



金屬與塑料鉚釘終極指南:精密制造的7大關鍵類型、鉆孔尺寸及毛刺解決方案 
核心優勢:塑料鉚釘消除金屬間接觸,減少動態組件磨損與噪音。3. 鉚釘鉆孔尺寸選擇:精度決定成敗鉚釘鉆孔尺寸直接影響接合強度。孔徑不匹配會導致松動或材料損傷,需遵循以下步驟:1. 測量鉚釘桿直徑;2. 選擇比桿徑大0.1–0.3毫米的鉆頭以預留膨脹空間;3. 試裝驗證后再固定。
2702
2103707493 ??? 11月前
沖壓拉伸件的缺陷及其預防措施 
消除彎曲區外側的毛刺,毛刺會造成該區域的應力集中,◆ 減小彎曲變形量◆ 清除此區域的毛刺◆ 有毛刺的一側放在彎曲區的內側。B. 彎曲工件時最好使彎曲方向和材料的纖維方向(輾軋方向)垂直。C. 彎曲半徑不能太小,在質量允許的情況下盡量使圓角半徑加大。D. 彎曲坯件表面要光潔,無明顯的凸起及疤痕。E.
1931
模具設計UG編程教學 ??? 4年前
零部件常用的研磨拋光方法有哪些? 
化學拋光是靠化學試劑的化學腐蝕作用對產品表面凹凸不平區域作選擇性溶解作用以消除氧化皮、浸蝕整平的一種方法。采用硫酸、硝酸、磷酸、氫FU酸或氫氧化鈉等強酸或強堿溶液,原理是金屬零部件表面的凸部比凹部在溶液中的電極電位不同,造成的溶解速度不一樣,使凸部比凹部優先溶解,可以去除表面粗糙的不平度,獲得平均數微米到幾十微米的光潔度。
3626
jerrylu ??? 2年前
車身覆蓋件修邊模正側交刀結構研究 
就算設計階段實現了“合同”意圖,開發前期大家似乎相安無事,實則隱藏一個不可能消除的隱患——毛刺。到了交付驗收階段,修邊毛刺形影不離,以致于將就沖壓生產,質量久久不被認可。也有沖壓工藝設計欠佳,且工藝初定,一成不變,導致交刀結構設計無法推動工藝進一步優化;還有為了搶首輪提樣進度,拉延成形、翻邊類模具設計在先,修沖模設計滯后。
2770
FMMM ??? 4年前
【工藝知識】壓鑄件的表面處理,產品結構設計你真的需要看看! 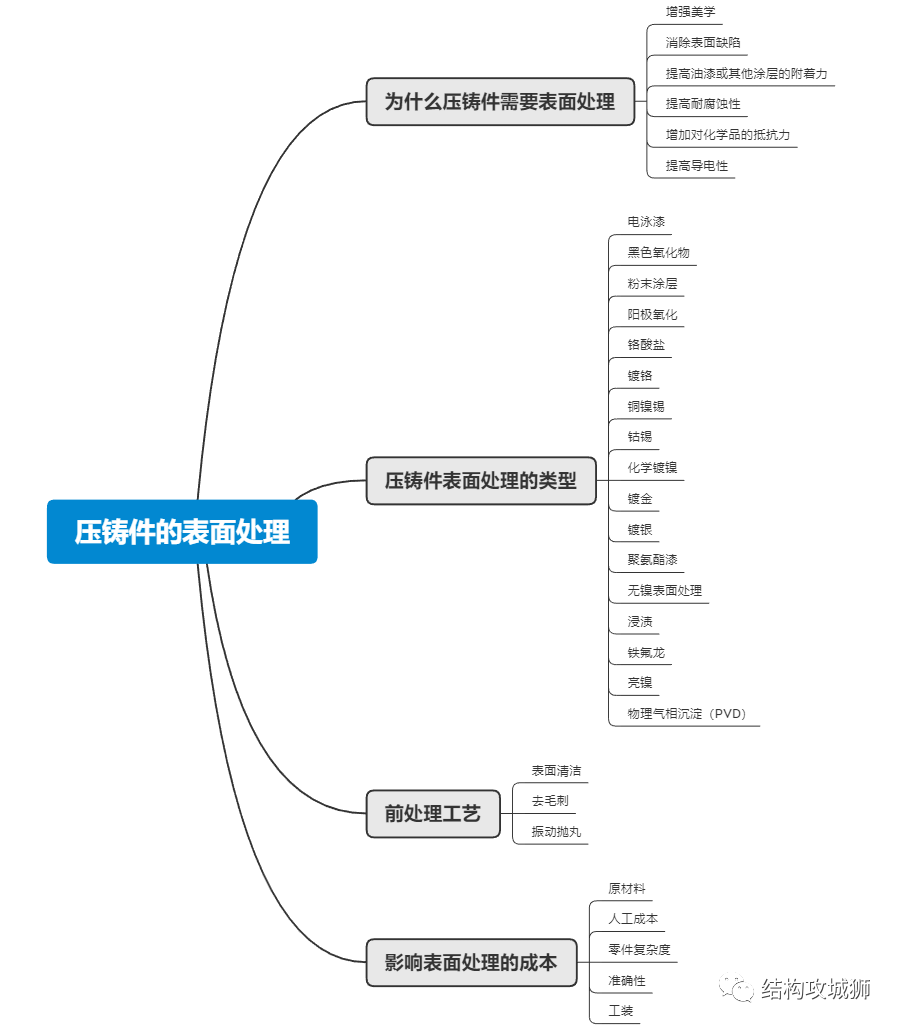
在滅菌前減少生物負載(活生物體)并消除源自制造過程的污染物(例如拋光液、顆粒切割和脫模劑)是有用的。傳統的清潔方法通常采用濕化學技術,例如使用帶有/不帶有酸或有機溶劑的表面活性劑水溶液來溶解和消除污染物。2、去毛刺去毛刺是在加工過程中對金屬零件上形成的尖角倒角進行倒圓的過程。它可以去除可能仍附著在工件上的小碎片和凸起邊緣。
3293
機械工程師 ??? 3年前
鈑金件常用材料,表面處理及缺陷總結 
9、焊點毛刺:焊點處有毛刺,焊鉗頭需要維護。電流過大,造成飛濺;邊緣焊點容易產生毛刺;壓力過大,也容易造成毛刺;焊接的姿勢應該準確。 10、焊點間距:焊點與焊點之間的間距。 文章來源:機械工程師
5064 4
機械工程師 ??? 2年前
鈑金件常用材料,表面處理及缺陷總結
9、焊點毛刺:焊點處有毛刺,焊鉗頭需要維護。電流過大,造成飛濺;邊緣焊點容易產生毛刺;壓力過大,也容易造成毛刺;焊接的姿勢應該準確。 10、焊點間距:焊點與焊點之間的間距。 免責聲明:本文系網絡轉載,版權歸原作者所有。如涉及版權,請聯系刪除!文中內容僅代表作者個人觀點,轉載不同于本平臺認同或者持有相同觀點。
5057 4 1
機械工程師 ??? 2年前
【行業知識】鉆頭的顏色對鉆頭的選擇有影響嗎? 
孔的精度主要由孔徑尺寸、位置精度、同軸度、圓度、表面粗糙度以及孔口毛刺等因素構成。
2648
機械工程師 ??? 4年前
螺桿泵。。。。。 
1.螺桿(1)螺桿表面不得有傷痕、毛刺,·螺旋型面粗糙度為R;1: 6,齒頂表面粗糙度為Ra1.6,螺旋外圓表面粗糙度為Ra1.6。螺桿表面毛刺應用油石磨掉,直到把螺桿打磨光滑,否則對缸套壁磨損嚴重。(2)螺桿軸線直線度為0.05mm。(3)螺桿的螺紋部分被封閉在泵套的孔內,其齒頂與泵套之間存在著一定的間隙,一般在冷態時為0.11-0.48mm,以保證泵的工作性能和可靠動轉。
2576
化工設備人 ??? 4年前
家里電燈關掉后一直閃爍,電工一下午終于找到了原因! 
3、接線不牢如果裝修時用的是軟線,則有可能出現毛刺問題。兩個接線柱的毛刺相互接觸,就會將開關短接。而接觸面積較小,就有可能造成閃爍。其次,不論是軟線還是硬線,都要考慮接線柱螺絲的問題。如果接線柱螺絲松動,很有可能造成兩個接線柱相接觸,從而造成電燈閃爍。故障二:電燈常亮或不亮是指不論開關處于接通狀態還是閉合狀態,電燈始終處于正常工作的亮度,且從不發生變化。
3378
機械發明愛好者 ??? 4年前
【工藝知識】傳統鉆削與螺旋銑孔加工工藝,它們有什么區別? 
相對于傳統的鉆孔技術,螺旋銑孔顯著地提高了孔的質量和強度;螺旋銑孔屬于斷續切削,較低的銑削力使得加工的孔無毛刺;刀具直徑比孔小,切屑得以順利排出,使得孔表面的粗糙度值能大幅降低;在加工復合型材料時,消除了以往傳統打孔由于刀尖鈍化導致的脫層、剝離、孔表面質量低等情況。
2304
機械工程師 ??? 4年前
為什么越來越多的鑄造廠選擇消失模鑄造工藝? 
消失模模具的壽命更長,勞動力成本更低,型砂無任何粘結劑,便于回收重復使用,從而消除了型砂回收使用的問題。消失模鑄件后期主要只是去掉澆冒口即可,并不存在飛邊毛刺,從而減少了打磨的工作量,節約了成本。綜上所述,消失模鑄造工藝是一種高產出低能耗的鑄造工藝。
2966
鑄造工程師 ??? 3年前
老師傅總結:沖壓件常見不良及對策,有你想要的么? 
沖裁件毛刺 原因沖裁間隙太大、太小或不均勻;沖模工作部分刃口變鈍;凸模和凹模由于長期的受振動沖擊而中心線發生變化,軸線不重合,產生單面毛刺。
1969
模具設計UG編程教學 ??? 4年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
在使用新刀之前,應該用細油石在刀齒前、后面輕輕磨幾下,以消除刃磨刀齒時殘留的毛刺及輕微的鋸齒紋。這樣,不但可以降低切削熱而且切削變形也比較小。③嚴格控制刀具的磨損標準。刀具磨損后,工件表面粗糙度值增加,切削溫度上升,工件變形隨之增加。因此,除選用耐磨性好的刀具材料外,刀具磨損標準不應該大于0.2mm,否則容易產生積屑瘤。切削時,工件的溫度一般不要超過100℃,以防止變形。
2252
UG編程模具設計實戰 ??? 3年前
基于自動化生產的卡車縱梁落料沖孔模設計 
圖6 落料凹模波浪刀口設計表1 沖頭分級表其次,就是考慮如何消除振動對沖頭固定座的影響,為節省空間位置傳統的設計基本都是采用獨立的沖頭三角式固定座,這種獨立式的沖頭固定座優勢就是有利于解決沖孔毛刺問題,劣勢就是生產過程中容易振松導致沖頭斷裂或拔沖頭問題。
2129
金屬加工前沿 ??? 3年前
鋼結構安裝技術交底,非常全面!
噴嘴堵塞,應停機消除壓力后方可進行修理或更換;4、 使用煤油、汽油、松香水、丙酮等調配油料,戴好防護用品,嚴禁吸煙;5、 沾染油漆的棉紗、破布、油紙等廢物,應收集存放在有蓋的金屬容器內,及時處理;6、 在室內或容器內噴涂,要保持通風良好,噴涂作業周圍不準有火種7、 采用靜電噴涂,為避免靜電聚集,噴涂室(棚)應有接地保護裝置;8、 刷外開窗扇,必須將安全帶掛在牢固的地方,刷封檐板,
4038
魯班施工 ??? 2年前
傳給孫子的工作臺:為什么一臺鑄鐵裝配平臺能用100年? 
延長使用壽命的實用建議為了讓平臺用得更久、精度保持得更好,平時的使用和保養至關重要:規范使用輕拿輕放:工件上平臺前,務必先清理毛刺和鐵屑。移動工件時盡量抬起來,避免直接在臺面上拖拽,以防劃傷。均勻使用:盡量輪換使用平臺的不同區域,避免長期只在固定的中和心位置工作,防止局部過度磨損。
932
威岳13780573715 ??? 2月前
延長沖壓模具使用壽命的幾點措施 
凹模與凸模的刃口再次磨削后,刃口間隙更加不均勻,此時就要用細油石對刃口仔細研磨、拋光,去除磨削毛刺,一般來說,表面粗糙度值要達到Ra≤0.10μm以下,這樣才能即時消除凹凸模刃口磨損隱患。
2761 6 3
金屬加工前沿 ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
在使用新刀之前,應該用細油石在刀齒前、后面輕輕磨幾下,以消除刃磨刀齒時殘留的毛刺及輕微的鋸齒紋。這樣,不但可以降低切削熱而且切削變形也比較小。 ③嚴格控制刀具的磨損標準。刀具磨損后,工件表面粗糙度值增加,切削溫度上升,工件變形隨之增加。因此,除選用耐磨性好的刀具材料外,刀具磨損標準不應該大于0.2mm,否則容易產生積屑瘤。切削時,工件的溫度一般不要超過100℃,以防止變形。
2505
模具設計UG編程教學 ??? 3年前
注塑模具如何合理設置排氣槽? 
除了在分型面上對模腔排氣外,還可以通過在澆注系統的料流末端位置設排氣槽,以及沿頂出桿四周留出間隙的方式達到排氣的目的,因為排氣槽開的深度、寬度以及位置的選擇,如果不適當,產生的飛邊毛刺,將影響制品的美觀和精度。因此,上述間隙的大小以防止頂出桿四周出現飛邊為限。
2333
PA尼龍塑料注塑模具高分子聚 ??? 3年前
20條/頁 
跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
