重要的因素。如圖所示:水路設(shè)計(jì)原則:1,水路中心距控制在水路直徑的3~5倍;2,水路與產(chǎn)品面的中心距控制在1.5~2.5倍。
12348
UG模具設(shè)計(jì)材料 ??? 3年前
Moldex3D模流分析之以Moldex3D優(yōu)化異型水路提高70%冷卻效率 
如模擬結(jié)果所示,相較于傳統(tǒng)水路,異型水路可改善69.61%的冷卻時(shí)間。圖八 實(shí)驗(yàn)和模擬結(jié)果比較:(a)傳統(tǒng)水路的冷卻時(shí)間、(b)異型水路的冷卻時(shí)間結(jié)果透過(guò)以上的研究得知,Moldex3D對(duì)于優(yōu)化異型水路是非常有用的工具。此研究結(jié)果可幫助明志科大團(tuán)隊(duì)了解異型水路可同時(shí)有效改善冷卻時(shí)間、溫度差異和產(chǎn)品變形。實(shí)驗(yàn)結(jié)果也驗(yàn)證,異型水路確實(shí)比傳統(tǒng)水路更能提高冷卻效率。
2185
Moldex3D 中國(guó) ??? 3年前
Moldex3D模流分析之層制造異型水路鑲件之設(shè)計(jì)與效能 
由于高階產(chǎn)品的開(kāi)發(fā)難度和模具成本較高,Moldex3D 模流分析在模具開(kāi)發(fā)與優(yōu)化方面提供了重要支持,能有效縮短開(kāi)發(fā)時(shí)程,降低開(kāi)發(fā)失誤,并提升整體效率。
2418
Moldex3D 中國(guó) ??? 1年前
Moldex3D模流分析之用戶經(jīng)驗(yàn)分享:美國(guó)Linear 模具制造商 
Moldex3D的其中一項(xiàng)優(yōu)點(diǎn)是,使用者可以進(jìn)行傳統(tǒng)水路與異型水路的比較,并在設(shè)計(jì)模具之前,優(yōu)先透過(guò)Moldex3D判別出模具內(nèi)部的局部冷熱點(diǎn)。異型水路是采用金屬3D打印技術(shù),因此無(wú)論是滑塊或嵌件,只要能想象得到的模具組件,皆可以透過(guò)此技術(shù)制造。一旦制造完成,嵌入的冷卻水路即可發(fā)揮預(yù)期的冷卻效果。此制程不僅達(dá)到我們所預(yù)期的冷卻效果,更成功縮短將近一半的生產(chǎn)時(shí)間,進(jìn)一步提高產(chǎn)能。
2261
Moldex3D 中國(guó) ??? 3年前
Moldex3D仿真分析之仿真驅(qū)動(dòng)和AI加速的工作流程優(yōu)化異型水路設(shè)計(jì) 
圖二、非線性主成分分析(Non-Linear Principal Component Analysis,NL-PCA)于優(yōu)化目標(biāo)選取之應(yīng)用AI作為加速器,仿真作為基石IPC團(tuán)隊(duì)再次透過(guò)上述流程驗(yàn)證異型水路設(shè)計(jì),進(jìn)一步證實(shí)該方式不僅限于單次實(shí)驗(yàn),而是一套能重復(fù)導(dǎo)入的方式,能實(shí)現(xiàn)更高質(zhì)量的模具設(shè)計(jì)、更短的成型周期。AI雖能加速探尋,但以物理為基礎(chǔ)的模擬仍是不可或缺的核心。
2318
Moldex3D 中國(guó) ??? 1月前
Moldex3D模流分析之實(shí)體水路分析實(shí)現(xiàn)虛實(shí)整合 
挑戰(zhàn)要能精確地預(yù)測(cè)冷卻結(jié)果與成型有關(guān)的潛在問(wèn)題,是一大挑戰(zhàn)。在許多情況下,預(yù)測(cè)所需的冷卻時(shí)間對(duì)于項(xiàng)目的成功與否十分關(guān)鍵。與標(biāo)準(zhǔn)冷卻設(shè)計(jì)不同,工程驗(yàn)證冷卻設(shè)計(jì)會(huì)增加模具成本;卻可能因此高度獲利。合理化模具成本的關(guān)鍵在于能否精確使用軟件預(yù)測(cè),降低整體開(kāi)發(fā)時(shí)間。
2207
Moldex3D 中國(guó) ??? 3年前
Moldex3D模流分析之3D金屬打印在模具產(chǎn)業(yè)更大更普及的應(yīng)用 
進(jìn)一步的觀察翹曲變形結(jié)果(表二),結(jié)果也顯示異形水路設(shè)計(jì)能大幅優(yōu)化了翹曲。 圖3 (a) 部件模型幾何與水路設(shè)計(jì) : (b) 原始 (c) 優(yōu)化 表一 傳統(tǒng)水路與異形水路冷卻結(jié)果比較 表二 CAE翹曲結(jié)果與改善效率比較 在完成3D金屬打印模仁后,進(jìn)行射出成型實(shí)務(wù)驗(yàn)證。透過(guò)紅外線熱顯像儀器驗(yàn)證異型水路設(shè)計(jì)可以有效將模具內(nèi)溫度帶走。
2196
Moldex3D 中國(guó) ??? 2年前
Moldex3D模流分析SYNC之模具嵌入件、冷卻系統(tǒng)、感測(cè)節(jié)點(diǎn)設(shè)定 
實(shí)體冷卻水路的形狀和尺寸不能做修改;若使用者想進(jìn)行更改,請(qǐng)使用您的 CAD 功能來(lái)修改您的模型。?完成設(shè)定后,實(shí)體冷卻水路的項(xiàng)目將出現(xiàn)在樹狀菜單中。雙擊項(xiàng)目以修改冷卻水路的形式,或是使用鍵盤上的 Delete 鍵進(jìn)行刪除。 3.
2312
Moldex3D 中國(guó) ??? 2年前
Moldex3D模流分析之抬頭顯示器反光板之蒸鍍治具模具及成形效率優(yōu)化 
如何確保治具能發(fā)揮最大功能保護(hù)制品,減少蒸鍍時(shí)的不良率將是本案例的目標(biāo)。日芯科技團(tuán)隊(duì)在模具設(shè)計(jì)前期即透過(guò)Moldex3D協(xié)助檢視及改善問(wèn)題,確保治具的平整度,將變形量能降到最低,提升成型效率,降低模具成本及未來(lái)量產(chǎn)時(shí)的潛在風(fēng)險(xiǎn)。挑戰(zhàn)產(chǎn)品平整度降低開(kāi)發(fā)成本解決方案藉由Moldex3D的模擬輔助,日芯團(tuán)隊(duì)能快速地了解并評(píng)估模具設(shè)計(jì)對(duì)產(chǎn)品平坦度的影響。
2733 2 7
Moldex3D 中國(guó) ??? 3年前
Moldex3D模流分析之Linear AMS借助Moldex3D異型水路分析縮短69%冷卻時(shí)間 
接下來(lái)進(jìn)行傳統(tǒng)水路(圖一)制程的仿真,發(fā)現(xiàn)在產(chǎn)品軸柄區(qū)域有嚴(yán)重的積熱現(xiàn)象。圖一 原始水路設(shè)計(jì)圖二 原始水路設(shè)計(jì)冷卻分析結(jié)果,顯示軸柄區(qū)域有積熱現(xiàn)象 為了縮短冷卻時(shí)間,Linear AMS更改了水路設(shè)計(jì),使水路系統(tǒng)能更貼近產(chǎn)品輪廓(圖三),軸柄處及產(chǎn)品內(nèi)外側(cè)都有水路經(jīng)過(guò)。設(shè)計(jì)變更后,再次以Moldex3D進(jìn)行仿真,分析結(jié)果顯示溫度分布均勻度有顯著的改善(圖四)。
2098
Moldex3D 中國(guó) ??? 3年前
Moldex3D模流分析之布達(dá)佩斯科技經(jīng)濟(jì)大學(xué)利用Moldex3D縮短18%冷卻時(shí)間 
解決方案研究人員試驗(yàn)了三種材質(zhì)的模具嵌件、并分別搭配傳統(tǒng)及異型水路。Moldex3D能幫助加快冷卻優(yōu)化的速度、簡(jiǎn)化作業(yè),并降低成本消耗。透過(guò)Moldex3D可視化模穴內(nèi)部的功能,BME團(tuán)隊(duì)得以檢驗(yàn)溫度分布及冷卻效率。使用異型冷卻水路時(shí),能均勻地進(jìn)行冷卻、縮短周期,以及減少翹曲(圖五、六)。
2418 4 2
Moldex3D 中國(guó) ??? 3年前
Moldex3D模流分析之冷卻系統(tǒng)圖解 
剛開(kāi)始前幾個(gè)周期,模溫會(huì)受到熔膠影響,讓模具溫度變化會(huì)較為劇烈,直到周期數(shù)目夠多之后,模溫會(huì)近似穩(wěn)態(tài)變化,單一周期內(nèi)變化幅度不超過(guò)攝氏5度甚至更少,因此,可以把模溫以周期時(shí)間平均,視為穩(wěn)態(tài)溫度。然而,在模溫變化較為劇烈的特殊制程,例如變模溫制程,單一周期內(nèi)有很大溫度變化振福,此時(shí)就不能把模溫視為穩(wěn)態(tài)溫度,而必須要以瞬時(shí)方式觀察每一個(gè)時(shí)間變化。
2633
Moldex3D 中國(guó) ??? 10月前
SLM制作模具零件 
部分設(shè)備和廠商在打印過(guò)程出現(xiàn)缺料、卡料,有可能是打印用的金屬粉末顆粒過(guò)于分散,導(dǎo)致粉末產(chǎn)生架橋現(xiàn)象,這可能是過(guò)多細(xì)粉和畸形粉造成的缺陷; 對(duì)于有隨型水路的模具零件,必須考慮到模具材料的熱性能和強(qiáng)度,水路設(shè)計(jì)已經(jīng)從以前的圓形管道(減法加工只能是圓柱鉆頭并且是直通的管道),改變成扁型水路(增加吸熱速度并能減少水路所占據(jù)的空間),如圖6所示,這個(gè)設(shè)計(jì)在電路板的導(dǎo)線也經(jīng)常出現(xiàn),等效面積但具有最寬的接觸邊和較低的空間占有
2660
ACMT協(xié)會(huì) ??? 2年前
塑膠模具與壓鑄模具在設(shè)計(jì)中的8大區(qū)別以及注意事項(xiàng) 
四、水路的設(shè)計(jì)區(qū)域1.水路防水圈需要用耐高溫有O型圈。2.水路水嘴不需要沉入模架內(nèi),方面生產(chǎn)拆裝。五、模架的設(shè)計(jì)區(qū)域1.A/B板模架需要使用P20材質(zhì)。2.前后模仁到模板底面均要比塑膠模的基礎(chǔ)上加厚20MM以上,因?yàn)閴鹤⒛5淖⑸鋲毫σ茸⑺苣4蟆?/div>
3942 2
張偉一 ??? 2年前
Moldex3D模流分析之Cool參考資料 
更進(jìn)一步來(lái)說(shuō),良好冷卻系統(tǒng)提供了均勻冷卻環(huán)境,能夠讓幫助塑件均勻收縮,減少翹曲溫度,并能確保熔膠能夠順利充滿模穴之中。 冷卻系統(tǒng)圖解 透過(guò)冷卻系統(tǒng)機(jī)制,塑件熱量持續(xù)地被冷卻液及空氣帶走,直到塑件溫度低于頂出溫度,就能讓塑件頂出。頂出后的塑件仍持續(xù)會(huì)被空氣溫度影響,直到與空氣溫度相同。
3995
Moldex3D 中國(guó) ??? 2年前
Moldex3D模流分析之冷卻系統(tǒng)設(shè)計(jì) 
剛開(kāi)始前幾個(gè)周期,模溫會(huì)受到熔膠影響,讓模具溫度變化會(huì)較為劇烈,直到周期數(shù)目夠多之后,模溫會(huì)近似穩(wěn)態(tài)變化,單一周期內(nèi)變化幅度不超過(guò)攝氏5度甚至更少,因此,可以把模溫以周期時(shí)間平均,視為穩(wěn)態(tài)溫度。然而,在模溫變化較為劇烈的特殊制程,例如變模溫制程,單一周期內(nèi)有很大溫度變化振福,此時(shí)就不能把模溫視為穩(wěn)態(tài)溫度,而必須要以瞬時(shí)方式觀察每一個(gè)時(shí)間變化。
2379
Moldex3D 中國(guó) ??? 12月前
Moldex3D模流分析之Cool Process Characteristics 
剛開(kāi)始前幾個(gè)周期,模溫會(huì)受到熔膠影響,讓模具溫度變化會(huì)較為劇烈,直到周期數(shù)目夠多之后,模溫會(huì)近似穩(wěn)態(tài)變化,單一周期內(nèi)變化幅度不超過(guò)攝氏5度甚至更少,因此,可以把模溫以周期時(shí)間平均,視為穩(wěn)態(tài)溫度。然而,在模溫變化較為劇烈的特殊制程,例如變模溫制程,單一周期內(nèi)有很大溫度變化振福,此時(shí)就不能把模溫視為穩(wěn)態(tài)溫度,而必須要以瞬時(shí)方式觀察每一個(gè)時(shí)間變化。
2294
Moldex3D 中國(guó) ??? 1年前
Moldex3D模流分析之零件質(zhì)量解決方案 
新的異型水路設(shè)計(jì)能有效優(yōu)化必要的冷卻時(shí)間,在短時(shí)間內(nèi)即可達(dá)到目標(biāo)溫度。效益? 冷卻時(shí)間縮短約 65%? 翹曲大致上減少為 25%? 整體產(chǎn)能提升至 50%案例研究為追求輕量化與節(jié)省能源,汽機(jī)車產(chǎn)業(yè)使用射出成型的塑料零件取代金屬零件的比例越來(lái)越高。在本案例中,產(chǎn)品彎曲的管狀設(shè)計(jì)造成模具內(nèi)部冷卻不易。
2360
Moldex3D 中國(guó) ??? 12月前
Moldex3D模流分析之縮短3D打印產(chǎn)品的成型周期 
新的異型水路設(shè)計(jì)能有效優(yōu)化必要的冷卻時(shí)間,在短時(shí)間內(nèi)即可達(dá)到目標(biāo)溫度。效益 冷卻時(shí)間縮短約 65% 翹曲大致上減少為 25% 整體產(chǎn)能提升至 50%案例研究為追求輕量化與節(jié)省能源,汽機(jī)車產(chǎn)業(yè)使用射出成型的塑料零件取代金屬零件的比例越來(lái)越高。在本案例中,產(chǎn)品彎曲的管狀設(shè)計(jì)造成模具內(nèi)部冷卻不易。
2418
Moldex3D 中國(guó) ??? 2年前
20條/頁(yè) 
跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
