



Ansys Zemax光學設計軟件技術教程:眼科鏡片設計 
因此很明顯的,對於一個已知屈光率的鏡片,在不參考任何配戴者或使用環(huán)境等相關條件的情況下,我們無法製造出擁有最佳成像品質的光學設計。站在眼鏡設計者以及製造商的立場,較為關注的問題會是能否使基本曲線設計近可能符合商業(yè)的需求 (例如美觀和成本) ,同時盡可能的考慮所有設計參數(shù)。當然,成像品質的改善和使用者視力的維護也必然是設計時不容忽視的考量。
2212
w**elab86_Swsp ??? 3年前
ZEMAX軟件技術應用專題:智慧型手機鏡頭模組 
注塑成型塑料通常用於以低成本大批量生產此類鏡片。設計需求智慧型手機鏡頭通常必須在寬視野和低 f 值下工作。隨著手機變得更薄,軌道總長度通常小於 5 毫米。 OpticStudio 中可用的表面類型範圍,包括 Even 和 Q 型非球面,為設計人員提供了滿足規(guī)格的靈活性。雖然性能要求至關重要,但確保設計可以製造並在構建時性能良好也同樣重要。這裡有許多考慮因素。
2042
w**elab86_Swsp ??? 3年前
Moldex3D模流分析之Tokyo Seiki公司使用模流大幅減少試模次數(shù) 
以 DVD 光碟機的內部機構件為例,除了平整度的要求外,由於原始設計的流道重於成品體積(20g:16g),而客戶要求 Tokyo Seiki 減輕流道重量,經(jīng)過五次的變更設計分析,流動指數(shù)的比較為 88%:99%,流道與成品體積比較為 10g:16g。
2210
Moldex3D 中國 ??? 3年前
拓撲優(yōu)化在注塑件設計中的應用 
然而,與水平集方法相比,基于密度的優(yōu)化方法可以獲得更可接受的優(yōu)化形狀,更適合于注塑件的設計。雖然優(yōu)化結果比較粗糙,但對CAD設計仍具有一定的指導意義,新設計的魯棒性滿足相關要求。此外,與一般設計流程相比,殼體減重約20%說明拓撲優(yōu)化比手工優(yōu)化設計更有效、更智能。
4755 4 3
張偉一 ??? 2年前
注塑調的不僅是機器,更是材料!塑料性能參數(shù)對注塑成型工藝的影響 
例如,對于一些結構件或承載件,如選用低MFR的PC或ABS,工藝上就必須采用較高的注塑壓力和充足的保壓來驅動熔體并補償收縮。MFR數(shù)據(jù)直接指導著注塑機的螺桿選擇。高MFR材料應搭配壓縮比較小的螺桿,以防止過度的剪切熱導致降解;而低MFR材料則需要壓縮比較大、剪切作用較強的螺桿,以確保塑化均勻。
2715 1 1
國高材高分子材料產業(yè)創(chuàng)新中心 ??? 8月前
讓注塑產品“光鮮亮麗”的高光注塑技術是什么? 
隨著塑料件的應用日趨廣泛,以及人們對于環(huán)保,安全的意識逐漸增高,蒸汽無痕高光注塑已逐漸成為未來注塑領域的前沿和流行的技術.文章來源:新材料研習社免責聲明:本文系網(wǎng)絡轉載,版權歸原作者所有。如涉及版權,請聯(lián)系刪除!
2728
Im智能注塑 ??? 3年前
溫度、壓力、速度,這些注塑工藝怎么調? 
注塑壓力 這是引起塑料流動的壓力,可以用在射嘴或液壓線上的傳感器來測量。它沒有固定的數(shù)值,而模具填充越困難,注塑壓力也增大,注塑線壓力和注塑壓力是有直接關系。 第一階段壓力和第二階段壓力在注塑周期的填充階段中,可能需要采用高射壓,以維持注塑速度于要求水平。模具經(jīng)填充后便不再需要高壓力。
2359 1
高分 ??? 4年前
提高薄壁注塑加工精度的四個技巧 
塑膠件的應用范圍越來越廣泛,從簡單的餐具、廚具到復雜的機械零部件、電子產品外殼等都有用到塑膠件,然而對于電子產品外殼等精密度要求較高的塑膠件,在注塑制造的時候從模具制造開始就要重視其精度要求。 而在塑膠件注塑加工階段的精度由哪些因素決定?我們又該如何來提高薄壁注塑加工件的精度呢?
2458 1
高分 ??? 4年前
注塑人要收藏的注塑生產不良缺陷原因
一、注塑件常見品質問題塑膠件成型后,出現(xiàn)一些不良問題,會影響裝配效率或整機性能,與預定的質量標準(檢驗標準)有一定的差異,不能滿足公司的品質要求。除了加強員工的質量意識培訓、對有不良的配件及時處理(比如挑選、加工等);這些缺陷可能是由如下幾方面造成:模具、原材料、工藝參數(shù)、設備、環(huán)境、人員。
3275
Im智能注塑 ??? 3年前
汽車行業(yè)對注塑機所產生的影響 
從現(xiàn)有的汽車使用情況來看,汽車的內外飾件都依賴于塑料注塑零件生產,因此汽車行業(yè)對注塑機是具有深遠影響的。那么汽車配件有哪些典型的注塑件呢?(一)保險杠保險杠等外飾零件主要采用的材料是PP+EPDM、PC/PBT以及滑石粉改性產品。PP+EPDM用于中低檔車型的保險杠產品注塑,PC/PBT用于高檔轎車。
2026
Im智能注塑 ??? 3年前
【干貨】雙色模具的設計及注塑成型
之間,避免縮水;E、就目前而言不推薦做帶主鏡片的雙色注塑,模具和產品成本太高,對模具廠家的設備和技術水平有相當?shù)?em>要求,做的話,需要對方給出整個一個流程的解決詳細方案供評估,針對中間的環(huán)節(jié)都需要審查;F、對于大面積的雙色注塑件,兩個關鍵的測試是跌落和冷熱沖擊,在這兩個測試里面,透明件和非透明件容易脫開。
3559
張偉一 ??? 3年前
6個注塑機故障維修步驟,趕緊實施起來! 
如性能滿足要求則交付使用,如不滿足要求則重新確定故障部位。第六步 記錄并反饋1.收集有價值的資料及數(shù)據(jù)如注塑機故障發(fā)生的時間、故障現(xiàn)象、停機時間、修理工時、修換零件、修理效果、待解決的問題、結算費用等,按規(guī)定的要求存入檔案。
2600 2
高分 ??? 4年前
分析比較:3D打印與傳統(tǒng)CNC、注塑和金屬注射成型之間的工藝差異 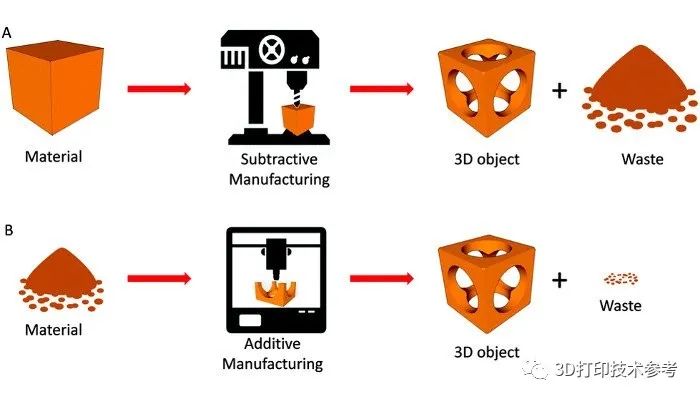
對于原型制造和小批量生產,比如幾萬件,選擇前者是不錯的選擇。但是MIM在大批量生產時更具成本效益,比如幾十萬件以下可以選擇MIM工藝。除了產量是決定性因素之外,還有其他的原因。由于脫脂的限制,MIM不能做太大和厚實的零件。一般MIM零件的質量在500g以下范圍,所以對于大尺寸零件,傾向于選擇3D打印工藝。
3214
南極熊3D打印 ??? 3年前
注塑機這5種調機技巧你是否掌握了??---1
在此要提醒注意的是,由于射膠停止之后熔膠還會有一點慣性膨脹過程,所以實際出模的啤件與停止射膠時的那一瞬間的形狀會有一點出入。實際起級點應該比看到的啤件要早一些。 這一技巧可以說是每個注塑技術人員必須學會運用的,否則調機技術就不可能有很大的提高,更不可能達到高級技術的水平。
2674 1
PA尼龍塑料注塑模具高分子聚 ??? 3年前
塑膠件的結構設計:拔模斜度篇(上) 
05 拔模斜度設計的原則保證出模要求保證結構功能保證外觀要求一、保證出模要求1、模具打開后,塑膠件需留在后模一側,利于最后頂出塑膠件從模具中取出來,需要分兩個步驟:1)首先,塑膠件外表面與前模型腔壁分離,此步驟一般模具無額外的輔助分離結構,因此塑膠件外側表面與型腔壁之間的摩擦力盡量小。
8351 6 2
結構攻城獅 ??? 3年前
UG NX注塑模具設計教程之2D排位實例講解 
鑲件、虎口、枕位、基準角設計為模具更好加工和排氣以及模具壽命的考慮,設計時需適當?shù)脑O計鑲件。虎口的作用是防止前、后模注塑時錯位而設計,一般小模具15X15X5或20X20X5做10度的對插,為了好加工倒R5圓角過度。產品邊緣有缺口時先考慮用枕位,再考慮插穿。基準角是為了加工時好區(qū)分方向和裝模時的對照點。零件上的基準角是加工取數(shù)用的。
9197
張偉一 ??? 3年前
塑膠件實現(xiàn)類似金屬拉絲效果的工藝方法 
另外燙金轉移法對制品的表面要求比較嚴格,目前一般在板材、平面或有規(guī)律曲面應用燙金的比較多。像造型比較復雜的,不規(guī)則形狀的,或者帶有圓角的制品,基本上就無法采用燙金轉移法。上述三種都能表現(xiàn)塑膠件帶金屬拉絲效果,具體應用要根據(jù)實際情況選擇,比如產品的需求、應用環(huán)境、設計要求等綜合考慮。
3232 3 2
結構攻城獅 ??? 3年前
【專業(yè)知識】一張圖讓你看清注塑模具的結構組成! 
按工藝和制造要求,有時型芯和凹模由若干拼塊組合而成,有時做成整體,僅在易損壞、難加工的部位采用鑲件。 3.調溫系統(tǒng): 為了滿足注射工藝對模具溫度的要求,需要有調溫系統(tǒng)對模具的溫度進行調節(jié)。對于熱塑性塑料用注塑模,主要是設計冷卻系統(tǒng)使模具冷卻(也可對模具進行加熱)。
2970
機械工程師 ??? 4年前
新能源領域電連接器冷熱沖擊CAE仿真分析初探 
總結: 綜上所述,電連接器領域的冷熱沖擊仿真分析,需要考慮界面接觸、注塑殘余應力、玻纖方向、熔接線的影響,對于有玻纖的材料,需要使用Digimat等軟件進行復合材料擬合,與模流軟件及結構類軟件進行聯(lián)合仿真,CAE仿真分析結果可能才會趨于實際試驗結果; 此次分析結果沒有考慮嵌入件在合模、注塑過程的預應力影響,在實際產品注塑過程中,嵌入件合模受壓或者注塑過程因為注塑壓力不均導致嵌入件有預應力存在
3285 2 1
王毅 ??? 7月前
二手立式注塑機螺桿的修復與更換 
螺桿的螺紋外徑加工,應根據(jù)兩零件的配合間隙要求,參照機筒的實際內孔直徑加工。
1855
Im智能注塑 ??? 4年前
20條/頁 
 8
8 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
