



激光深熔焊接的原理及主要工藝參數
4) 由于平均熱輸入低,加工精度高,可減少再加工費用;另外,激光焊接運轉費用也較低,從而可降低工件加工成本。5) 對光束強度和精細定位能有效控制,容易實現自動化操作。 激光深熔焊的缺點 1) 焊接深度有限。2) 工件裝配要求高。
3589 3
化工設備人 ??? 4年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設計 
配合間隙要大于常規間隙,以降低沖壓加工力.在小徑孔加工時,若采用常規間隙加工,則會使沖壓面拉長.同時亦是沖裁廢料留積凹模的原因.小孔沖裁最常見的問題,就是沖針容易斷,如果模具導向精度高,沖壓生產材料的表面硬度不高的話,相信使用上面的方法,還是很有保障的.
1959
UG編程模具設計實戰 ??? 4年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設計 
配合間隙要大于常規間隙,以降低沖壓加工力.在小徑孔加工時,若采用常規間隙加工,則會使沖壓面拉長.同時亦是沖裁廢料留積凹模的原因.小孔沖裁最常見的問題,就是沖針容易斷,如果模具導向精度高,沖壓生產材料的表面硬度不高的話,相信使用上面的方法,還是很有保障的. 學無止境,沒有最好,只有更好。
2061
模具設計UG編程教學 ??? 4年前
鉆頭分多少種?十個有八個答不上來 
3、超硬鉆頭:鉆身之前端或全部以超硬合金刀具材料制成,使用于加工材料之鉆孔加工。 4、油孔鉆頭:鉆身有兩道小孔,切削劑經此小孔到達切刃部份以帶走熱量及切屑,使用此鉆頭一般工作物旋轉而鉆頭靜止。 5、深孔鉆頭:專門用于加工深孔的鉆頭。在機械加工中通常把孔深與孔徑之比大于6的孔稱為深孔。深孔鉆削時,散熱和排屑困難,且因鉆桿細長而剛性差,易產生彎曲和振動。
2259
機械加工網 ??? 3年前
6種先進的焊接工藝技術!你了解幾種? 
在高壓金屬蒸氣作用下,工件表面被迅速“鉆”出一個小孔,也稱之為“匙孔”,隨著電子束與工件的相對移動,液態金屬沿小孔周圍流向熔池后部,并冷卻凝固形成焊縫。▲電子束焊接機電子束焊接的主要特點電子束穿透能力強,功率密度極高,焊縫深寬比大,可達到50:1,可實現大厚度材料一次成形,最大焊接厚度達到300mm。
2830
金屬加工前沿 ??? 3年前
兩機葉片丨中科院寧波材料所:激光極端制造助力航空發動機氣膜孔高質量加工 
例如,2013年,劉新靈等人發現飛秒激光加工單晶高溫合金,仍存在著不大于3μm的重鑄層,孔壁上棱狀加工痕跡和部分孔壁上的微裂紋明顯;2017年,張學謙等人使用飛秒激光旋切掃描帶熱障涂層,發現孔的入口處附著黑色殘渣,加工次數增加后愈發嚴重。這在一定程度上表明,飛秒激光加工仍無法完全實現理論上的“冷加工”,大深徑比深小孔加工仍存在熱影響等影響,并且加工效率較低。 圖3.
3248 5
aero-engine ??? 2年前
[VirtualLab] 產生長焦深Bessel光束的HOE設計 ![[VirtualLab] 產生長焦深Bessel光束的HOE設計](https://q5.itc.cn/images01/20260401/0acee101ae4f487cb93ca8eab73b4f92.png)
背景介紹在光學成像、激光加工、粒子操控和光數據存儲等領域,焦深(Depth of Focus, DOF)與橫向分辨率之間的矛盾是與生俱來的。對于傳統的高斯光束照明,焦深與數值孔徑(NA)的平方成反比,而橫向分辨率與NA成反比——這意味著提高分辨率必然導致焦深急劇縮短。
936
信光嗎 ??? 1月前
焊接方式不只電焊,還有這些焊接方式你可能沒聽過 
是激光材料加工技術應用的重要方面之一。 一般采用連續激光光束完成材料的連接,其冶金物理過程與電子束焊接極為相似,即能量轉換機制是通過“小孔”(Key-hole)結構來完成的。 孔腔內平衡溫度達2500 0C左右,熱量從這個高溫孔腔外壁傳遞出來,使包圍著這個孔腔四周的金屬熔化。
2339
機械加工網 ??? 4年前
數控編程課堂 :這樣銑鍵槽不僅能提高加工效率,還能提高刀具壽命。 
比如計算出每刀切深#30,有了每刀切深,我就可以通過總深#11除以每刀深度,從而計算出加工次數。 有了加工次數,我們可以利用宏程序語句來設置條件,讓程序一直循環加工,至到加工到尺寸。 但是計算出的加工次數,我們把小數部分取整了,如果安照每刀切深#30來計算的話,那么會存在過切,所以又通過總深度除以加工次數,來計算實際每刀切削深度。
3287
數控編程教學 ??? 4年前
【材料知識】動圖實例講解材料連接工藝大全,值得收藏 
是激光材料加工技術應用的重要方面之一。一般采用連續激光光束完成材料的連接,其冶金物理過程與電子束焊接極為相似,即能量轉換機制是通過“小孔”(Key-hole)結構來完成的。孔腔內平衡溫度達2500 0C左右,熱量從這個高溫孔腔外壁傳遞出來,使包圍著這個孔腔四周的金屬熔化。
2525
機械工程師 ??? 4年前
復雜深孔的高效加工方法! 
在最佳數量的刀片上進行負載平衡和優化切削作用可允許更高的穿透率,從而縮短加工時間。在精度方面,小公差是深孔加工的專長,其中70%的孔具有同心內徑,典型公差0.2mm,直徑公差20微米。 偏離中心線的深孔 孔鉆削時對刀具和應用專有技術要求很高的另一個例子是加工發電站發電機軸中非常深的孔。
2268
數控編程網 ??? 3年前
iPhone 5c樹脂機殼“不像樹脂”的秘密 
這種加工方法非常簡單,只要制造出模具,基本上任何造型都不在話下。因為能夠自由加工形狀,在使用注塑成型法制造樹脂外殼時,一般會把外殼必需的所有元素都集中到1次加工中。例如,在外殼內側鑲嵌名為“肋板”的加固板,同時還要在外殼上加工出用來固定內部部件的螺絲孔。鑲嵌攝像頭鏡頭的小孔也會事先準備好,可以說,在1次成型中形成幾乎所有元素是制造樹脂外殼的“常識”。
2254
結構攻城獅 ??? 4年前
焊接人必懂的6種先進焊接工藝!漲知識了… 
在高壓金屬蒸氣作用下,工件表面被迅速“鉆”出一個小孔,也稱之為“匙孔”,隨著電子束與工件的相對移動,液態金屬沿小孔周圍流向熔池后部,并冷卻凝固形成焊縫。 ▲電子束焊接機 電子束焊接的主要特點 電子束穿透能力強,功率密度極高,焊縫深寬比大,可達到50:1,可實現大厚度材料一次成形,最大焊接厚度達到300mm。
2867 1
化工交流 ??? 3年前
U鉆:孔加工最常用的刀具之一!
使用U鉆加工時,刀片出現磨損或破損時,要仔細分析原因,更換韌性更好或更耐磨刀片。9. 使用U鉆加工階梯孔時,一定要先從大孔開始加工,再加工小孔。 10. U鉆使用時注意切削液要有足夠的壓力,以便將切屑沖出。11. U鉆上中心和邊緣所使用的刀片是不同的,千萬不可錯用,否則將會損壞U鉆刀桿。12.
2696
數控編程網 ??? 4年前
海洋金屬加工與水下機器人:用于海洋科技與定制船艇配件的精密CNC加工指南 
隨著海洋機器人潛得更深、船艇技術更先進,對精密制造的需求越來越高。無論是 水下機器人零件、鋁船配件,還是定制船艇五金件,一鑫精密都可提供高精度CNC加工與工程支持,為極端海洋環境而生產。
2622
2103707493 ??? 6月前
Zemax案例 | 基于Zemax超細內窺鏡光學系統的設計 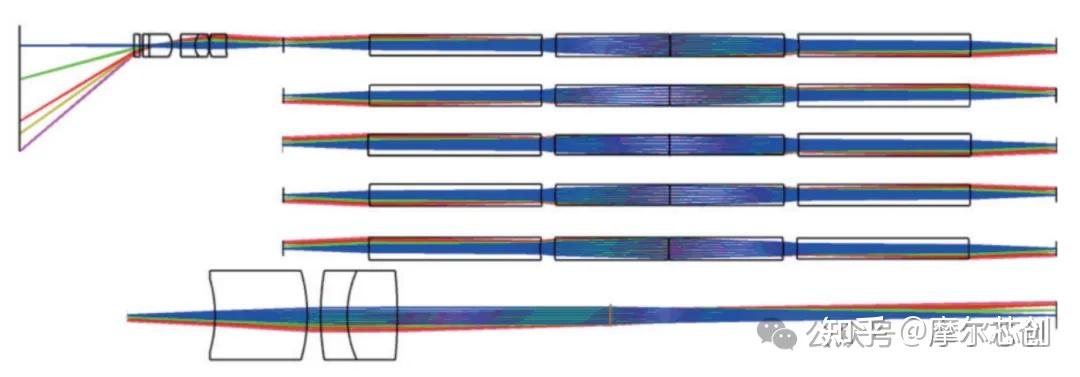
超細內窺鏡的行業痛點超細內窺鏡與常規內窺鏡的核心差異在于“細徑”需求——需通過直徑4mm以內的小孔完成檢測任務,部分醫用場景下透鏡通光直徑甚至小于1mm。
2111
摩爾芯創 ??? 4月前
工藝尺寸鏈分析的重要性 
? 多尺寸保證 圖3中小孔在粗加工階段已經加工完成,主設計基準A在最后面加工保證,與主設計基準有關的尺寸有4個:10、H、8、12。兩個工序中,小孔中心與左端面的距離不變,因此H值由10、8、12 三個尺寸共同來保證。 工藝尺寸鏈的解算步驟由上所述,要利用尺寸鏈原理來分析相互關聯的工序尺寸及余量的變化規律。
4104 1 1
安世亞太 ??? 3年前
26種方法教你取出斷在孔里的絲錐! 
(缺點:a、對大型工件無用,無法放入電火花機床工作臺;b、耗時;c、太深時容易積碳,打不下去。) 19、用合金鉆頭打(缺點:a、容易破壞原有孔;b、對硬質斷入物無用;c、合金鉆頭較脆易斷。) 20、現在有一種用電加工原理設計制造的便攜式工具機,能輕松快速將斷螺絲、斷絲錐鉆頭取出。
2860
機械學霸 ??? 4年前
CNC加工振動問題的原因和對策
剛性差的夾具: 1)評估切削力的方向,提供足夠的支撐或改進夾具 2)通過減少切深ap來降低切削力 3)選擇具有更鋒利切削刃的疏齒和不等齒距銑刀 4)選擇具有小刀尖圓弧半徑和小平行刃帶的槽型 5)選擇細晶粒無涂層刀片或薄涂層刀片6)避免在工件受到的支撐不足以抵抗切削力的情況下進行加工軸向剛性差的工件 1)考慮使用具有正前角槽型的方肩銑刀
2016
數控編程教學 ??? 4年前
T型槽鑄鐵平臺加工工藝拆解:每一道工序都“講究”,不服不行 
第三道工序:粗加工。講究“留余量、穩切削、控應力”。時效完成后的毛坯,進入粗加工環節。龍門銑床對臺面、底面進行初步切削,去除多余余量,修整外形尺寸。加工過程嚴控切削速度與深,避免產生新的內應力,同時為精加工預留合理余量,不急于求成,不盲目切削。粗加工后,還會進行短暫時效處理,進一步釋放加工應力,步步為營。 第四道工序:精加工。講究“高精度、嚴公差、平如鏡”。
1228
河北威岳 ??? 1月前
20條/頁 
 21
21 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
