



沖壓成形:彎曲件,沖裁件,拉伸件沖壓工藝介紹 
成形工序:彎曲、卷圓、扭曲、拉深、變薄拉深、翻邊(孔的翻邊、外緣翻邊)、縮口、擴口、起伏、卷邊、漲形、旋壓、整形、校平、壓印、擠壓(正擠壓、反擠壓、復合擠壓)。沖壓件設計注意事項沖裁沖壓件的沖壓工藝性1).沖裁件的形狀和角度:沖裁件的形狀設計應盡可能簡單、對稱,使排樣時廢料最少。
5978 2
金屬加工前沿 ??? 3年前
液壓成形,一種新的先進制造技術 
③抑制曲面零件起皺,由于成形板料下面的反向液壓作用消除了曲面零件等在凹模孔內的懸空區,使坯料緊貼凸模,并形成“凸梗”,減小了半球、錐形等復雜件拉深時的“懸空段”,有效控制了材料內皺等缺陷的發生。
3804 10 4
鑄造工程師 ??? 3年前
40個機械模具行業,鉗工類面試、筆試及現場問題解釋全在這
9、在拉深,擠壓工序中,由于模具間隙的原因,對材料的什么要求較嚴?對材料的厚度公差要求較嚴。10、沖裁時板料的分離過程大致可分為幾個階段?分別是?彈性變形、塑性變形、開裂分離。11、拉深系數越怎樣,材料拉深變形程度越大?拉深系數越小,材料拉深變形程度越大。12、什么叫冷沖壓?在常溫下進行的沖壓稱為冷沖壓。
1897
UG模具設計材料 ??? 4年前
沖壓模具常見工藝問題解決方法 
可算一個,其余的都要分開算,因為連在一起算可能影響回彈結果;常見內外圓弧或孔翻邊問題: 外圓弧翻邊,容易起趨,可用壓料翻邊,但翻邊扣,底部易卷曲,可加整形站,將壁厚擠薄處理;(還有前面1中提到的方法) 內圓弧翻邊,容易開裂,可用改變公的形狀來試,如抽孔沖關,有平端沖沒有用球頭形抽孔效果好,可參考標準件書中的抽孔沖的形狀;(還有前面2中提到的方法)產品同一位置一次以上都會有印
3242 3 1
金屬加工前沿 ??? 3年前
五金沖壓件加工廠經常用到的成形模 
五金沖壓件生產廠家在塑性成形工序常用到模具情況如下: 壓彎模、卷邊模、扭曲模常用于塑性成形工序的彎曲工序; 拉深模用于塑性成形工序的拉深工序; 起伏成形模、翻邊模、脹形模、縮口模、整形模、校平模用于塑性成形工序的成形工序; 用于五金沖壓生產的塑性成形工序的沖壓模具還有:壓印模、冷擠壓模、頂鐓模以及用于以后鉆孔定心的錐形凸模。
2112
東一金屬 ??? 2年前
電池殼成形技術研究 
之后,從兩側掃描預成形件,以檢測裂縫或變形。超出規格的產品將會被移除,以防在接下來的工藝中導致停機。在下一個步驟中,預成形杯將會通過四個通道進入到一臺300 噸后處理壓力機的一模四件模具中。除了變薄拉深外,還可以集成精沖或整形校準等功能。然后,將殼體倒置在切邊機中。剪切頭從內到外以擺動的方式工作,避免內部出現毛刺。在進行清洗、干燥與通過視像檢測后,就可以進行使用了。
2977 1
FMMM ??? 4年前
【產品設計】鈑金件常用的結構設計形式,鉤,橋,彈片。。。你都聽說過嗎? 
圖7 圖8 4、彈片 把鈑金件的三面開長的工藝孔,形成一個長條鈑金,就形成了一個彈片。一般來說這種彈性比較差,不能象彈簧一樣使用。圖9左是其使用的典型形式,在一個折成盒狀的鈑金件中間裝入硬件,主要是用來消除硬件與鈑金件裝配時的間隙,起到彈片的作用。
4197
機械工程師 ??? 4年前
手表里用鑷子才能夾起來的超小零件,在機床上是怎么加工的? 
原動系是儲存和傳遞工作能量的機構,通常由條盒輪、條盒蓋、條軸、發條和發條外鉤組成。發條在自由狀態時是一個螺旋形或 S形的彈簧,它的內端有一個小孔,套在條軸的鉤上。它的外端通過發條外鉤,鉤在條盒輪的內壁上。上條時,通過上條撥針系使條軸旋轉將發條卷緊在條軸上。發條的彈性作用使條盒輪轉動,從而驅動傳動系。
2111 2 2
數控編程教學 ??? 4年前
談談車用保險絲的系統選型方法 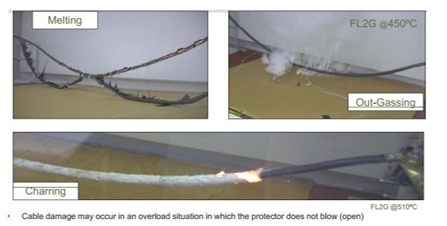
由兩個片形插頭式輸入輸出端子與一個保險絲組成的電導體件和一個絕緣體組件所構成。也叫做插頭式、插片式、插刀式熔斷器。常見的型號有AUTO,FKS,MINI,FK1,MAXI,FK3,LP-MINI。 插入式熔斷器(cartridgefuses)。由兩個片形插座式輸入輸出端子與一個保險絲組成的電導體件和一個組合的絕緣體組件所構成。也叫做插座式熔斷器、盒式熔斷器。
2788 1 1
芝能汽車 ??? 3年前
精沖工藝與旋壓工藝,高技術含量的制造工藝 
旋壓可以完成各種復雜鈑金零件,是一種特殊成形方法,完成拉深、翻邊、縮口、脹形和卷邊等加工。
2623
模具設計UG編程教學 ??? 3年前
弱電工程中常用線槽及管有哪些規格?如何選擇?施工需注意什么? 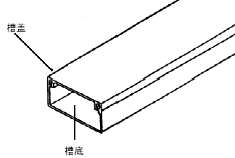
在普通橋架中,有以下主要配件供組合:梯架、彎通、三通、四通、多節二通、凸彎通、凹彎通、調高板、端向聯結板、調寬板、垂直轉角聯接件、聯結板、小平轉角聯結板、隔離板等。
3687
智能化弱電工程設計與施工 ??? 3年前
汽車線束制造過程中的工藝防錯 
帶有保險盒的線束,采用對應線束型號且帶有不同顏色標識的多孔漏板,能有效的預防保險片、繼電器安裝錯誤。 需要在流水線下線后安裝橡膠件、護殼的線束,可以在橡膠件、護殼安裝工位安裝仿形的模塊來保證橡膠件、護殼的安裝尺寸、方向。
2518
線束專家 ??? 4年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
二.沖壓工藝計劃規劃及最佳工藝設計1.依據沖壓零件的形狀尺度,開始斷定沖壓工序的性質,如:沖裁、曲折、拉深、脹形、擴孔等沖壓模具規劃的辦法與過程沖壓模具規劃的辦法與過程。2.核算各沖壓成形辦法的變形程度。若變構成度超過極限變形程度,應核算該工序的沖壓次數。3.依據各工序的變形特色和質量要求,組織合理的沖壓次序。
2009
UG編程模具設計實戰 ??? 3年前
基于Hypersizer的機翼結構布置優化設計探討 
當前大型民用飛機機翼多采用雙梁多肋式結構布局形 式,沿機翼展向布置前、后梁和長桁,翼梁之間布置多個 翼肋。機翼盒段長桁和翼肋的數量直接影響了壁板的承載 能力,選擇合理的機翼布置參數有利于傳遞載荷和減輕結 構重量。在飛機初步設計階段,機翼結構布置的主要設計 優化目標是確定最優的長桁間距和肋間距,使得翼盒的結 構重量最小。
4767 7 1
Whitney ??? 2年前
沖壓模具設計前的規劃與步驟 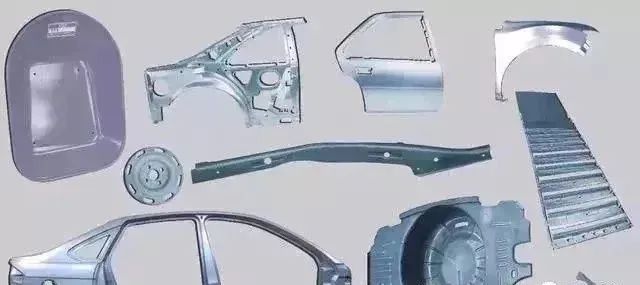
二.沖壓工藝計劃規劃及最佳工藝設計 1.依據沖壓零件的形狀尺度,開始斷定沖壓工序的性質,如:沖裁、曲折、拉深、脹形、擴孔等沖壓模具規劃的辦法與過程沖壓模具規劃的辦法與過程。 2.核算各沖壓成形辦法的變形程度。若變構成度超過極限變形程度,應核算該工序的沖壓次數。 3.依據各工序的變形特色和質量要求,組織合理的沖壓次序。
4402 2
金屬加工前沿 ??? 2年前
沖壓模具設計的方法與步驟:一個保證不出問題的方法 
二.沖壓工藝計劃規劃及最佳工藝設計1.依據沖壓零件的形狀尺度,開始斷定沖壓工序的性質,如:沖裁、曲折、拉深、脹形、擴孔等沖壓模具規劃的辦法與過程沖壓模具規劃的辦法與過程。2.核算各沖壓成形辦法的變形程度。若變構成度超過極限變形程度,應核算該工序的沖壓次數。3.依據各工序的變形特色和質量要求,組織合理的沖壓次序。
2189
模具設計UG編程教學 ??? 3年前
金言 | 我對鍛壓行業高質量發展的認識-鍛壓行業的重要性 
成形工序:毛坯或零件改變形狀的工序,包括拉深、彎曲、脹形、縮口、刻印、起伏成形、翻邊、局部擠壓、熨薄和整形等。 復合工序:該類工序包含沖(孔)裁、落料和成形等兩種以上工序,主要是通過復合模或連續(級進)模來實現。
4601 5
數控編程網 ??? 3年前
彈簧的類型及其性能與應用 
十二、膜片及膜盒波紋膜片用于測量與壓力成非線性的各種量值,如管道中液體或氣體流量,飛機的飛行速度和高度等。平膜片用作儀表的敏感元件,并能起隔離兩種不同介質的作用,如因壓力或真空產生變形柔性密封裝置等。膜盒兩個相同的膜片沿周邊連接成盒狀。
3022
CAM課堂 ??? 3年前
機電安裝工程可視化工藝標準作業清單 
3)安裝時應先將風機殼體上的電氣接線盒拆下,移至墻面適當位置,電源線經套管引到接線盒。接線盒位置、埋管方式應在電氣施工圖中表示。4)圖2適用于電氣接線盒不可拆卸的、但風機整體能從套筒內取出的軸流式通風機安裝。5)圖2中筒體各部件均為焊接,焊縫高度不應小于被焊件最小厚度。6)所有金屬構件外露部分均應清楚浮銹后刷防銹底漆兩道、調和漆兩道。7)圖1中 L值根據風機型號和墻體厚度確定。
3882
機電安裝 ??? 3年前
孔板閥的知識都在這里 
(2)安裝節流件用得直管段應該是光滑的,如不光滑,流量系數應乘以粗糙度修正稀疏。(3)為保證流體的流動在節流件前1D處形成充分發展的紊流速度分布,而且使這種分布成均勻的軸對稱形,所以:1) 直管段必須是圓的,而且對節流件前2D范圍,其圓度要求其甚為嚴格,并且有一定的圓度指標。
2666
化工設備人 ??? 4年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
